
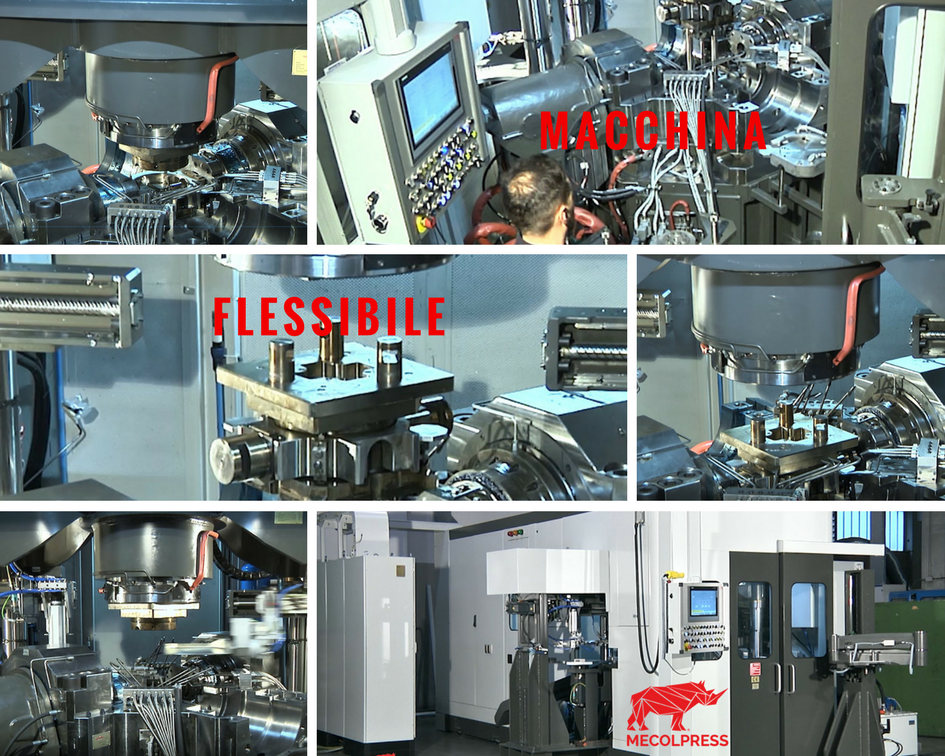
Macchina Flessibile
Negli ultimi dieci anni nell’industria, trainata dal settore automotive, si diffondono metodologie di produzione in ottica Lean, in particolare vengono premiate le aziende che riescono ad essere competitive su lotti minimi (produrre solo quello che serve) piuttosto che produrre grandi quantità a prezzi bassi con il rischio di avere stock rilevanti a magazzino.
Se nel settore auto questo metodo ormai è un dogma, nel termosanitario la tendenza si è diffusa con più lentezza e in maniera non esplicitamente codificata, principalmente a causa della frammentazione dei fornitori di materiale forgiato.
Da parte delle grandi realtà la pressione nei confronti dei costruttori di macchine è però ben presente: piuttosto che impianti ad elevata cadenza vengono richiesti impianti che siano in grado di assicurare riattrezzaggi sempre più veloci.
Il secondo imperativo della metodologia di lavoro “Lean” è l’azzeramento degli sprechi: ovvero delle produzioni inutili a causa degli scarti.
In questo senso la spinta è verso il controllo sempre più spinto del processo di forgiatura: la macchina deve essere in grado di controllare quanti più possibile parametri importanti per il processo di forgiatura e di immagazzinarli per effettuare da un lato previsioni statistiche sullo scostamento dalla produzione ottimale, dall’altro per eseguire controlli a posteriori almeno a livello di lotto a fronte di dispute cliente/fornitore.
Mecolpress ha a catalogo una serie di presse di forgiatura che incontrano appieno le esigenze sopra descritte: la serie idraulica ME.
Le presse idrauliche sono, sono state concepite per diminuire il tempo di cambio lotto. Continua a leggere e scopri di quali features è dotato l’impianto.

Tecnologia della forma
L’importanza della forma nelle applicazioni industriali
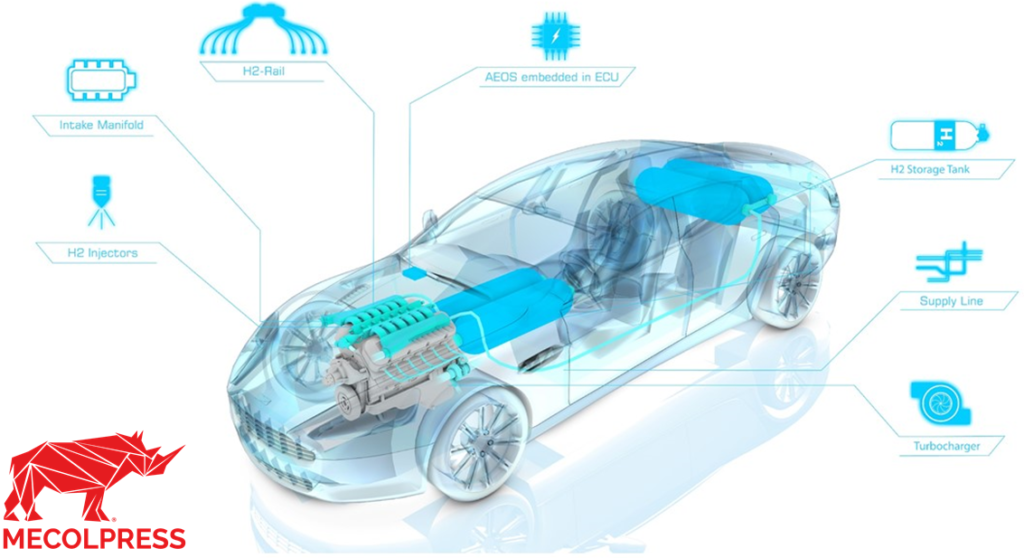
Le presse idrauliche di Mecolpress possono produrre prodotti ad altissima precisione che rispettano appieno le caratteristiche della forma ideata dalla progettazione. Questo consente di realizzare prodotti di grande complessità come l’auto a idrogeno, che è basata su componenti a bassissima tolleranza e su forme che combaciano tra di loro con precisione estrema.
Lo stampaggio a caldo dei materiali consente più di ogni altra tecnologia di realizzare forme perfette e altamente resistenti che possono essere dedicate a produzioni eccellenti.
Mecolpress è leader nella realizzazione di presse meccaniche ed idrauliche e nei servizi orientati a utilizzare le tecnologie di stampaggio a caldo per la precisione della forma.
Cosa ne sarebbe del progresso tecnologico senza le tecnologia della forma?
La storia dell’umanità mostra come la ricerca di scoperte sempre più performanti e innovative ha condotto ad una cura del particolare nella realizzazione di forme perfette, nella industria meccanica come nell’idraulica, nella tecnica medicale e nelle costruzioni.
Tecnologia della Forma è anche il titolo di questa rubrica permanente che Mecolpress cura allo scopo di evidenziare la necessità di ricerca e di investimenti per il benessere degli individui.
La meccanica di Mecolpress è dedicata alla tecnologia della forma per fornire ai propri clienti la capacità di produrre in modo sempre più preciso ed efficiente.
Presse usate Mecolpress
Usato Presse Garantito
Preservare la tecnologia con l’esperienza e la affidabilità del produttore originale.
Mecolpress costruisce presse per stampaggio a caldo da oltre 40 anni mettendo la propria competenza nella tecnologia della forma al servizio delle esigenze dei clienti.
Le presse Mecolpress mantengono valore e qualità nel tempo e sono per questo molto ricercate anche dal mercato dell’usato.
La qualità dei materiali utilizzati alla costruzione e la perfetta conoscenza del prodotto che solo Mecolpress in quanto produttore originario ha, permette di ri-offrirle ai clienti dopo un intervento di revisione completa, con una copertura di garanzia uguale a quella delle macchine nuove.
Le presse meccaniche usate di Mecolpress offrono una rinnovata capacità produttiva grazie alla profonda revisione che viene effettuata negli stabilimenti dell’azienda produttrice dove, avendo la completa disponibilità di tutti i disegni e progetti originali, le macchine vengono completamente smontate, revisionate e riassemblate con pezzi di ricambio originali come se si trattasse di una nuova produzione.
Le presse vengono infatti smontate totalmente, ogni singolo componente viene rimosso, la struttura pulita e controllata a fondo, e a sua volta lavorata sulla alesatrice per preparare il montaggio dei componenti nuovi.

Sulle presse usate Mecolpress è infatti naturalmente possibile, in accordo alle esigenze di ciascun cliente, aggiungere accessori ed automazioni totalmente nuovi quali bracci di carico e di scarico, sistemi di cambio rapido stampi, controlli elettronici di processo per avere una pressa perfettamente adeguata alle attuali necessità produttive.
L’impianto bordo machina ed il quadro elettrico, il controllore programmabile, gli impianti pneumatico ed idraulico sono sempre realizzati ex-novo, solo con componenti nuovi e di ultima generazione.
Le presse usate di Mecolpress rispettano le caratteristiche di modernità e di efficacia per le quali sono progettate anche le presse nuove, grazie all’opera dei tecnici che ne verificano il funzionamento sia a livello meccanico che a livello software, incluse le possibilità di integrazione con le altre unità della linea di forgiatura, ad esempio il forno.
Le offerte di presse usate Mecolpress vengono aggiornate periodicamente. Seguile sul nostro notiziario Tecnologia della Forma e richiedi di essere iscritto alla nostra newsletter per rimanere informato sulle frequenti offerte di usato e sulle novità tecnologiche.

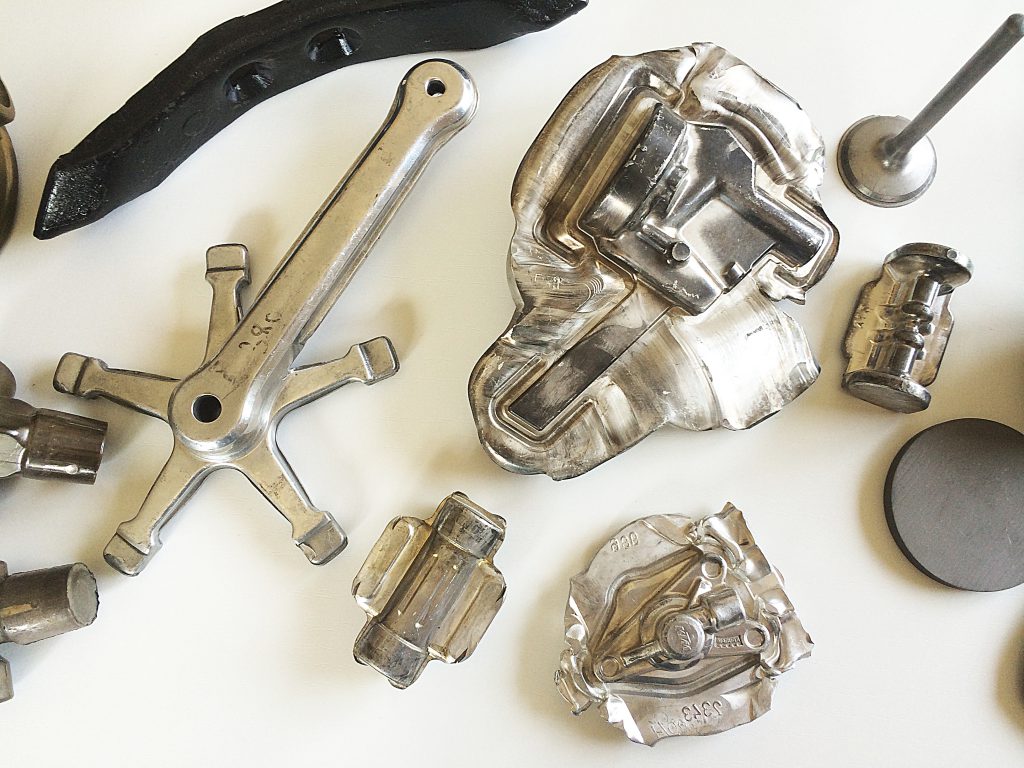
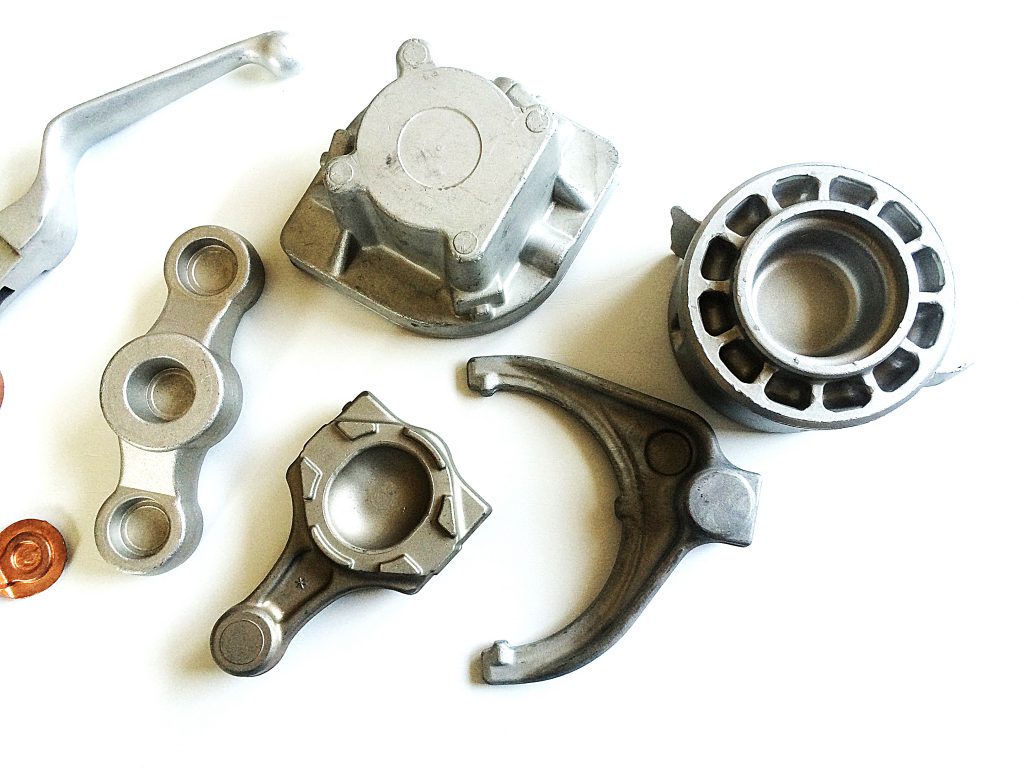
Materiali Stampati
Mecolpress è leader nella produzione di presse industriali per lo stampaggio a caldo di materiali come:
l’ottone, il titanio, l’alluminio, il rame e l’acciaio.
La competenza del reparto Ricerca & Sviluppo di Mecolpress consente ai clienti di realizzare numerosi obiettivi:
- conoscere i sistemi per ottimizzare la produzione tramite stampaggio a caldo di pezzi in modo efficiente, cioè che non richiedono lavorazioni successive per togliere bave ed altro, e in modo efficace e cioè in modo da realizzare un pezzo robusto e perfetto come la forma teorica a cui si ispira;
- conoscere quali materiali sono maggiormente adatti per quali applicazioni e determinare in quali condizioni vengono esaltate le caratteristiche dei materiali stessi
- adattare le migliori tecniche di produzione alle esigenze di specifici settori industriali e di paesi specifici, in base alle leggi o alle consuetudini.
Mecolpress è quindi un centro di competenza per lo stampaggio a caldo di materiali su scala internazionale ed anche a questo è dovuto il successo che l’azienda ha raggiunto nella sua storia.
Settori dove trovano applicazione le nostre macchine:
- Termoidraulica
- Gas alta pressione per medicale
- Automotive industria
- Pezzi meccanici in alluminio/rame/ottone per automotive e ferroviario
- Biomedicale protesi titanio e acciai altolegati
- Viteria speciale inox/titanio/acciai altolegato per settore energetico/eolico/nucleare
- Componenti abbigliamento (fibbie, tiretti per cerniere ecc..)


Mecolpress World Tour
Fiere Mecolpress
Mecolpress è attiva ogni anno nella condivisione delle proprie competenze con i mercati più importanti nel mondo.
Nel 2016 sono state presentati i nuovi modelli di presse meccaniche ed idrauliche che hanno fatto evolvere la gamma Mecolpress verso una più alta integrazione delle fasi produttive che mira alla più alta efficienza ed efficacia dei centri di lavoro.
Le presse Mecolpress sono state presentate pressoché ovunque nel mondo all’interno delle più importanti manifestazioni del settore, come mostra la seguente illustrazione.
Il 2017 si caratterizza per due eventi ancora più importanti: la fiera biennale EMO che dopo l’appuntamento di Milano del 2015 torna in Germania ad Hannover e la presentazione di una grande novità nella linea di prodotti Mecolpress, che corona quasi un cinquantennio di ricerca ed innovazione con una famiglia di presse di nuova generazione.
Il programma delle fiere 2017 alla data è riportato di seguito.
Metalloobrabotka (Moscow) – 15-19 May 2017 – Pavilion 2 Hall 3 Booth 23B45
EMO Hannover (Germany) – 18-23 September 2017
Korea Metal week (Kintex) – 24-27 October 2017



Simulazione di Stampaggio
Mecolpress vende impianti di forgiatura chiavi in mano.
Ciò significa proporre al cliente non solo macchine affidabili e innovative ma anche competenza in merito al prodotto forgiato: la linea deve funzionare sempre all’interno di parametri di cadenza prestabiliti e con qualità garantita. In fase di offerta la valutazione in merito ai pezzi da forgiare durante il collaudo della linea è sempre un punto cruciale.
Tradizionalmente l’attività era relegata alla conoscenza derivata da decenni di esperienza di alcune figure chiave, la valutazione era eseguita spesso “a memoria” cercando di ricordare i problemi avuti in passato su pezzi simili. Dati di valutazione oggettivi erano piuttosto scarsi e di conseguenza le sorprese in fase di collaudo stampi erano frequenti, in particolare le forze di stampaggio erano un’incognita rilevante e condizionavano pesantemente l’accettazione macchina.
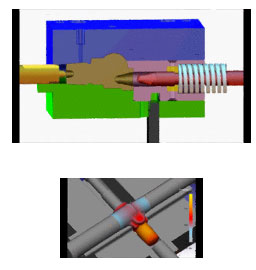
Se la programmazione della commessa diventa importante per il rispetto dei tempi di consegna e, in ultima analisi, dell’obiettivo fatturato annuale, diventa fondamentale rendere il più possibile prevedibile la fase finale della realizzazione dell’impianto. Mecolpress ormai da cinque anni si avvale di un software di simulazione a caldo che permette di analizzare in ufficio tecnico il flusso del materiale ed eseguire una sorta di “preaccettazione virtuale” dell’impianto.
L’obiettivo, non sempre raggiunto per la verità, è quello di anticipare quanto possibile le problematiche di forgiatura e, ad un livello più alto, di diffondere la competenza di stampaggio a tutti i livelli dell’azienda: si tratta di passare da una configurazione “esperto di officina” a “matematica della forgiatura”. Anche per il commerciale la metodologia porta vantaggi indubbi: poter presentare in maniera chiara e convincente le scelte di realizzazione stampi e la tipologia della macchina proposta a volte diventa una carta differenziante per coinvolgere il cliente nella fase finale della trattativa.

Generalmente il processo di scelta macchina e progettazione stampi segue un iter abbastanza codificato:
- inizialmente i clienti forniscono i disegni dei loro pezzi, grezzi di forgiatura e/o lavorati,
- il commerciale Mecolpress esegue una prima scrematura e sottopone all’ufficio tecnico quelli considerati più difficoltosi.
- Da questo momento si susseguono analisi fem e quindi eventuali proposte di modifica e si giunge alla condivisione di un pezzo forgiato che soddisfa i requisiti cliente ed è realizzabile senza difetti con tecnologia Mecolpress.
- Il programma di simulazione è stato personalizzato con le caratteristiche dinamiche delle macchine Mecolpress e quindi garantisce risultati affidabili.
Dopo la produzione dello stampo inizia la fase di forgiatura in officina.
Il primo passo è la condivisione dei parametri di progetto e di impostazione macchia tra ufficio tecnico e reparto collaudo stampi.
In questa fase è essenziale capire se e in che modo il comportamento del materiale in fase di stampaggio si allontana dal previsto, le macchine idrauliche allo scopo sono dotate di un ciclo “step simulazione” che produce diversi pezzi test con preimpostati livelli di completamento ciclo, in particolare diverse quote di penetrazione punzone.
Se la fase è ben condotta porta a verificare quanto previsto in fase di simulazione o comunque ad individuare l’origine di difetti che poi vanno a segnare il pezzo magari in zone non evidenti a prima vista.
Una volta validati in officina gli stampi il cliente assiste alla accettazione finale della linea ed esamina il processo di forgiatura come previsto da offerta.
Il fatto di aver anticipato l’analisi e diffuso la conoscenza a livello ufficio tecnico ha permesso di ridurre la varianza nella durata di test stampi in officina e ha fatto in modo che il lead time macchina nel suo complesso sia più prevedibile ed affidabile.

Presse idrauliche Mecolpress
Le presse idrauliche sono, per loro natura, leggermente più lente rispetto ad unità meccaniche di pari forza ma sono state concepite per diminuire il tempo di cambio lotto. In particolare l’impianto è dotato delle seguenti features:
1- Rilevamento pezzo scaricato per mezzo di pesatura pezzi: una sensibile cella alloggiata sul braccio di scarico provvede alla pesatura dei pezzi stampati e discrimina se l’operazione di espulsione è avvenuta con successo. Il sistema è semplice, robusto e permette di settare a ricetta il corretto valore di peso per ogni pezzo. Non sono più necessarie regolazioni o pulizie per gli elementi fotosensibili.
2- Regolazione automatica della quota di penetrazione punzoni anche durante lo stampaggio: modificare la profondità di foratura non è un problema, un sistema idraulico controllato da encoder permette la regolazione centesimale della posizione dei punzoni.
3- Cambio stampi e punzoni in un unico pacchetto automatico: l’attrezzo a forare fisso permette di cambiare in una sola operazione stampo e punzoni, la macchina provvede in automatico al bloccaggio degli stampi e all’ingaggio delle spine.
4- Riscaldo di stampi e punzoni esterno in ombra rispetto alla produzione: poter cambiare stampi e punzoni in automatico permette di scaldare gli stessi durante le operazioni di forgiatura realizzate tramite le presse idrauliche, cioè in ombra rispetto al tempo di produzione. Questa caratteristica permette di risparmiare più di mezz’ora per ogni cambio stampi.
5- Regolazione della forza di chiusura pressa e di ogni singolo punzone: la pressa ed ogni singolo punzone hanno forze e velocità di azionamento regolabili entro ampi margini, ciò permette di trovare la legge di moto corretta per ogni materiale e per ogni stampo.
6- Rilevazione della forza esercitata da ogni singolo punzone per individuazione danneggiamento spina: celle di carico nei perni provvedono al rilevamento della forza reale esercitata dal punzone. Ciò permette di rilevare scarti pezzo dovuti per esempio alla rottura punzone, oppure consente la regolazione dell’energia del punzone stesso al fine di minimizzare il consumo macchina.
Le presse idrauliche possono controllare numerosi parametri di processo e su questi gestire la logica per gli scarti oppure raccogliere i valori rilevati per analisi statistiche. Leggi qui per capire quali sono i parametri di processo più importanti per le presse idrauliche.

Presse idrauliche – Parametri di processo
Parametri di Processo
Le presse idrauliche possono controllare numerosi parametri di processo e su questi gestire la logica per gli scarti oppure raccogliere i valori rilevati per analisi statistiche
In particolare i parametri di processo più importanti per le presse idrauliche sono i seguenti:
- Temperatura billette al carico: la costanza nella temperatura delle billette garantisce qualità costante di stampaggio e la grandezza influenza in maniera diretta tutti gli altri parametri controllati.
- Tempi di ingresso punzoni: il tempo di penetrazione dei punzoni è un buon indice del corretto svolgimento del processo di forgiatura, è infatti correlato direttamente all’energia richiesta dal pezzo lungo tutta la corsa di penetrazione.
- Forza reale penetrazione punzoni: fornisce indicazioni simili al tempo di ingresso punzoni ed è influenzato dagli stessi parametri.
- Posizione finale raggiunta da ciascun punzone: il parametro più importante per giudicare se un pezzo è buono o scarto è proprio la posizione finale raggiunta dal punzone. Eccesso o mancanza di materiale influenzano infatti questa quota così come materiale in ingresso con temperatura non corretta.
Le macchine della serie ME hanno le carte in regola per essere competitive in un ambito di stampaggio moderno, controllato e operano al loro meglio su lotti medio/piccoli.
Le presse idrauliche possono essere equipaggiate con forni a gas o meglio ancora ad induzione e in questo caso si prestano particolarmente alla forgiatura di materiali differenti: ottone, alluminio, acciaio, titanio.
Sono disponibili come optional sistemi di termoregolazione degli stampi.













