
Mecolpress a CastForge 2026 (Germania)
Mecolpress a CastForge 2026
Mecolpress parteciperà a CastForge 2026, la fiera internazionale dedicata a fusioni, forgiati e relative lavorazioni meccaniche, in programma dal 9 all’11 giugno 2026 presso Messe Stuttgart, in Germania.
Vi aspettiamo a:
Hall 8 – Booth 8E76
Maggiori informazioni sono disponibili sul sito ufficiale di CastForge.

Un appuntamento di riferimento per il settore della forgiatura
CastForge rappresenta uno dei principali eventi europei dedicati al mondo della forgiatura e delle fusioni, riunendo aziende, fornitori e professionisti internazionali del settore.
Un’importante occasione di incontro per condividere innovazione, tecnologie produttive e nuove soluzioni per il mercato.
Le soluzioni Mecolpress per la forgiatura
Durante la manifestazione, Mecolpress presenterà le proprie tecnologie e soluzioni per la forgiatura a caldo, con particolare attenzione a:
- stabilità e ripetibilità del processo
- efficienza energetica
- monitoraggio digitale del processo
- tecnologie avanzate per presse idrauliche e meccaniche
Vieni a trovarci a CastForge 2026
CastForge rappresenta un’importante opportunità per incontrare clienti e partner, confrontarsi sulle evoluzioni tecnologiche del settore e condividere il know-how Mecolpress nella forgiatura.
Per ricevere un ingresso visitatore e organizzare un incontro durante la manifestazione, contatta il team Mecolpress.
Vi aspettiamo presso:
Hall 8 – Booth 8E76

Mecolpress al 15th Forging Conference di Brno
Mecolpress al 15th Forging Conference di Brno
Innovazione, controllo di processo ed efficienza nella forgiatura a caldo di materiali ferrosi e non ferrosi
Mecolpress al 15th Forging Conference di Brno
Mecolpress parteciperà al 15th FORGING CONFERENCE, organizzato dalla Forging Association of the Czech Republic, in programma il 19–20 maggio 2026 a Brno.
L’evento si svolgerà presso l’Orea Congress Hotel Brno,
Křížkovského 47, 603 73 Brno – Pisárky, Czech Republic.
Un appuntamento tecnico internazionale dedicato all’innovazione nei processi di forgiatura, che riunisce aziende, esperti e centri di ricerca.
Maggiori informazioni sono disponibili sul sito ufficiale del congresso.
Lo speech tecnico Mecolpress
Durante il congresso, Mecolpress porterà uno speech dal titolo:
“Experiences about ferrous and not ferrous hot metal forging”
Un intervento che raccoglie esperienze applicative nella forgiatura a caldo di materiali ferrosi e non ferrosi, con un focus su controllo del processo, efficienza e qualità.
Controllo del processo e stabilità produttiva
Un processo stabile e ripetibile è alla base della qualità.
L’intervento approfondirà il ruolo della process capability (Cp e Cpk) come elemento chiave per garantire performance costanti, riduzione degli scarti e maggiore efficienza produttiva.
Efficienza energetica
Le soluzioni Mecolpress permettono di ridurre i consumi fino al 50%, grazie a sistemi che adattano la potenza al ciclo reale di lavoro.
Un approccio che consente di migliorare contemporaneamente sostenibilità e produttività.
Monitoraggio e digitalizzazione
Il controllo in tempo reale dei parametri di processo – forza, posizione e velocità – consente interventi rapidi e una gestione più efficiente della produzione.
La digitalizzazione diventa così uno strumento fondamentale per aumentare il controllo e la competitività.
Innovazione applicata alla forgiatura
La partecipazione al congresso conferma l’impegno di Mecolpress nello sviluppo di tecnologie avanzate per la forgiatura.
Soluzioni progettate per migliorare:
- qualità del prodotto
- efficienza produttiva
- riduzione dei consumi
- affidabilità del processo
Un confronto internazionale
Eventi come il 15th Forging Conference di Brno rappresentano un’importante occasione di dialogo tra industria e ricerca.
Per Mecolpress, è un ulteriore passo nel percorso di crescita e innovazione nel settore della forgiatura, in linea con la propria visione di Shape Forming Technology.

MECOLPRESS A MCE 2026: TECNOLOGIA DI FORGIATURA PER IL SETTORE HVAC
Mecolpress parteciperà alla prossima edizione di MCE – Mostra Convegno Expocomfort, l’evento internazionale di riferimento per il settore HVAC, energie rinnovabili ed efficienza energetica.
📅 24 – 27 marzo 2026
📍 Fieramilano Rho
📌 Hall 4 – Stand M15
Un appuntamento strategico per incontrare costruttori, produttori e professionisti attivi nei mercati della climatizzazione, del riscaldamento e delle tecnologie per edifici ad alta efficienza.
Dove trovarci a MCE 2026
Durante i quattro giorni di fiera, il team Mecolpress sarà presente presso:
👉 Hall 4 – Stand M15
Uno spazio dedicato al confronto tecnico e commerciale, dove approfondire le nostre soluzioni per la forgiatura a caldo destinate al settore HVAC.
Perché Mecolpress espone a MCE
Il settore HVAC richiede componenti in ottone, alluminio e acciaio con:
-
elevate prestazioni meccaniche
-
precisione dimensionale
-
affidabilità nel tempo
-
processi produttivi efficienti e ripetibili
La tecnologia di forgiatura a caldo rappresenta una soluzione ideale per la produzione di componenti ad alta resistenza destinati a impianti termici, valvole, raccordi, sistemi idraulici e applicazioni energetiche.
La nostra presenza a MCE conferma la volontà di Mecolpress di:
-
consolidare la propria posizione nel settore HVAC
-
presentare soluzioni di stampaggio ad alta produttività
-
rafforzare relazioni con clienti e partner internazionali

Le soluzioni Mecolpress per il settore HVAC
Presso Hall 4 – Stand M15, presenteremo le nostre presse meccaniche e idrauliche per la forgiatura a caldo, progettate per garantire:
-
🔹 massima ripetibilità del processo
-
🔹 controllo avanzato dei parametri di produzione
-
🔹 elevata efficienza energetica
-
🔹 soluzioni completamente personalizzabili
Grazie a sistemi di automazione evoluti e controllo digitale, le presse Mecolpress permettono di ottimizzare i cicli produttivi, ridurre gli scarti e migliorare la qualità finale del componente.
Innovazione, efficienza e sostenibilità
MCE è un punto di incontro internazionale per le tecnologie orientate alla transizione energetica e alla sostenibilità.
In questo contesto, Mecolpress propone soluzioni che contribuiscono a:
-
migliorare l’efficienza produttiva
-
ridurre i consumi
-
garantire componenti ad alte prestazioni per applicazioni energetiche avanzate
La qualità della forgiatura incide direttamente sulle performance e sulla sicurezza dei sistemi HVAC, rendendo la scelta della tecnologia produttiva un fattore strategico.
Fissa un appuntamento in fiera
📍 Hall 4 – Stand M15
📅 24 – 27 marzo 2026
📌 Fieramilano Rho – Milano
Il team Mecolpress è a disposizione per incontri tecnici e commerciali.
📩 Per programmare un appuntamento durante MCE, contattaci tramite il nostro form oppure scrivici a: sales@mecolpress.com
Ti aspettiamo a Milano.

MECOLPRESS FIERE 2025, presenti a EMO (Hannover)
EMO 2025
Fin dalla sua fondazione nel 1975, EMO è sinonimo in tutto il mondo di innovazione, internazionalità, ispirazione e futuro della lavorazione dei metalli.
Si terrà dal 22 al 26 settembre 2025 ad Hannover – Deutsche Messe.
In qualità di fiera leader mondiale per le tecnologie di produzione, offre ogni due o quattro anni ad Hannover una piattaforma unica con il motto “Innovate Manufacturing” per stabilire contatti internazionali, sviluppare nuove opportunità di business e ottenere una panoramica completa dell’offerta globale del settore.
Vi aspettiamo presso il Pad. 13 Stand F55.
Ottieni il tuo biglietto di ingresso gratuito
Puoi richiedercelo semplicemente scrivendo a sales@mecolpress.com

MECOLPRESS FIERE 2025, presenti a FORGE FAIR (Cleveland)
FORGE FAIR 2025
Organizzata dalla Forging Industry Association, Forge Fair 2025 è l’unica fiera del settore della forgiatura in Nord America.
Si terrà dal 13 al 15 maggio 2025 a Cleveland presso il Huntington Convention Center, Ohio.
Oltre all’area espositiva, con espositori provenienti da tutto il mondo, Forge Fair 2025 offrirà una varietà di presentazioni tecniche.
Vi aspettiamo Stand Hall Stand 419 assieme al nostro partner Forging Equipment Solutions.
Mecolpress terrà una presentazione mercoledì 14 Maggio dal tema “Experiences About Ferrous and Nonferrous Hot Metal Forging”


MECOLPRESS FIERE 2025, presenti a ISH (Germania)
ISH 2025
La fiera leader mondiale è l’ammiraglia e il cuore del settore sanitario e HVAC, nonché un motore unico di innovazione. ISH si concentra sul design moderno del bagno, sulla tecnologia sostenibile di riscaldamento e aria condizionata e sui sistemi domestici intelligenti. Sotto il motto “Soluzioni per un futuro sostenibile”, ISH 2025 verrà lanciata con una nuova, chiara e moderna struttura dell’evento.
Si terrà dal 17 al 21 marzo 2025 a Francoforte presso Messe Frankfurt.
Vi aspettiamo Stand Hall 9.1 Stand no. C91
Ottieni il tuo biglietto di ingresso gratuito

Per agevolare la visita ed accedere in sicurezza, è opportuno registrarsi per ottenere il biglietto di ingresso gratuito.
Puoi richiedercelo semplicemente compilando questo form:

MECOLPRESS FIERE 2025: TIMTOS – Taiwan
Timtos 2025
Questa fiera si terrà presso il Taipei Nangang Exhibition Center.
L’industria globale delle macchine utensili si prepara a TIMTOS 2025, la fiera internazionale con la partecipazione di oltre 1.000 espositori. TIMTOS 2025 rappresenta una piattaforma di eccellenza per scoprire innovazioni tecnologiche e soluzioni avanzate per la produzione manifatturiera.
In particolare, la fiera si concentra su tre principali macroargomenti: AI & Robotics, Future Smart Manufacturing e Green Power & Sustainability.
Per questo, dal 3 all’8 marzo 2025 Mecolpress sarà allo Stand Q0733.
Ottieni il tuo biglietto di ingresso gratuito
Per agevolare la visita ed accedere in sicurezza, è opportuno registrarsi per ottenere il biglietto di ingresso gratuito.
Puoi richiedercelo semplicemente compilando questo form:

MECOLPRESS FIERE 2024: EUROFORGE | conFAIR – Milano
EUROFORGE | conFAIR
Questa fiera si terrà presso l’ Allianz MiCo • Milano Convention Center, Italy dal 22 al 23 Ottobre 2024.
EUROFORGE conFAIR è l’unica fiera e conferenza europea specificamente progettata per l’industria della forgiatura.
A EUROFORGE conFAIR si riuniscono i migliori fornitori, i tecnici più innovativi e i leader dell’industria della forgiatura per discutere sulle opportunità degli attuali megatrend industriali e i loro effetti sul mondo della forgiatura.
Per questo, dal 22 al 23 ottobre 2024 Mecolpress sarà a Milano in occasione di EUROFORGE | conFAIR presso Hall 3 Stand 130.
Presentazione “Experiences about ferrous and not ferrous hot metal forging”

Siete invitati a partecipare alla presentazione “Experiences about ferrous and not ferrous hot metal forging” che si terrà Mercoledì 23 Ottobre are 14.00-14.30 in occasione della Confair Euroforge 2024 a Milano .
Sarà un’utile occasione per conoscere le ultime proposte riguardanti:
- la riduzione del consumo di materia prima.
- la riduzione del consumo di energia elettrica.
- l’elevata capacità produttiva e la flessibilità nei cambi prodotto;
- il controllo di qualità continuo del processo di stampaggio;
- la continuità operativa grazie all’assistenza post-vendita.
Saremo orgogliosi di avere la vostra attenzione e di rispondere alle vostre domande e richieste di chiarimenti.

MECOLPRESS FIERE 2024: CastForge (Germania)
CastForge 2024
Questa fiera si terrà presso il Centro fiera di Stoccarda dal 4 al 6 Giugno 2024.
Oggi i clienti del settore “Fusione e Forgiatura” ricercano prodotti di alta qualità pronti per l’installazione. Poiché complessità e richieste specifiche sono in continuo aumento, è fondamentale rimanere sempre al passo con le ultime novità.
Questa fiera sarà un’occasione importante per interfacciarsi e confrontarsi su queste tematiche, in uno dei più grandi mercati d’Europa.
Per questo, dal 4 al 6 giugno 2024 Mecolpress sarà a Stoccarda in occasione di Castforge (Stand 5A37).
Ottieni il tuo biglietto di ingresso gratuito
Per agevolare la visita ed accedere in sicurezza, è opportuno registrarsi per ottenere il biglietto di ingresso gratuito.
Puoi richiedercelo semplicemente compilando questo form:

Se il processo industriale di stampaggio è stabile genera profitto!
Se il processo industriale di stampaggio è stabile genera profitto!
Oggi più che mai è molto importante che il processo industriale, nel nostro caso lo stampaggio a caldo, riesca ad essere stabile. Raggiungendo tale obbiettivo infatti è possibile generare un profitto.
L’aumento delle materie prime, dei costi energetici e del personale specializzato sono costanti sempre più incisive e rilevanti per ogni azienda. Il profitto di ogni ordine o commessa deve sempre fare i conti con queste variabili che difficilmente possono essere contenute.
La stabilità di produzione può essere controllata: il processo deve essere sempre ripetibile nelle performances e garantire costi operativi stabili.
Lo stampaggio a caldo dei metalli non è da meno. Le produzioni annuali possono arrivare a decine di milioni di pezzi e ognuno di questi deve essere prodotto seguendo i parametri previsti e pianificati, l’aspettativa di profitto deve essere garantita!
Come è possibile gestire, monitorare e correggere decine di parametri, per milioni di pezzi, garantendo la stabilità?
È possibile garantire la stabilità del processo anche quando si producono milioni di pezzi, ed i parametri del processo sono molteplici, in questo modo:
01
=> monitorare i fattori di variabilità che influenzano ogni processo per capire se siano sotto controllo o meno attraverso il controllo statistico.
02
=> Ottenere elevate rigidità, forza di stampaggio e precisione di posizionamento.
03
=> Controllare in tempo reale l’andamento dei principali parametri di processo.
04
=> Modificare le principali quote di stampaggio senza interrompere l’operatività.
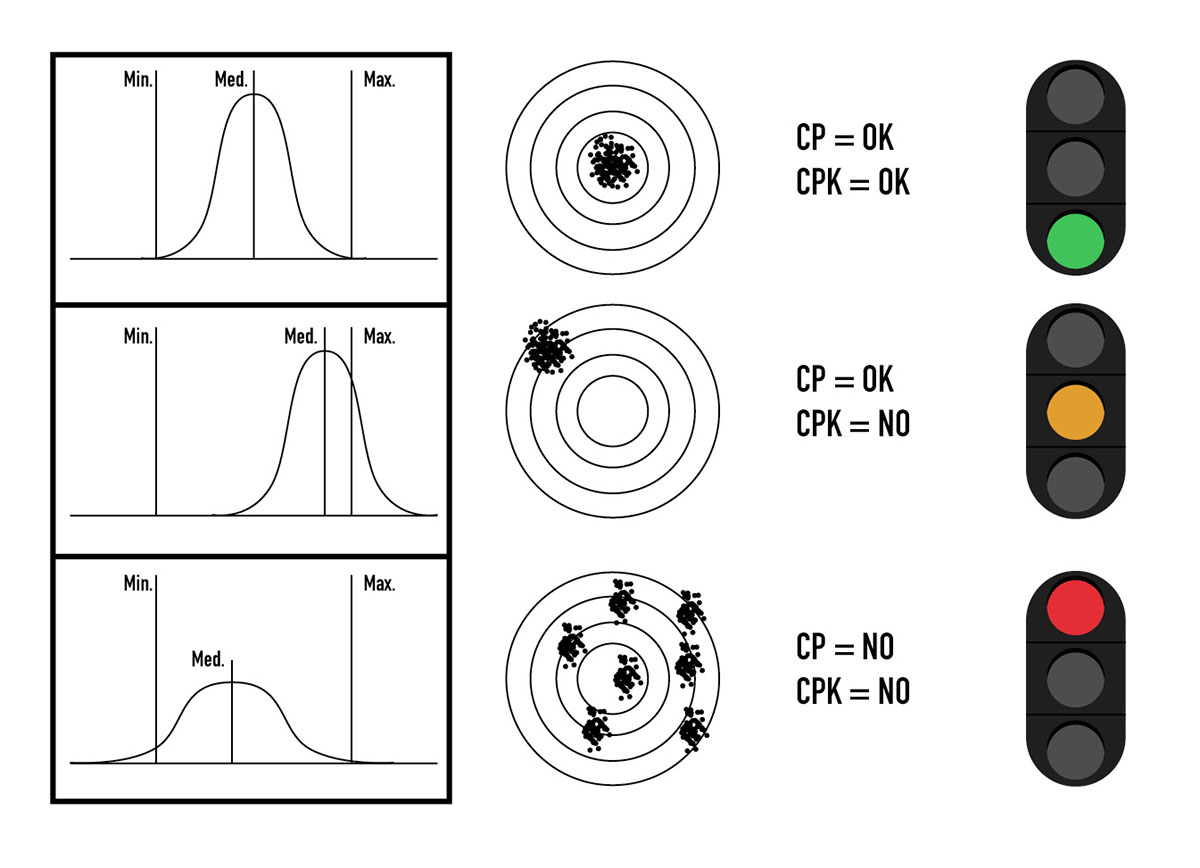
La statistica insegna che i parametri Cp e Cpk sono fondamentali per controllare l’andamento del processo di stampaggio, per ogni variabile infatti sono la chiave per capirne la stabilità.
L’esempio del tiro delle freccette permette di cogliere velocemente il concetto:
un buon Cp indica che siamo molto ripetibili nei nostri tiri, ma non è detto che stiamo centrando il bersaglio.
Soltanto ottenendo anche un buon Cpk, infatti; è garantito il risultato ottimale!
=> Cp e Cpk devono essere saldamente maggiori di uno.
Passiamo ad un esempio pratico di stampaggio:
-
Stampare un lotto di 25.000 contatori per l’acqua.
-
Stampare 50.000 valvole per il controllo del gas.
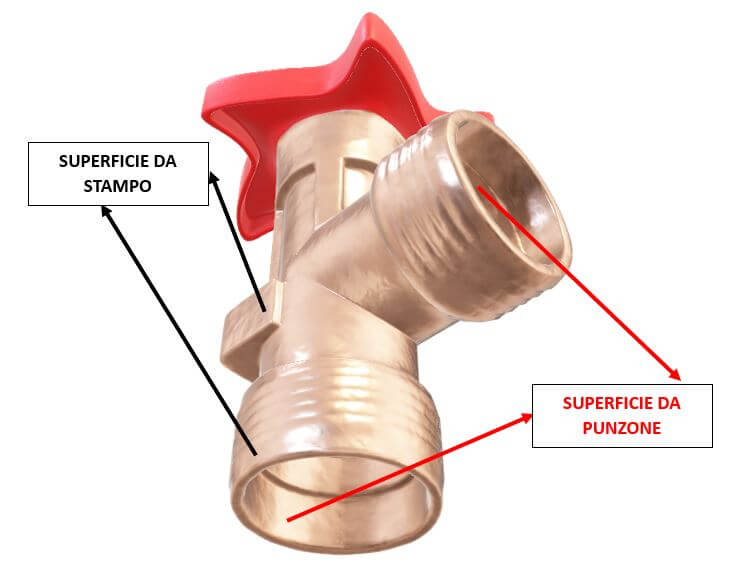
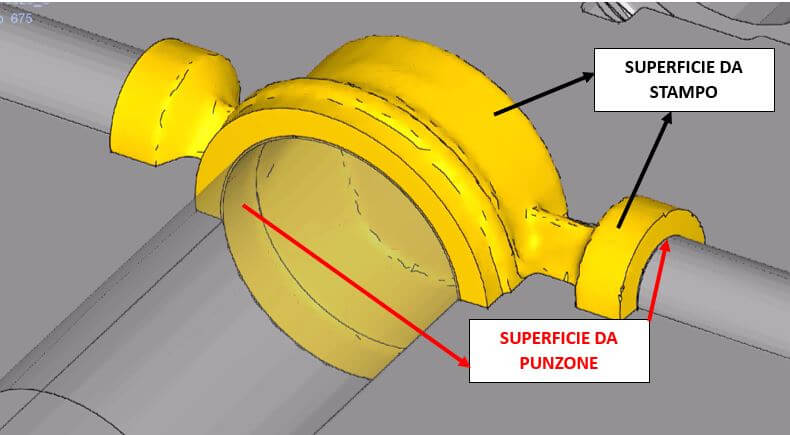
Le dimensioni del pezzo forgiato vengono determinate:
- dalle pareti della figura del pezzo creata nello stampo.
Il Cp dipende dalle performance di rigidezza delle presse e dalla progettazione dello stampo.
Il Cpk dipende dalla corretta valutazione del ritiro del materiale, che a sua volta è legato alle temperature di stampaggio, alla geometria del pezzo ed alla composizione chimica.
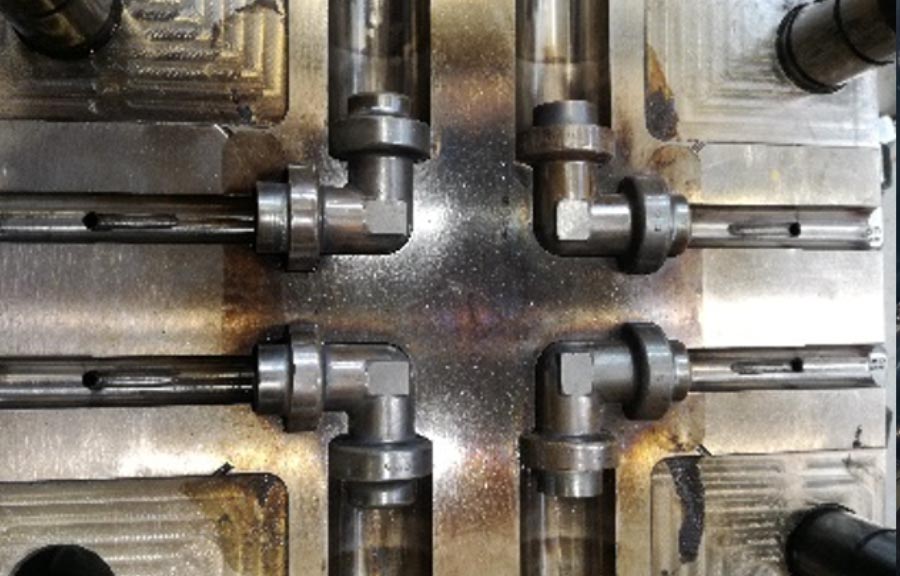
- dai punzoni che concorrono nella deformazione del materiale.
Il Cp è dato dalla rigidezza dei punzoni e dalla loro forza di spinta.
Il Cpk è dato dalla possibilità di regolare la posizione di arrivo del punzone.
Durante le prove di stampaggio fatte con i nostri Clienti mondiali le analisi statistiche dimensionali fatte sui campioni prodotti (lotti di migliaia di pezzi) hanno dimostrato che i parametri Cp e Cpk sono sempre stati abbondantemente e stabilmente maggiori di uno.
Le geometrie complesse o le dimensioni di pezzi non sono più un problema.
Come siamo riusciti a mantenere stabile il processo industriale di stampaggio nelle nostre Presse Idrauliche ME?
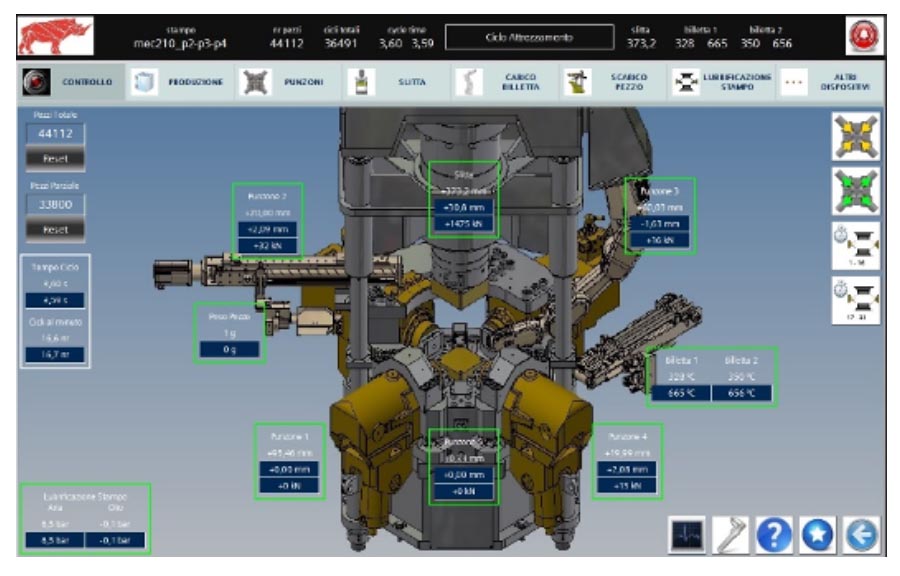
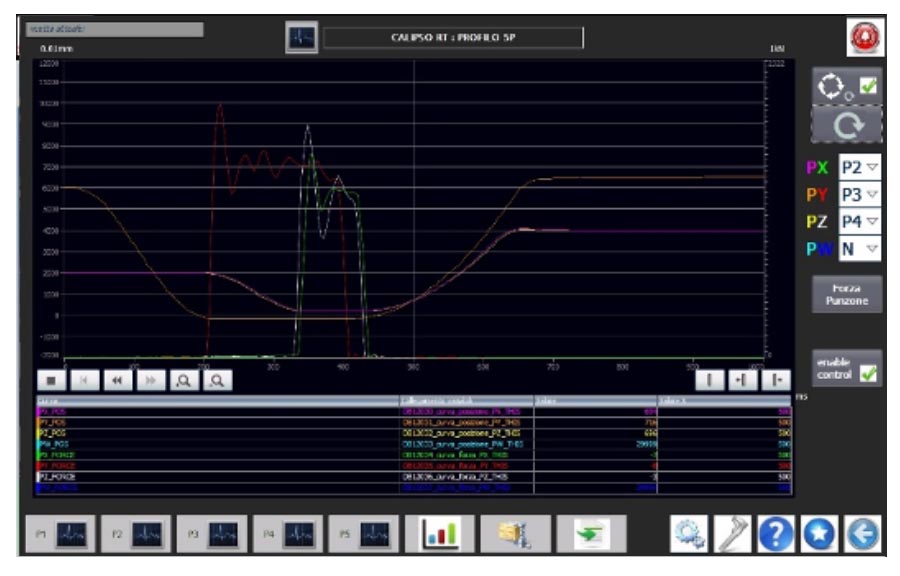
- Le presse Mecolpress sono dotate del software Calipso per il settaggio dei parametri operativi ed il loro continuo controllo. Calipso, interamente sviluppato da Mecolpress, permette di controllare in tempo reale i principali parametri di processo (forze di stampaggio, posizione, velocità, …). Ancora prima di misurare i pezzi è possibile capire se lo stampaggio è stabile e garantisce prestazioni costanti.
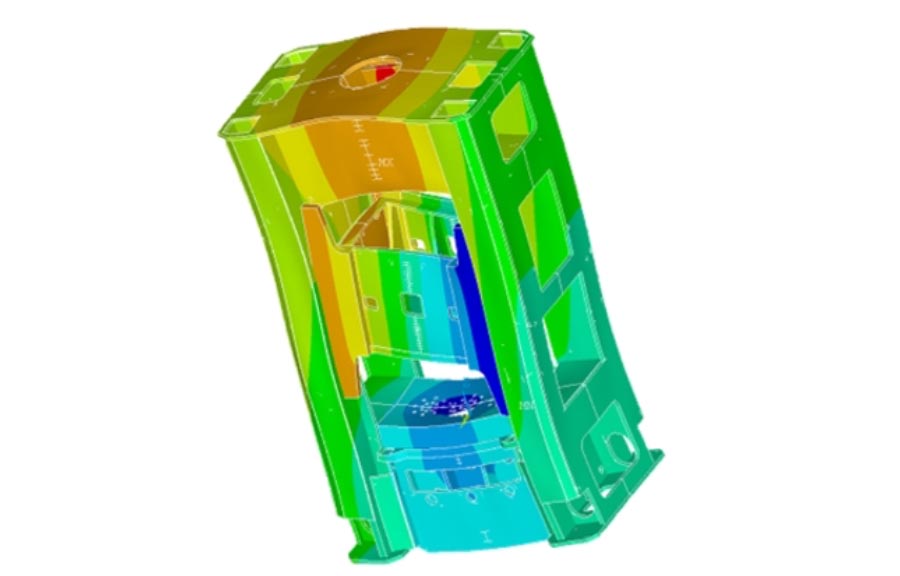
- Le nostre presse sono progettate con sistemi di calcoli avanzati (FEM) che permettono di prevedere con la massima puntualità la rigidezza dei componenti minimizzandone le deformazioni, anche se sottoposti a carichi elevati.
=> Cp sotto controllo

- Abbiamo progettato le nostre presse per stampaggio a caldo in modo da avere la più alta forza di chiusura stampi possibile e la massima forza di spinta dei punzoni.
=> Cp sotto controllo

- La regolazione della corsa dei singoli punzoni avviene in tempo reale, permettendo così di modificare le relative dimensioni durante la produzione.
=> Cp sotto controllo
- La lunga esperienza nella progettazione degli stampi e la collaborazione con le migliori aziende specializzate del settore, ci hanno permesso di arrivare a realizzare con estrema accuratezza gli stampi, al fine di garantire una stabile produzione dei pezzi.
=> Cp sotto controllo












