
Con o senza bava?
Quando si deve affrontare un progetto di forgiatura per un pezzo nuovo il primo passo da affrontare è quello di fare una simulazione tramite software di stampaggio e decidere se impostarla con o senza bava.
Con o senza bava?
Inizia dalla simulazione di stampaggio
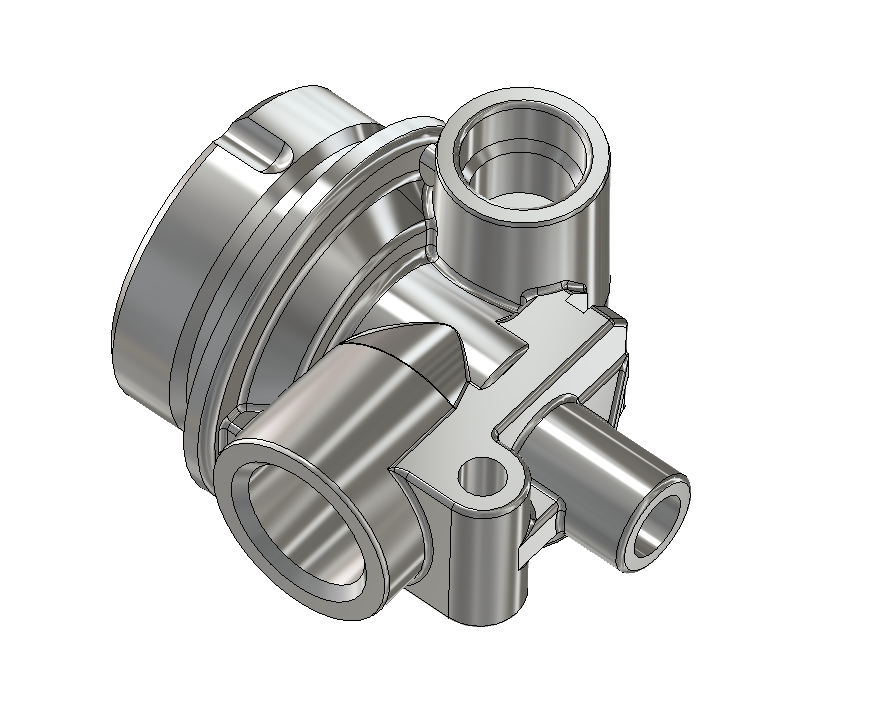
In termini generali possiamo dire che pezzi con spessore sottile e movimenti di materiale in direzioni diverse o con cambi di dimensione repentini potranno dare difetti nello stampaggio senza bava.
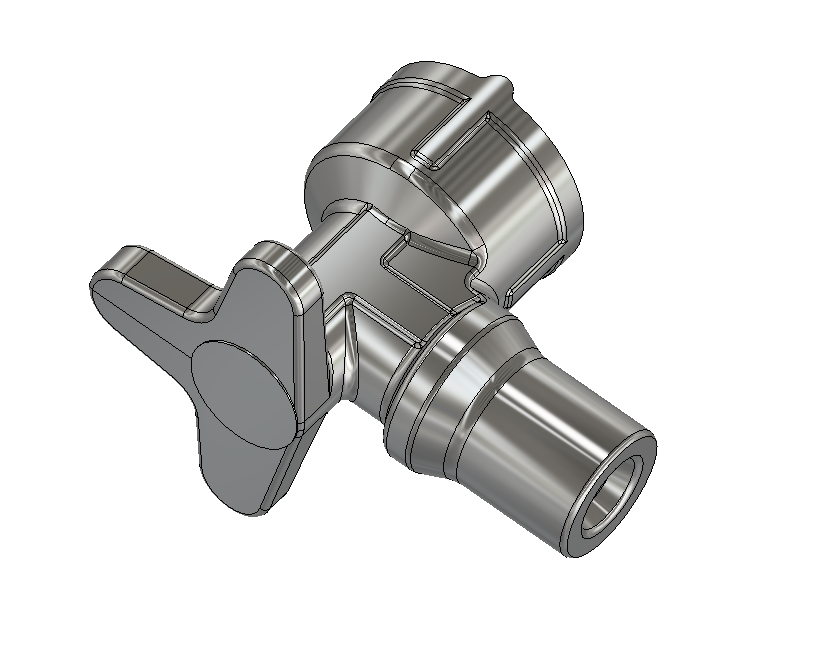
Se invece la geometria è uniforme e le variazioni di sezione sono contenute si può pensare di affrontare un progetto senza bava.
E’ vero in tutti i casi che cominciare un progetto senza bava può consentire valutazioni che spingono ad ottimizzare le geometrie del pezzo stesso (se possibile intervenire sulla geometria esterna) oppure può guidare la successiva analisi con bava.
Un primo passaggio senza bava comporta sicuramente tempi di calcolo ridotti e consente una valutazione delle forze punzoni e di chiusura stampi che in via approssimativa possono essere ritenute valide in generale.
Idoneo ad essere stampato con bava
Idoneo ad essere stampato senza bava
La pressa che hai scelto è adatta a stampare il tuo pezzo?
In seconda battuta è necessario valutare in maniera approssimativa se il pezzo in analisi è fattibile per il modello di macchina considerato.
In questa fase è necessario avere un database che riporti le pressioni medie sui semi stampi e sui punzoni.
A questo scopo è molto utile, man mano che lo storico delle simulazioni si costruisce, tenere manutenuto un file Excel in cui i risultati in termini di forze vengono sintetizzati in pressioni medie su semi stampi e punzoni.
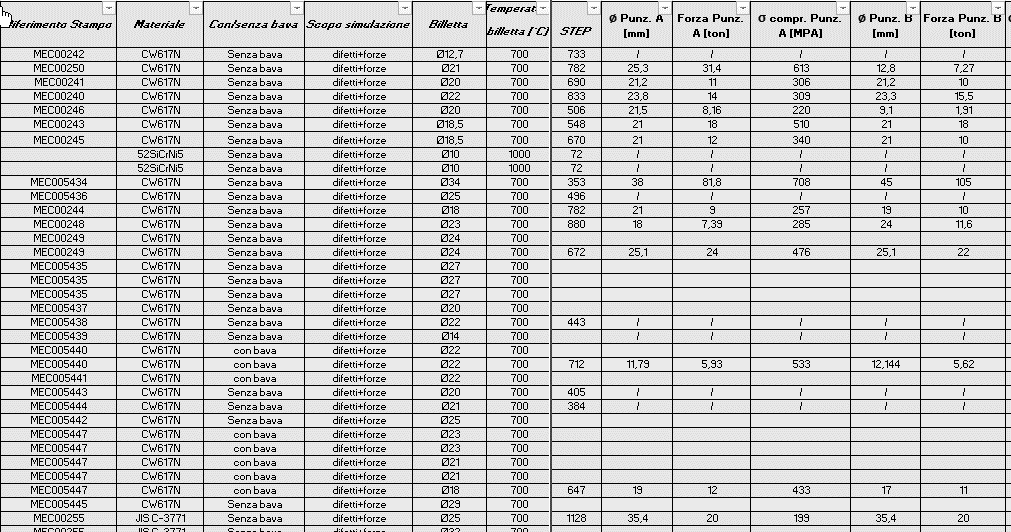
Questa procedura permette di capire al primo colpo d’occhio se il risultato di una simulazione può essere ritenuto valido oppure può essere affetto da errori di calcolo.
Chiaramente più casi si hanno a disposizione più è probabile avere risultati attendibili, questo perché la geometria del pezzo influenza in maniera determinante la forza su ogni elemento dello stampo e quindi nella valutazione è necessario tenere in considerazione pezzi con caratteristiche morfologiche simili.
Una volta disegnata la geometria del pezzo, comprese le forature desiderate, è necessario ricavare per sottrazione la geometria di stampo e punzoni.
Prima occorre tuttavia scalare la figura per tenere in considerazione il fatto che la formazione avviene a temperatura elevata, mentre le dimensioni a disegno sono valide per pezzi a temperatura ambiente.
Il valore tipico per forgiatura di ottone è pari a 1.012, mentre nel caso di alluminio generalmente si utilizza un fattore 1.010. Con un foglio Excel si può così stimare diametro e lunghezza della billetta di primo tentativo.
Per la stampa senza bava scegli le presse idrauliche
Le presse idrauliche Mecolpress della linea ME sono la soluzione più adatta per stampare un pezzo in ottone, alluminio o altri materiali, senza bava.
La forza di chiusura stampi più elevata delle tradizionali presse meccaniche ed i movimenti indipendenti e controllati della slitta e degli estrusori consentono di stampare a caldo pezzi anche complessi senza bava.
Le presse idrauliche ME si sono rivelate imbattibili per lo stampaggio di particolari che presentano delle complessità.
Ad esempio se devo stampare delle valvole saracinesca, le nostre presse ME permettono di stampare queste valvole totalmente senza bava, con altissima precisione, senza alcun rischio di difetti dovuto al flusso dell’ottone nello stampo.
Inoltre anche la produttività è più elevata rispetto a quella consentita dal metodo tradizionale con presse meccaniche eccentriche e attrezzo a campana.
Una pressa idraulica Mecolpress ME350-4G240 ad esempio può stampare valvole saracinesca da due pollici senza bava, senza l’ausilio di speciali attrezzi, ad una cadenza di circa 800 pezzi/ora.
Un altro significativo e pratico esempio è che con una pressa idraulica ME puoi stampare a caldo 4 pezzi in ottone alla volta senza bava!

Blog sullo stampaggio a caldo – Bio
Ad inizio 2017 Mecolpress ha deciso di aprire un blog interamente dedicato al mondo dello stampaggio a caldo.
Ci siamo posti 2 obbiettivi:
- Essere un riferimento per chi stampa a caldo, soprattutto se alle prime armi.
- Supportare chi stampa magari da tempo, ma vuole ottimizzare il suo processo, utilizzare meglio le proprie presse e trovare risposte alle necessità che si incontrano man mano.
Ci siamo resi conto, facendo un po’ di ricerche su internet, che è veramente difficile raccogliere informazioni riguardo al mondo dello stampaggio a caldo.
Su Google puoi trovare qualsiasi cosa, ma difficilmente troverai consigli o approfondimenti sul mondo dello stampaggio a caldo!
Ci capita frequentemente di essere contattati da aziende neofite dello stampaggio, o che comunque hanno personale inesperto o non particolarmente qualificato (vedi ad esempio questo articolo) e tutti vorrebbero avere maggiori informazioni.
Siamo consapevoli che non si possa diventare esperti stampatori o imparare un mestiere da Google, ma è altrettanto vero che nel 2020 devo trovare in rete risposte ai mie bisogni e degli approfondimenti sul tema.
Chi siamo?
Mecolpress è un’azienda specializzata nella produzione e nel commercio di presse per lo stampaggio a caldo di ottone, alluminio, rame, titanio, acciaio e di altre leghe.
È stata fondata nel 1969, abbiamo quindi una grande esperienza e conoscenza dello stampaggio.
In officina abbiamo delle figure estremamente esperte di stampaggio a caldo dell’ottone, e recentemente abbiamo inserito anche un “tecnologo” dell’acciaio, disponiamo di ufficio tecnico meccanico ed elettronico completamente interno, un servizio di assistenza molto apprezzato.
Fino ad oggi, abbiamo sviluppato ed installato oltre 1.950 presse, presso oltre 400 clienti in tutto il mondo, utilizzate per forgiare ottone, alluminio, rame, titanio, acciaio.
Una delle qualità che solitamente è molto apprezzata dai nostri clienti è il servizio di assistenza, alla competenza ed alla solida conoscenza delle macchine si aggiunge la grande e garantita disponibilità di materiale. L’efficace risposta di Mecolpress risiede nell’ampiezza delle aree destinate allo stoccaggio di pezzi che possono essere richiesti dai clienti (due capannoni dedicati) e dagli investimenti decisi proprio in favore della voce ‘magazzino’.
Perché scrivere un blog sullo stampaggio a caldo?
A questo punto ci siamo detti “perché non condividere parte delle nostre competenze online? Ad esempio con uno stampatore del Sud Africa che si sta chiedendo se ne vale la pena di convertire la sua produzione in un sistema di stampaggio a caldo?”
“Ed ancora a tutti gli stampatori esperti, clienti oppure no di Mecolpress, potrebbe interessare capire se ci sono delle migliorie da applicare alla loro produzione?”
Il mondo è cambiato ed anche settori come lo stampaggio a caldo che possono sembrare più “statici” di fatto non lo sono assolutamente. Se non rimani aggiornato perdi commesse importanti e la qualità del tuo lavoro non evolve!

Che risposte puoi trovare in questo blog?
Con il nostro blog offriamo spunti ed idee su come poter migliorare il proprio modo di stampare. Gestire le macchine e le linee di stampaggio al meglio per ottenere maggior produttività, più flessibilità, minor manutenzione.
Gli argomenti per noi più facili da trattare sono quelli tecnici, grazie all’esperienza accumulata in 50 anni di attività e ad i nostri numeri, ma cerchiamo di mantenere un tono più comprensibile ai meno esperti, rimanendo comunque a disposizione per approfondimenti.
Nella categoria “Case Study” troverai ad esempio:
- Come abbiamo aiutato un cliente tedesco a vincere una sfida, a stampare con successo una commessa complessa che non sperava di accettare.
- Si può ridurre il costo delle valvole saracinesca stampando senza bava? È un possibile con le presse idrauliche ME.
- Il tuo bilanciere ti sta facendo impazzire? Potresti aver trascurato quello che per te è solo un dettaglio, ma la nostra esperienza ci ha insegnato che fa la differenza!
-
Pressa idraulica, il salto di Mecolpress ad una nuova modalità eco-green: nuovo standard di presse oleodinamiche ME, nate dall’esigenza di offrire una macchina ancora più flessibile e performante in termini di risparmio energetico.
Proponiamo soluzioni a problemi nati da un utilizzo non ottimale delle presse o bilancieri, dall’inesperienza, richieste che raccogliamo dal nostro servizio assistenza. Diamo voce a necessità che, anche per aziende esperte del settore stampaggio, a volte possono sembrare complesse.
Una sfida vinta per il nostro cliente è per noi una grande soddisfazione!
Stampaggio a caldo acciaio: la parola al nostro esperto
Abbiamo intervistato Luca Di Donato, l’esperto di stampaggio a caldo dell’acciaio in Mecolpress.
L’acciaio è un materiale molto diverso dall’ottone, per questo motivo Mecolpress ha deciso di incrementare il suo team con una figura dedicata, alla quale abbiamo rivolto alcune domande.
Parliamo di stampaggio a caldo dell'acciaio
Qual è il tuo ruolo in azienda?
Il ruolo da me attualmente ricoperto all’interno del contesto aziendale è di project engineer manager specialista dello stampaggio a caldo dell’acciaio e delle leghe non ferrose (ad eccezione dell’ottone).
Nello specifico mi occupo principalmente della individuazione e definizione del processo di deformazione plastica a caldo tecnicamente ed economicamente più adatto per la realizzazione di componenti semilavorati in acciaio, ma anche alluminio e leghe speciali al Nichel e Titanio.
Che tipo di esperienza hai nel settore dello stampaggio a caldo dell’acciaio?
La formazione nel settore specifico deriva dalla pluriennale esperienza lavorativa acquisita nell’ambito aziendale, dapprima in qualità di progettista e poi come direttore tecnico e operativo di imprese situate sul territorio nazionale ed estero.
Solitamente quali settori di applicazione utilizzano presse per stampaggio a caldo dell’acciaio?
Le presse per lo stampaggio a caldo dell’acciaio sono largamente impiegate in vari settori di applicazione quali, automotive, aereonautico, agricolo, edile, chimico, petrolchimico e settore industriale in genere.
Quale tipo di macchina è più adatta per stampare acciaio? (presse meccaniche, idrauliche, bilancieri?)
Dal punto di vista metallurgico l’acciaio può essere forgiato utilizzando qualsiasi tipologia di pressa. Gli acciai in genere sono poco influenzati dalla velocità di deformazione propria delle presse, come invece sono influenzate alcune leghe di alluminio e le superleghe di Titanio e Nichel.
Sono altri quindi i parametri che influenzano la scelta. Infatti la geometria, le tolleranze geometriche e dimensionali sicuramente possono orientare la scelta verso una pressa meccanica piuttosto che una pressa a vite, ma anche su una pressa oleodinamica.
Rispetto all’ottone, che particolarità presenta l’acciaio?
Dal punto di vista del processo e quindi delle relative presse utilizzate, sicuramente il primo aspetto che caratterizza l’acciaio è la temperatura di stampaggio che si aggira intorno ai 1200°C.
L’altra caratteristica altrettanto importante è la deformabilità dell’acciaio a caldo che è di gran lunga più difficoltoso rispetto all’ottone. La resistenza alla deformazione plastica a caldo dell’acciaio costringe all’adozione di geometrie più semplici, predilige la scelta di presse con capacità maggiorate in termini di forze; inoltre si fa ricorso molto spesso ai processi di preformatura.
Data la tua esperienza, quali sono le criticità ricorrenti che hai riscontrato nello stampaggio di questo materiale?
Come già precedentemente evidenziato, l’acciaio si stampa a temperatura elevata, quindi si possono creare possibili surriscaldamenti in zone particolarmente soggette a deformazione, le forze in gioco sono importanti e quindi l’energia e disposizione unitamente alle stesse possono avvicinarsi al limite, e causare non conformità geometriche sul pezzo.
Infine l’acciaio non è facilmente deformabile e quindi necessita di uno studio apposito al fine di identificare quali processi di preformatura adottare al fine di evitare cricche/ripiegature di materiale.
Sempre in base alla tua esperienza, nella scelta della macchina più adatta, di cosa bisogna assolutamente tenere conto?
Ovviamente la geometria del prodotto forgiato da ottenere unitamente alle tolleranze geometriche e dimensionali imposte influenzano fortemente la scelta del processo migliore. Prima di tutto la tipologia di pressa, ma anche tutte le macchine necessarie a comporre la linea, dal processo di taglio, riscaldo, preformatura fino alla eventuale calibratura dei forgiati a caldo/freddo.
Mecolpress, attraverso le competenze specifiche acquisite in cinquanta anni di progettazione e produzione di macchine per lo stampaggio e grazie alle professionalità di cui dispone al suo interno, è in grado di supportare il cliente dalle primissime fasi di definizione della geometria più adatta per la scelta del forgiato fino alla realizzazione della linea anche completamente automatizzata chiavi in mano.
Cosa secondo te può fare veramente la differenza in una pressa “azzeccata”?
Il cuore della linea di produzione nella sua interezza è la PRESSA che è stata progettata per rispettare determinate caratteristiche quindi “azzeccare” la tipologia di pressa è assolutamente importante, ma è altrettanto fondamentale considerare chi l’ha progettata e costruita. A tal proposito le presse prodotte dalla Mecolpress sono tra le migliori del mercato sia in termini di contenuto tecnologico che in termini di rigidezza ed affidabilità.
Per approfondimenti ulteriori sull’argomento “Stampaggio a caldo Acciaio” vi invitiamo anche a consultare la pagina U.NI.S.A. Unione Nazionale Italiana Stampatori Acciaio, della quale siamo soci aggregati.












