
Forgiatura vs fusione metalli: quale tecnologia scegliere
La forgiatura vs fusione metalli rappresenta una delle scelte più importanti nella produzione di componenti metallici, sia ferrosi che non ferrosi.
La fusione e la forgiatura, pur avendo lo stesso obiettivo – ottenere un pezzo con forma e caratteristiche definite – si basano su principi profondamente diversi, che incidono su:
- proprietà meccaniche
- qualità strutturale
- consumi energetici
- costi di produzione
- ambiti applicativi
Ma quale tecnologia è davvero la più adatta alle vostre esigenze produttive?
Tecnologia di fusione: caratteristiche e limiti
La fusione consiste nel portare il metallo allo stato liquido e colarlo all’interno di uno stampo che riproduce la forma desiderata. Una volta solidificato, il materiale assume la geometria dello stampo.
Vantaggi
- Elevata libertà geometrica
- Possibilità di realizzare forme molto complesse
- Presenza di cavità interne difficilmente ottenibili con altre tecnologie
- Nessun particolare limite dimensionale
Limiti strutturali
I componenti fusi possono presentare difetti interni come:
- porosità
- soffiature
- segregazioni
Questi fenomeni possono ridurre la resistenza meccanica e la tenacità del pezzo, rendendo la fusione meno indicata per applicazioni soggette a carichi dinamici elevati o requisiti strutturali critici.
Tecnologia di forgiatura: performance e affidabilità
La forgiatura è un processo di deformazione plastica del metallo allo stato solido (riscaldato ma non fuso), ottenuta tramite l’applicazione di elevate forze di compressione.
Durante il processo:
- la struttura interna del materiale si compatta
- le fibre si orientano secondo la geometria del pezzo
- si riducono drasticamente le discontinuità interne
Vantaggi della forgiatura
Il risultato è un componente con:
- maggiore resistenza meccanica
- migliore duttilità
- elevata affidabilità nel tempo
- struttura più omogenea
I limiti geometrici della forgiatura: superati con la tecnologia Mecolpress
Tradizionalmente, la forgiatura può presentare vincoli geometrici più stringenti rispetto alla fusione.
Grazie alle soluzioni sviluppate da Mecolpress, queste barriere sono oggi ampiamente superabili.
Le gamme di presse Mecolpress
Applicazioni avanzate
Con le tecnologie Mecolpress è possibile realizzare:
- Forgiatura di componenti in ottone con peso superiore a 5 kg.
- Forgiatura di ottone e alluminio con fino a 5 punzoni (4 orizzontali + 1 verticale) anche indipendenti, fino a 240 ton, per preformare il pezzo con il minimo peso possibile.
- Forgiatura senza bava, con riduzione del materiale utilizzato, dell’energia di riscaldo e delle lavorazioni successive.
- Forgiatura di acciaio, alluminio, titanio e leghe speciali con forza di deformazione fino a 5.000 ton (serie TDS).
Il risultato è un processo più efficiente, sostenibile e ottimizzato in termini di costi.



Fusione vs Forgiatura: confronto diretto
| Caratteristica | Fusione | Forgiatura |
|---|---|---|
| Stato del metallo | Liquido (metallo fuso) Maggiore energia necessaria Maggiori emissioni | Solido o riscaldato (non fuso) Minore energia necessaria Riduzione delle emissioni |
| Complessità delle forme | Molto elevata Possibili cavità interne | Elevata grazie alla possibilità di applicare fino a 5 punzoni indipendenti per la preformatura |
| Proprietà meccaniche | Inferiori Possibile presenza di difetti | Elevate Struttura compatta e orientata |
| Difetti tipici | Porosità Soffiature Segregazioni | Minori Materiale più omogeneo |
| Resistenza meccanica | Media | Alta |
| Costi di attrezzaggio | Generalmente contenuti | Ridotti grazie al sistema di cambio rapido degli stampi proposto da Mecolpress |
| Lavorazioni successive | Spesso necessarie | Qualità superficiale migliore Preformatura di fori grazie ai punzoni |
| Produzione di grandi pezzi | Sì | Limitata |
| Applicazioni tipiche | Basamenti Carter Componenti complessi | Alberi Bielle Componenti strutturali per applicazioni areonautico Componenti di sicurezza ValvoleComponenti medicali Accessori moda |



Perché scegliere la forgiatura Mecolpress
Oltre ai vantaggi intrinseci del processo di forgiatura, le presse Mecolpress integrano tecnologie avanzate che aumentano ulteriormente le performance produttive.
Software proprietario che monitora e traccia in tempo reale tutti i parametri di produzione, garantendo qualità costante e tracciabilità.
- Sistema di cambio rapido stampi
Sostituzione degli stampi in meno di 30 minuti, senza interventi manuali e senza attrezzature esterne.
- Riduzione dei consumi elettrici
Fino al 50% in meno rispetto a soluzioni tradizionali, grazie a tecnologie ad alta efficienza energetica.
- Teleservice
Accesso remoto ai parametri della pressa per diagnosi, ottimizzazione e supporto tecnico immediato.
Conclusione
La scelta tra fusione e forgiatura dipende sempre dall’applicazione finale del componente.
Tuttavia, quando sono richieste:
- elevate proprietà meccaniche
- affidabilità strutturale
- riduzione dei difetti
- efficienza energetica
- sostenibilità del processo
la forgiatura rappresenta oggi la soluzione tecnologicamente più avanzata.
Grazie alle innovazioni Mecolpress, la forgiatura supera sempre più i limiti tradizionali, offrendo performance superiori rispetto alla fusione in numerose applicazioni industriali.
Vuoi approfondire quale tecnologia sia più adatta al tuo processo produttivo?
Il team Mecolpress è a disposizione per un’analisi tecnica personalizzata.
📩 Contattaci tramite il nostro sito www.mecolpress.com

Lo stampaggio a caldo nel settore moda
Le presse per lo stampaggio a caldo trovano impiego anche nel settore moda.
Il settore mondiale della moda è contraddistinto da volumi di affari estremamente rilevanti: circa 3 mila miliardi di euro e occupa ben 50 milioni persone.
L’Italia è un distretto globale per il settore moda con marchi storici e filiere produttive ben radicate nel territorio.
Il settore risente delle incertezze globali legate ad inflazione, tensioni geopolitiche, ripresa post-Covid ma è stimata una crescita a due cifre nei prossimi anni. L’aumento di volume di affari è possibile grazie ad un’elevata dinamicità carica di creatività e stile che canalizzano ad ogni stagione un importante flusso di novità e innovazioni.
La digitalizzazione dei canali di vendita e dei reparti operativi e l’approccio near-shoring hanno creato la necessità di rendere sempre più produttivo ed efficiente il processo manifatturiero.
Lo stampaggio a caldo dei metalli è un’operazione chiave per caratterizzare i prodotti della moda. I loghi dei maggiori brand applicati su borse, scarpe, abiti, cinture sono realizzati tramite lo stampaggio caldo e rifiniti poi con altri processi a valle.
Mecolpress è stata protagonista di questo continuo processo di crescita, proponendo soluzioni tecnologicamente avanzate di stampaggio con il fine di:
- Aumentare la capacità produttiva fino a 1500 pezzi ora;
- Diminuire i fermi macchina dovuti alla manutenzione ed al cambio utensili (disponibilità >95%);
- Ridurre il consumo di materiali, energia ed emissioni di CO2 del 50% (GREEN TECHNOLOGY Industria 5.0);
- Permettere la comunicazione digitale tra linea produttiva e sistema aziendale ed accesso diagnostico da remoto (Industria 4.0);
- Flessibilità nello stampare prodotti di dimensioni e materiali differenti (acciaio\ottone\alluminio);
- Aumentare la sicurezza della linea produttiva riducendo l’intervento umano (industria 5.0).
Bilancieri ad azionamento elettrico diretto TDS
I bilancieri ad azionamento elettrico diretto serie TDS risultano particolarmente adatti per stampare a caldo particolari destinati al settore moda.
Questi i 4 punti di forza che fanno preferire queste presse a vite per stampaggio a caldo:
- Tempo di ciclo non dipendente dall’energia di stampaggio => produttività sempre ottimizzata
- Riduzione delle parti di attrito => meno manutenzione e meno consumi energetici
- Flessibilità nel settaggio dell’energia => flessibilità di produzione per dimensione prodotto e tipo di materiale (ottone, acciaio alluminio) e riduzione dell’usura degli stampi
- Recupero energetico dell’energia di frenatura => riduzione dei consumi energetici



Clicca sulle immagini per ingrandirle
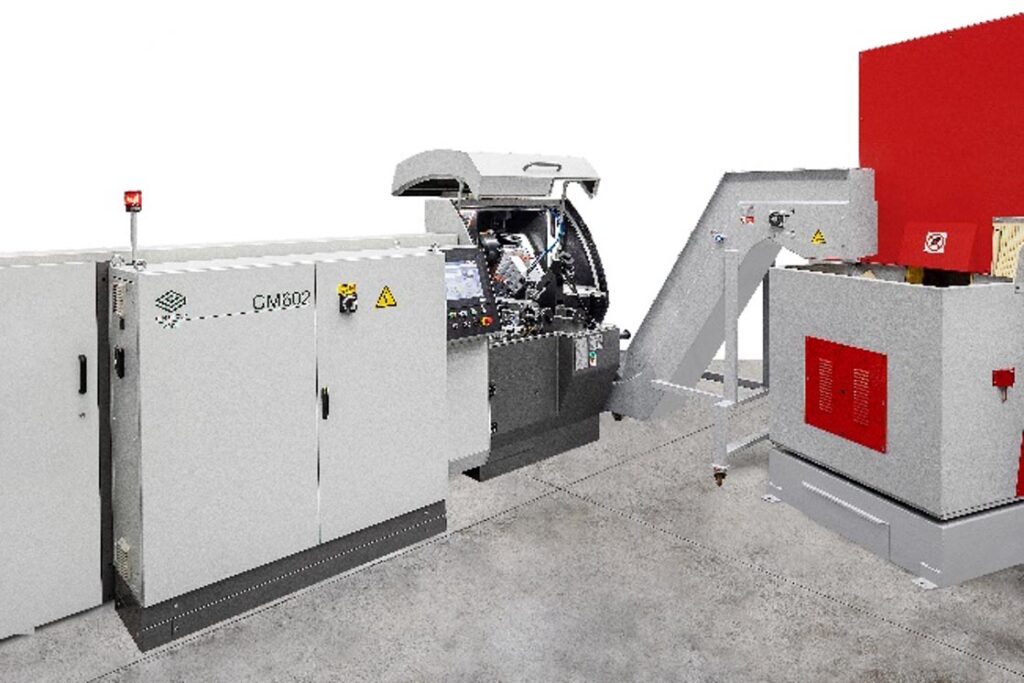
Integrazione di linee complete di stampaggio
Anche nel settore moda la richiesta frequente è quella di avere delle linee complete di stampaggio.
Noi possiamo fornire la linea seguendo le indicazioni del Cliente, quindi oltre alla pressa per stampaggio a caldo, integriamo il taglio, riscaldo, stampaggio e sbavatura dei pezzi stampati.

Clicca sulle immagini per ingrandirle
Le presse per stampaggio pezzi destinati al settore moda devono ottimizzare le fasi del processo:
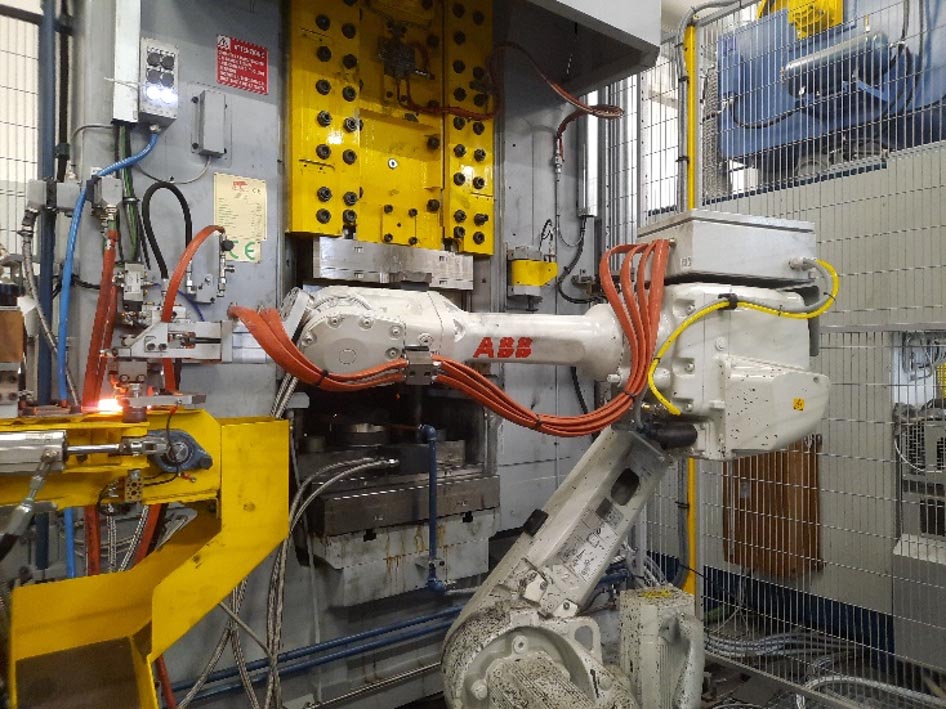
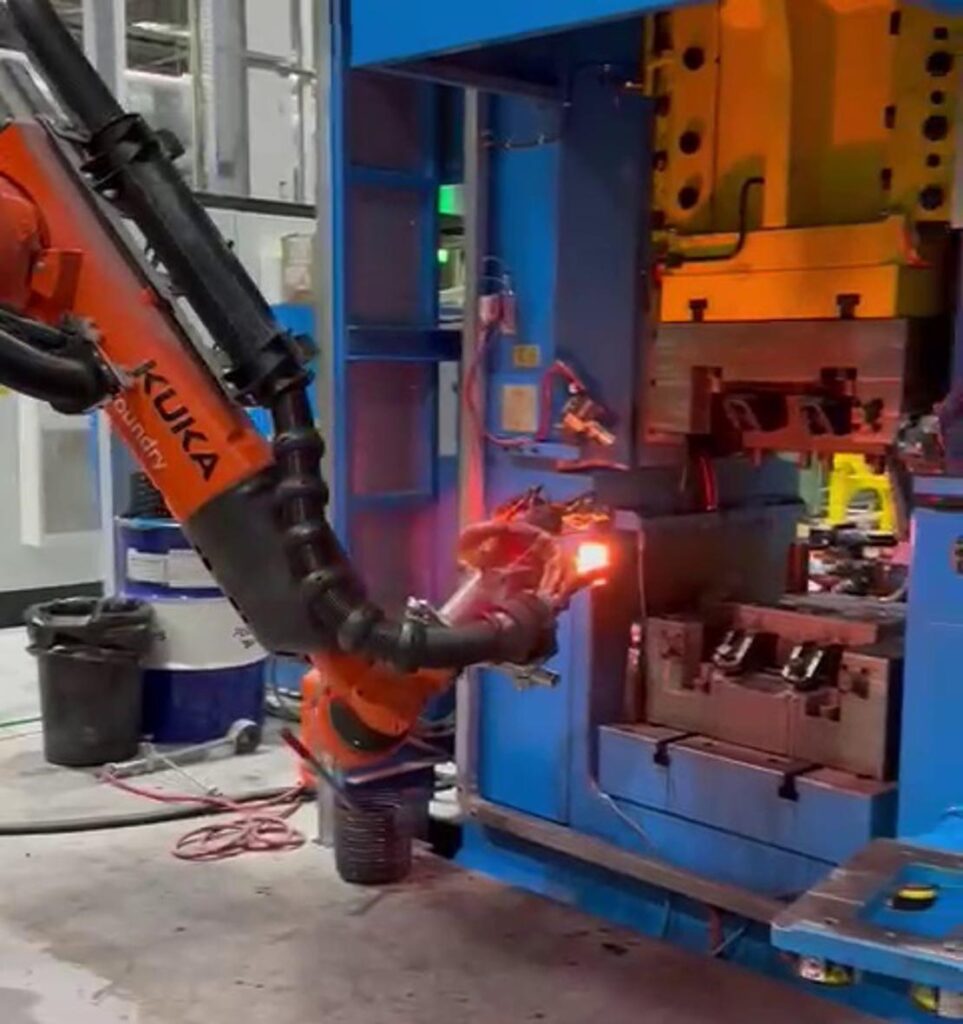
Automazione del carico e scarico della macchina
Sottolineammo l’importanza di automatizzare le fasi di carico e scarico pezzi. Le presse devono prevedere determinati soluzioni per garantire massime performance:
- Sistemi cartesiani ad alta velocità per il caricamento del materiale riscaldato.
- Robot antropomorfi flessibili per il caricamento del materiale riscaldato.
- Scarico del prodotto stampato tramite getto di aria per evitare difettosità da strisciamento e contatto.
- Piegatura del materiale da stampare per avere una forma più vicina possibile allo stampato e ridurre il consumo di materiale.
- Possibilità di differenti forme del materiale di partenza dalla tradizionale billetta tonda alle forme customizzate (lettere, simboli, …).


Clicca sulle immagini per ingrandirle
Sistema di controllo dati processo produttivo
Una soluzione importante da non trascurare per avviare un vincente progetto di stampaggio a caldo per particolari nel settore moda è certamente quella di dotarsi di un sistema di controllo del processo produttivo.
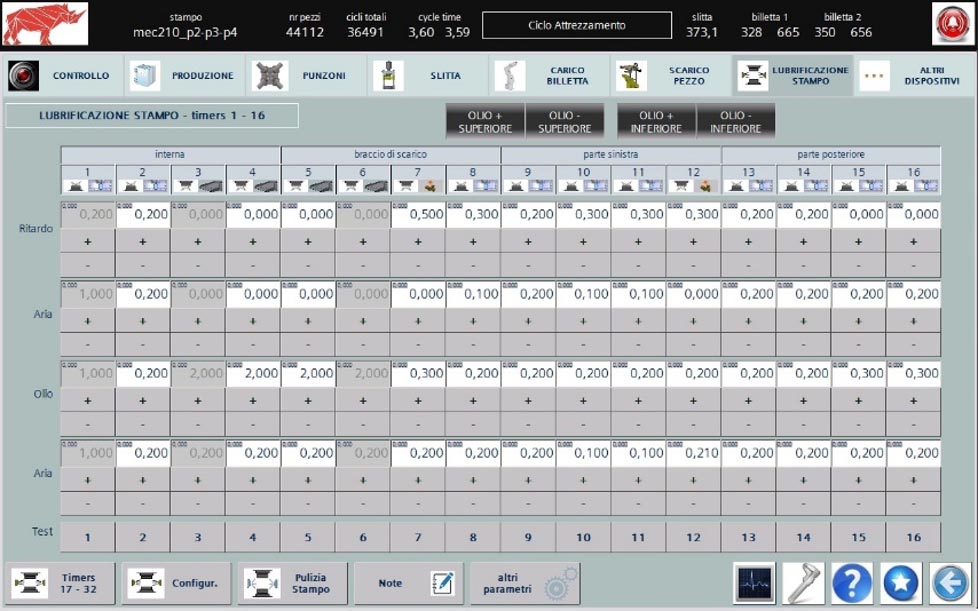
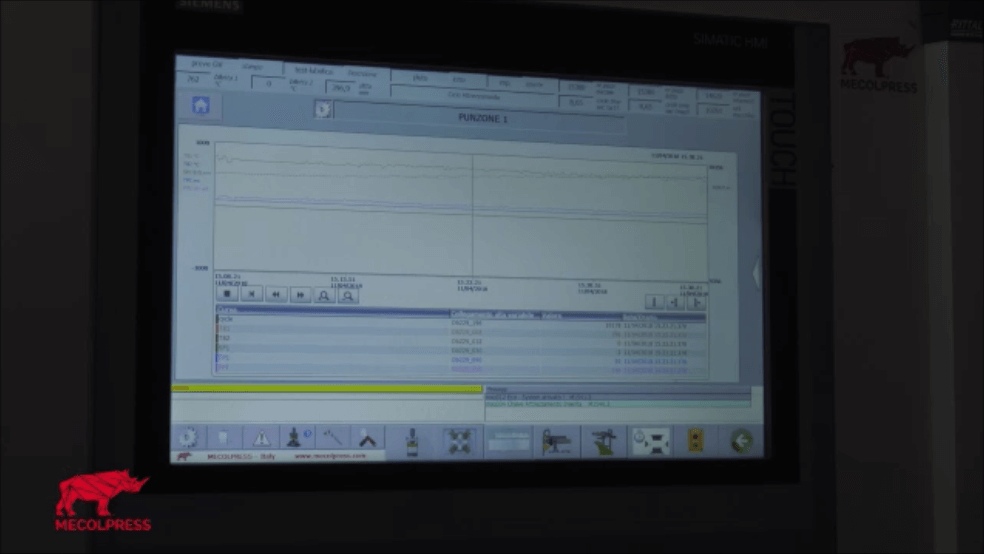
Il software Calipso di produzione Mecolpress permette di monitorare e registrare i dati legati al processo di stampaggio, e presenta numerosi vantaggi tra cui:
- Basato su architettura HMI completo di schermo touch screen.
- Parametri di funzionamento della pressa e degli ausiliari inseribili da schermo.
- Per ogni ciclo di stampaggio i principali parametri sono memorizzati per raccolta ed analisi
- Integrabile con sistemi MES\MRP aziendali.
- Accesso remoto per diagnostica e risoluzione problemi.
Clicca sulle immagini per ingrandirle
Lubrificazione degli stampi
La giusta lubrifica stampi fa sicuramente la differenza in un progetto di stampaggio a caldo di successo.
Giusta lubrifica non significa tanta, deve essere correttamente dosata, vanno scelti i lubrificanti più adatti in base al metallo che si va a stampare ed al pezzo richiesto.
Noi proponiamo:
- Unità di lubrificazione aria-olio automatica gestita dal pannello di controllo.
- Fino a 30 punti di lubrificazione.
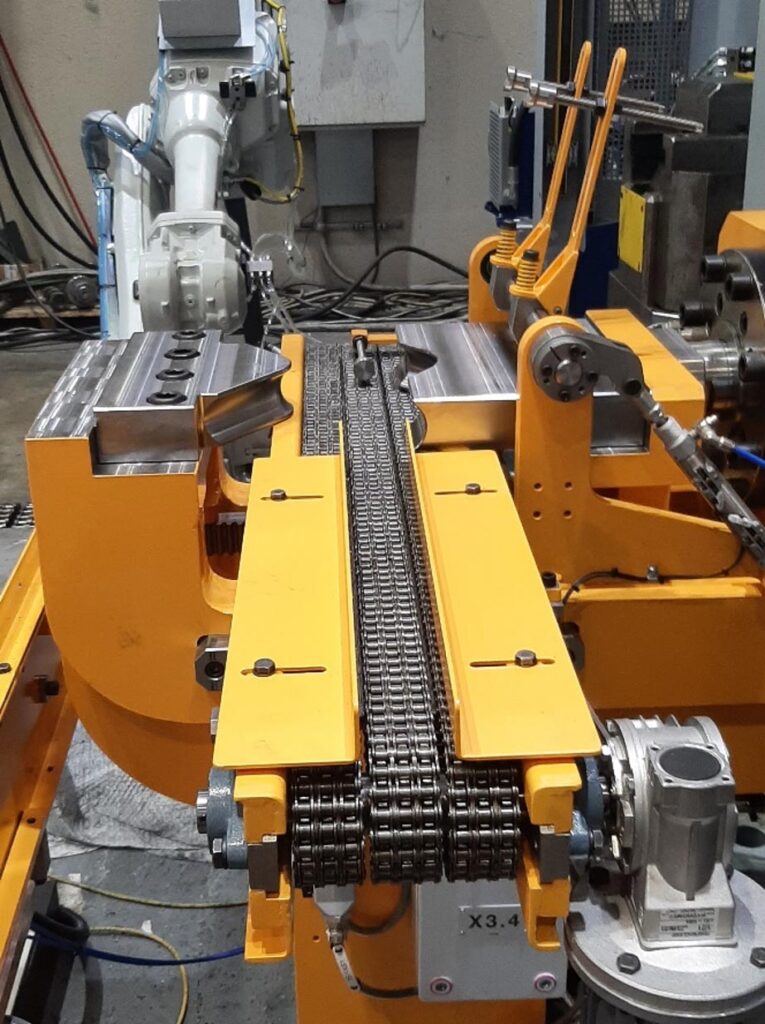
- Braccio di lubrificazione automatizzato sincronizzato con il ciclo di stampaggio.



Clicca sulle immagini per ingrandirle
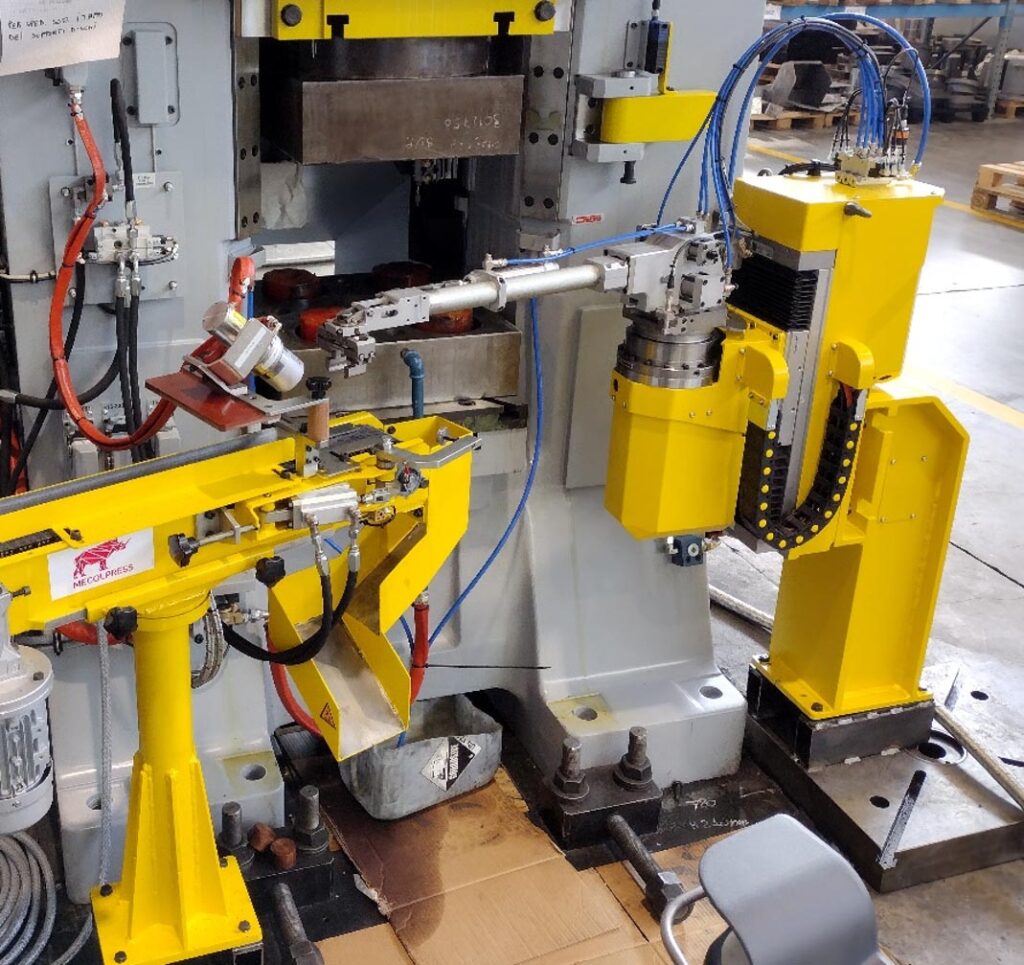
Cambio stampi
Al fine di permettere uno sbloccaggio rapido, il porta stampi è stato ottimizzato, ed il braccio ausiliario diventa fondamentale per portare gli stampi fuori dall’aera di lavoro della pressa.



Clicca sulle immagini per ingrandirle
Preriscaldo stampi
È una fase importante del processo produttivo di stampaggio a caldo, che prevede l’utilizzo di moderne tecnologie ad induzione evitando fiamme libere ed emissioni di CO2.

Nel settore moda, quindi, trovano impiego presse per stampaggio a caldo e dispositivi annessi.
È sempre importante sviluppare alla base un progetto di stampaggio accurato e vincente per massimizzare i profitti e ridurre gli sprechi.

Se il processo industriale di stampaggio è stabile genera profitto!
Se il processo industriale di stampaggio è stabile genera profitto!
Oggi più che mai è molto importante che il processo industriale, nel nostro caso lo stampaggio a caldo, riesca ad essere stabile. Raggiungendo tale obbiettivo infatti è possibile generare un profitto.
L’aumento delle materie prime, dei costi energetici e del personale specializzato sono costanti sempre più incisive e rilevanti per ogni azienda. Il profitto di ogni ordine o commessa deve sempre fare i conti con queste variabili che difficilmente possono essere contenute.
La stabilità di produzione può essere controllata: il processo deve essere sempre ripetibile nelle performances e garantire costi operativi stabili.
Lo stampaggio a caldo dei metalli non è da meno. Le produzioni annuali possono arrivare a decine di milioni di pezzi e ognuno di questi deve essere prodotto seguendo i parametri previsti e pianificati, l’aspettativa di profitto deve essere garantita!
Come è possibile gestire, monitorare e correggere decine di parametri, per milioni di pezzi, garantendo la stabilità?
È possibile garantire la stabilità del processo anche quando si producono milioni di pezzi, ed i parametri del processo sono molteplici, in questo modo:
01
=> monitorare i fattori di variabilità che influenzano ogni processo per capire se siano sotto controllo o meno attraverso il controllo statistico.
02
=> Ottenere elevate rigidità, forza di stampaggio e precisione di posizionamento.
03
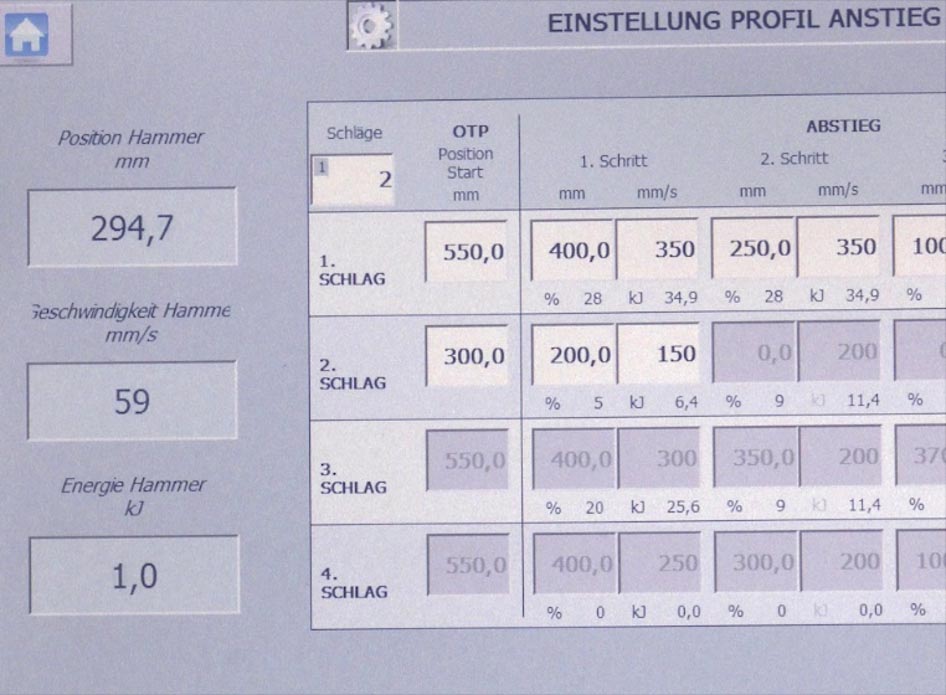
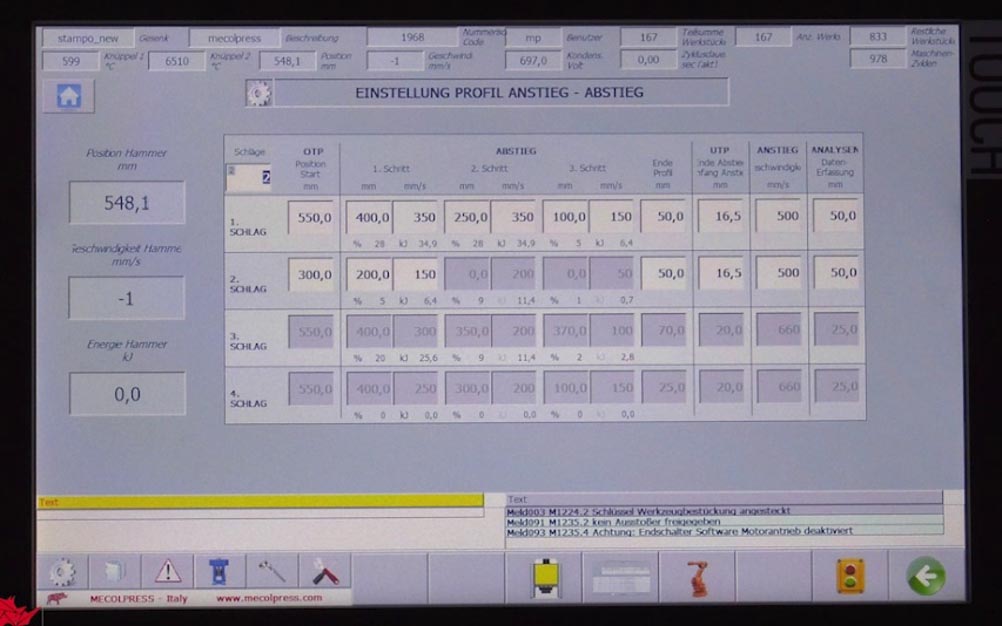
=> Controllare in tempo reale l’andamento dei principali parametri di processo.
04
=> Modificare le principali quote di stampaggio senza interrompere l’operatività.
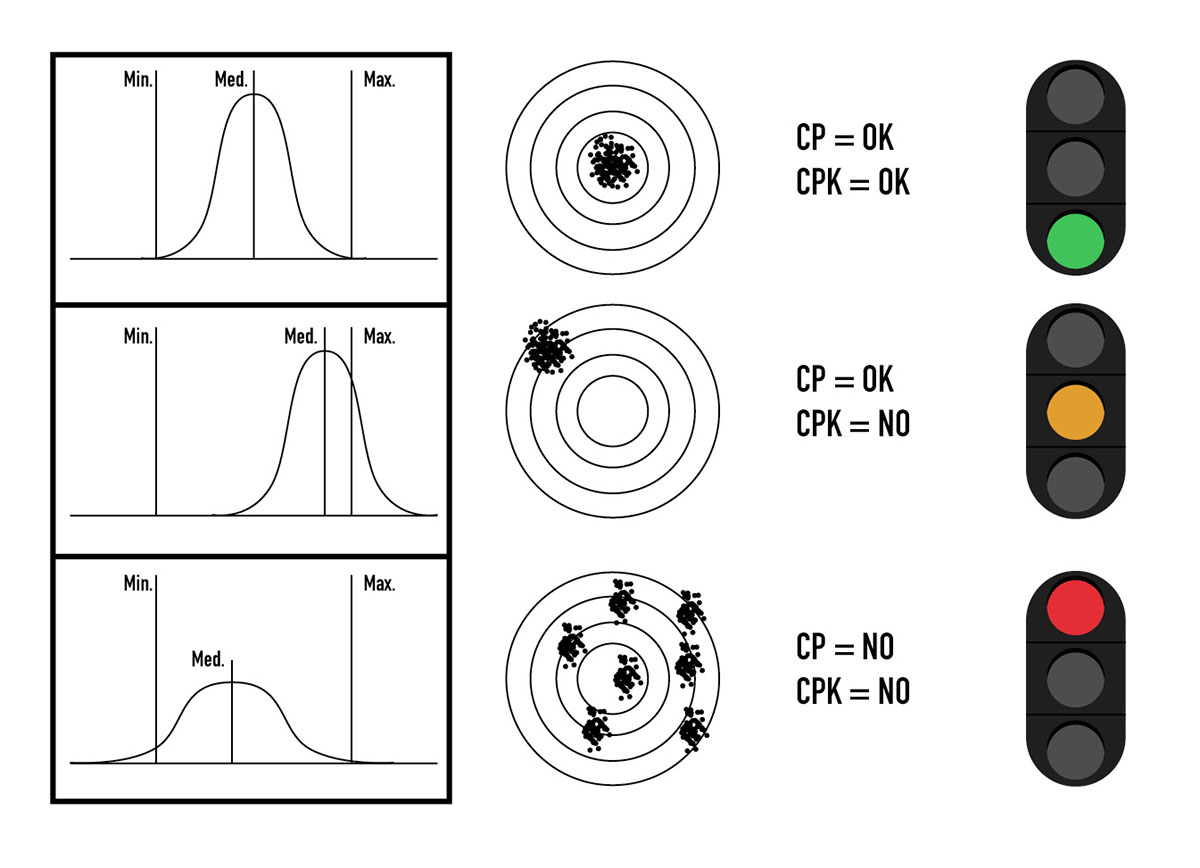
La statistica insegna che i parametri Cp e Cpk sono fondamentali per controllare l’andamento del processo di stampaggio, per ogni variabile infatti sono la chiave per capirne la stabilità.
L’esempio del tiro delle freccette permette di cogliere velocemente il concetto:
un buon Cp indica che siamo molto ripetibili nei nostri tiri, ma non è detto che stiamo centrando il bersaglio.
Soltanto ottenendo anche un buon Cpk, infatti; è garantito il risultato ottimale!
=> Cp e Cpk devono essere saldamente maggiori di uno.
Passiamo ad un esempio pratico di stampaggio:
-
Stampare un lotto di 25.000 contatori per l’acqua.
-
Stampare 50.000 valvole per il controllo del gas.
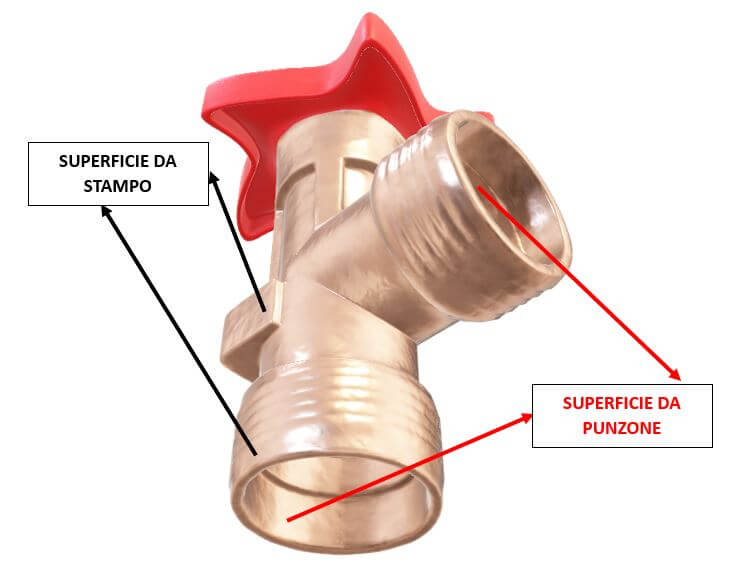
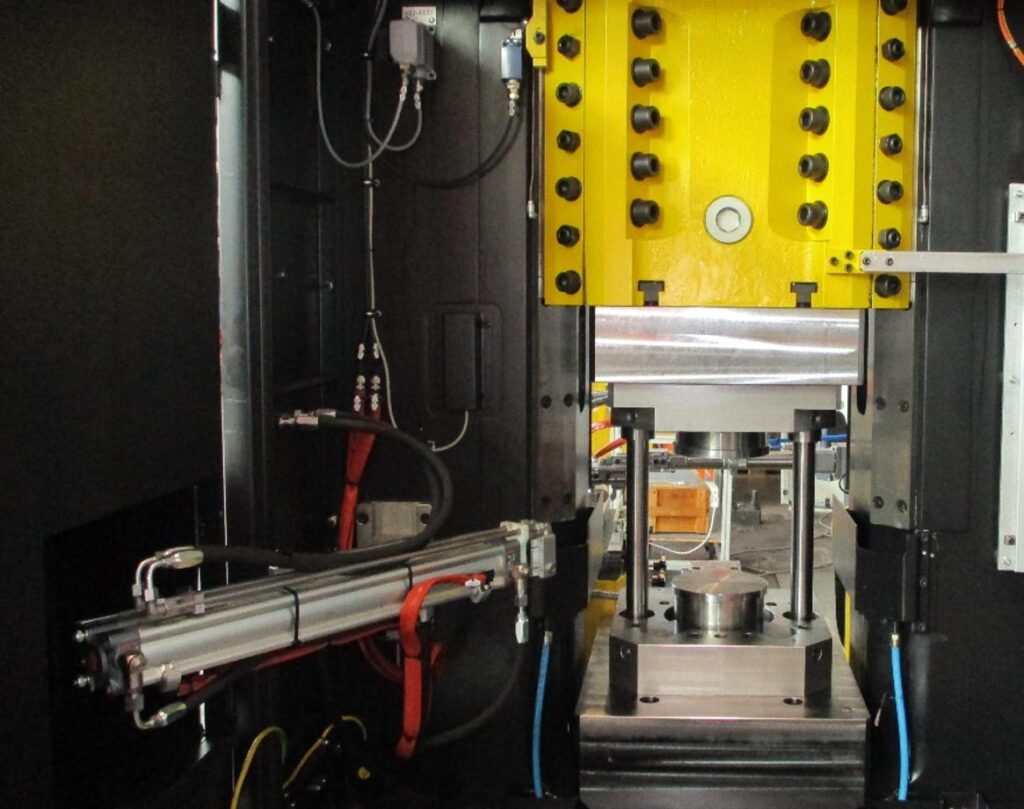
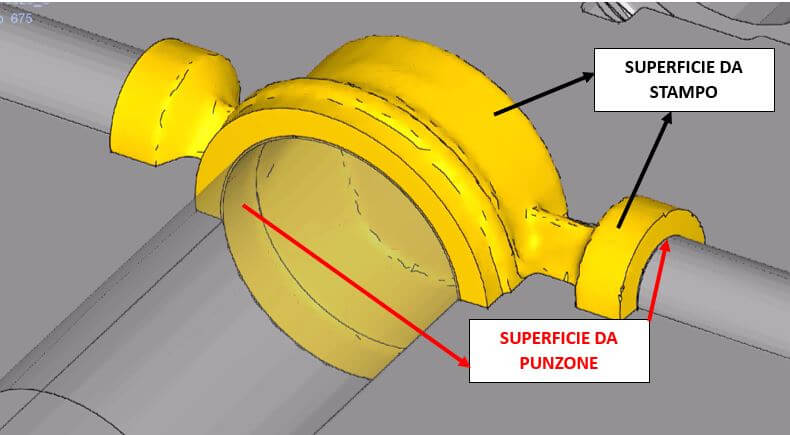
Le dimensioni del pezzo forgiato vengono determinate:
- dalle pareti della figura del pezzo creata nello stampo.
Il Cp dipende dalle performance di rigidezza delle presse e dalla progettazione dello stampo.
Il Cpk dipende dalla corretta valutazione del ritiro del materiale, che a sua volta è legato alle temperature di stampaggio, alla geometria del pezzo ed alla composizione chimica.
- dai punzoni che concorrono nella deformazione del materiale.
Il Cp è dato dalla rigidezza dei punzoni e dalla loro forza di spinta.
Il Cpk è dato dalla possibilità di regolare la posizione di arrivo del punzone.
Durante le prove di stampaggio fatte con i nostri Clienti mondiali le analisi statistiche dimensionali fatte sui campioni prodotti (lotti di migliaia di pezzi) hanno dimostrato che i parametri Cp e Cpk sono sempre stati abbondantemente e stabilmente maggiori di uno.
Le geometrie complesse o le dimensioni di pezzi non sono più un problema.
Come siamo riusciti a mantenere stabile il processo industriale di stampaggio nelle nostre Presse Idrauliche ME?
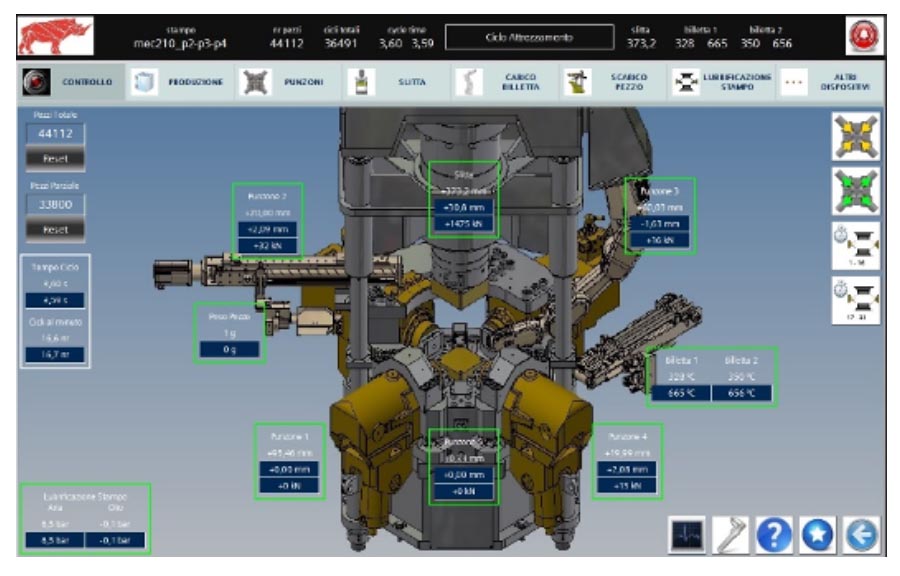
- Le presse Mecolpress sono dotate del software Calipso per il settaggio dei parametri operativi ed il loro continuo controllo. Calipso, interamente sviluppato da Mecolpress, permette di controllare in tempo reale i principali parametri di processo (forze di stampaggio, posizione, velocità, …). Ancora prima di misurare i pezzi è possibile capire se lo stampaggio è stabile e garantisce prestazioni costanti.
- Le nostre presse sono progettate con sistemi di calcoli avanzati (FEM) che permettono di prevedere con la massima puntualità la rigidezza dei componenti minimizzandone le deformazioni, anche se sottoposti a carichi elevati.
=> Cp sotto controllo

- Abbiamo progettato le nostre presse per stampaggio a caldo in modo da avere la più alta forza di chiusura stampi possibile e la massima forza di spinta dei punzoni.
=> Cp sotto controllo

- La regolazione della corsa dei singoli punzoni avviene in tempo reale, permettendo così di modificare le relative dimensioni durante la produzione.
=> Cp sotto controllo
- La lunga esperienza nella progettazione degli stampi e la collaborazione con le migliori aziende specializzate del settore, ci hanno permesso di arrivare a realizzare con estrema accuratezza gli stampi, al fine di garantire una stabile produzione dei pezzi.
=> Cp sotto controllo

Pressa ME 350 Next Generation
Pressa ME 350 Next Generation: da sempre la pressa più potente, ora minimizza anche i consumi energetici.
La pressa ME350 è la più potente delle presse idrauliche Mecolpress: L’ultima versione che abbiamo sviluppato riesce a garantire un’importante riduzione dei consumi energetici.
Il nostro obbiettivo è quello di rendere i nostri Clienti più competitivi in un mercato sempre più sfidante. Il rialzo dei costi delle materie prime e dell’energia non dà tregua e non è ancora in vista una cospicua riduzione. I nostri Clienti devono affrontare e gestire giornalmente variabile come:
- la differenziazione dei prodotti,
- la necessità di adattarsi ai lotti di produzione ad alto volume
- gestire frequenti cambi di prodotto,
- la difficoltà di reperire manodopera stabile,
- la necessità di produrre just in time,
- la sempre più alta qualità richiesta al prodotto forgiato.
L’innovazione tecnologica di Mecolpress parte dalle sfide che il mercato impone ai produttori con l’obbiettivo di vincerle.
La nuova pressa ME350 Next Generation incorpora tutte le novità disponibili:
01
Massima forza di chiusura stampi e di spinta dei punzoni estrusori indipendenti
=> stampaggio senza bava e spessori ridotti
=> riduzione del consumo di materia prima (fino al 40% rispetto allo stampaggio tradizionale).
02
Circuito idraulico rigenerativo e controllo della potenza adattivo
per armonizzare il consumo energetico all’effettiva richiesta dello stampaggio
=> riduzione del consumo elettrico (fino al 50% rispetto alle presse della precedente generazione).
03
Robot antropomorfo di carico e cambio stampi rapido
=> aumentata la flessibilità nel passare da un prodotto all’altro, riducendo i fermi macchina necessari.
04
Possibilità di stampare più pezzi per ciclo nel minor tempo
arrivando a produrre 5.000 pezzi all’ora => lotti di produzione ad alto volume vengono completati in breve tempo.
05
Il processo di produzione è totalmente automatizzato
e connesso ai sistemi di MES\ERP esistenti (Industria 4.0)
=> migliore gestione del personale che può facilmente gestire senza stress più presse in contemporanea
06
il Software CALIPSO controlla l’andamento dei parametri di stampaggio
forze, spostamenti, sequenze,..) confrontandoli con i riferimenti
=> ogni possibile criticità sulla qualità del prodotto viene segnalata in tempo reale e la parte viene separata dalle corrette.
Tutte queste novità si aggiungono alla pluriennale esperienza di Mecolpress nel campo dello stampaggio, coltivata nella provincia di Brescia, regione chiave nel panorama mondiale della produzione di componenti in ottone. Mecolpress offre ai propri Clienti un vasto magazzino di ricambi per minimizzare i relativi tempi di consegna e un team di tecnici specializzati per eseguire interventi di assistenza in tutto il mondo.

Smart Brass Forging
Riportiamo l’articolo pubblicato sul FIA Magazine, l’associazione forgiatori americani, che ci vede protagonisti.
EQUIPMENT & T ECHNOLOGY
Smart Brass Forging
Danilo Fagnani
MECOLPRESS ha iniziato la propria attività a Brescia (Italia) più di 50 anni fa, nel 1969, fornendo soluzioni per l’industria dello stampaggio a caldo dell’ottone. MECOLPRESS ha quindi ampliato la sua produzione includendo applicazioni per lo stampaggio a caldo di acciaio, alluminio, titanio e leghe speciali.
MECOLPRESS offre le più moderne tecnologie disponibili per le presse meccaniche (serie HEAVY), idrauliche (serie ME) e a vite (bilancieri TDS, FPN).
La zona di Brescia, è generalmente considerata la culla della produzione dell’ottone, almeno il 20% della produzione mondiale totale infatti si trova qui. Le aziende bresciane sono ancora in grado di competere con gli ottonifici cinesi (35% della produzione mondiale di ottone), anche se i costi di produzione non sono paragonabili in termini di manodopera, energia, etc… Il segreto di questo successo è il know-how dell’intera filiera produttiva dell’ottone, avviata a livello industriale a partire dal 19° secolo, partendo dal processo di fusione, passando per la forgiatura per poi arrivare al completamento del prodotto finale.
MECOLPRESS nasce e si sviluppa in questo ambiente interessante e dinamico, partecipando e contribuendo a risolvere le principali sfide dei produttori di ottone (Smart Brass Forging).
Queste sfide sono ciclicamente ricorrenti nel mercato e possono essere riassunte come segue:
- disponibilità e costi delle materie prime;
- variabilità nel mercato dei pezzi determinata da picchi di forte domanda, che costringono a produrre piccoli lotti con frequenti cambi di produzione;
- difficoltà a reperire la manodopera necessaria: operatori altamente qualificati, tecnici di manutenzione, addetti alle operazioni ordinarie;
- necessità di garantire la migliore qualità dei prodotti riducendo quelli non conformi;
- riduzione dei consumi energetici in linea con la green economy.
MECOLPRESS fornisce al mercato le più potenti presse idrauliche (serie ME) che offrono alte prestazioni riuscendo ad ottenere:
- pezzi forgiati senza bava;
- spessori ridotti del materiale;
- maggiore profondità raggiunta dal punzone.
Queste caratteristiche consentono di ottenere particolari con un peso inferiore e di evitare qualsiasi ulteriore processo a valle come la rifilatura. La serie di presse idrauliche ME (più di 60 unità fornite dal 2010) ha dimensioni standard:
– da 100 a 500 tonnellate come forza di chiusura dello stampo,
– da 30 a 350 tonnellate di forza di spinta dei punzoni.
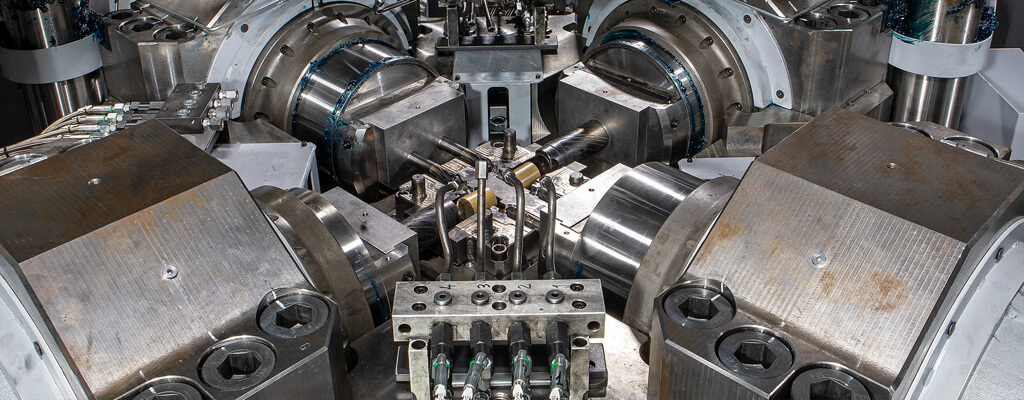
I punzoni hanno un movimento indipendente che guida ed ottimizza il flusso di materiale all’interno della cavità dello stampo. Le forze di punzonatura, le velocità, le sequenze di spostamento possono essere implementate in modo flessibile dal pannello operatore touch screen a seconda dei prodotti da forgiare (Smart Brass Forging). Uno dei quattro punzoni orizzontali può essere orientabile (senza perdere forza di stampo!) con l’angolo variabile da da 0 a 45° consentendo foratura inclinate.
Le presse idrauliche della serie ME garantiscono prestazioni produttive che, a seconda delle dimensioni dell’attrezzatura, possono arrivare fino a 30 cicli al minuto e consentono di forgiare più pezzi per corsa, produrre alcune migliaia di parti all’ora è facilmente realizzabile! Ciò consentirà di completare i lotti di produzione nel minor tempo possibile anche se rilevanti nel numero di pezzi da raggiungere.
Se le condizioni di mercato stanno cambiando e il mercato si sposta verso un numero inferiore di pezzi per lotto con frequenti variazioni tra i prodotti, il sistema di cambio rapido degli stampi consentirà di ridurre drasticamente i tempi morti. Il bloccaggio/sbloccaggio utensili completamente automatico ed i bracci di supporto servocomandati consentono all’ operatore di effettuare il cambio nel più breve tempo possibile (circa 15-20min), in completa sicurezza e senza l’ausilio di alcun utensile (Smart Brass Forging).

La politica MECOLPRESS di avere un importante e fornito magazzino pezzi di ricambio per tutte le presse che sono state fornite, è un punto chiave per evitare tempi di fermo macchina indesiderati in caso di manutenzione dell’attrezzatura.
Pressa idraulica Mecolpress Serie ME Next Generation: eccezionale riduzione del peso dei pezzi stampati
MECOLPRESS sviluppa un proprio software di controllo per le presse: CALIPSO (Smart Brass Forging).
Questa interfaccia utente è basata su un modello touch screen, è molto semplice ed intuitiva, ed è stata sviluppata in diverse lingue; consente a qualsiasi operatore di lavorare con continuità sulla pressa e non richiede particolari competenze o conoscenze. Molte funzioni sono state semplificate come numero di dati di input per ridurre l’effetto del fattore umano nelle condizioni di lavoro della pressa. CALIPSO viene installato su tutte le presse idrauliche della serie ME, dal carico della materia prima allo scarico dei pezzi forgiati. I parametri principali di ogni lotto prodotto vengono salvati nella memoria interna, e possono essere facilmente recuperati per la produzione futura e trasferiti al sistema gestionale del cliente MES\MRP. La pressa dispone di un modulo di connessione Ethernet OPC-UA che garantisce questa funzione oltre al servizio di teleassistenza da parte dei tecnici MECOLPRESS.
Il reparto R&D di MECOLPRESS è in grado di definire i parametri di processo ottimizzati e/o la migliore geometria dello stampo attraverso il software FEA che consente di analizzare sia il flusso del materiale che la forza di forgiatura. Questo servizio on-demand è apprezzato dai clienti che cercano un fornitore affidabile.
Le presse idrauliche ME possono essere abbinate a tutti i tipi di forni: billette, barre, metano, induzione elettrica. Occorre tener presente che la temperatura di riscaldamento, la tolleranza sul peso della billetta e le proprietà della microstruttura metallurgica del materiale sono parametri chiave per garantire un processo efficace senza bava.
L’elevata capacità produttiva, la flessibilità di passare da un prodotto all’altro e l’alta affidabilità delle apparecchiature vengono meno però se il processo di forgiatura non è correttamente controllato.
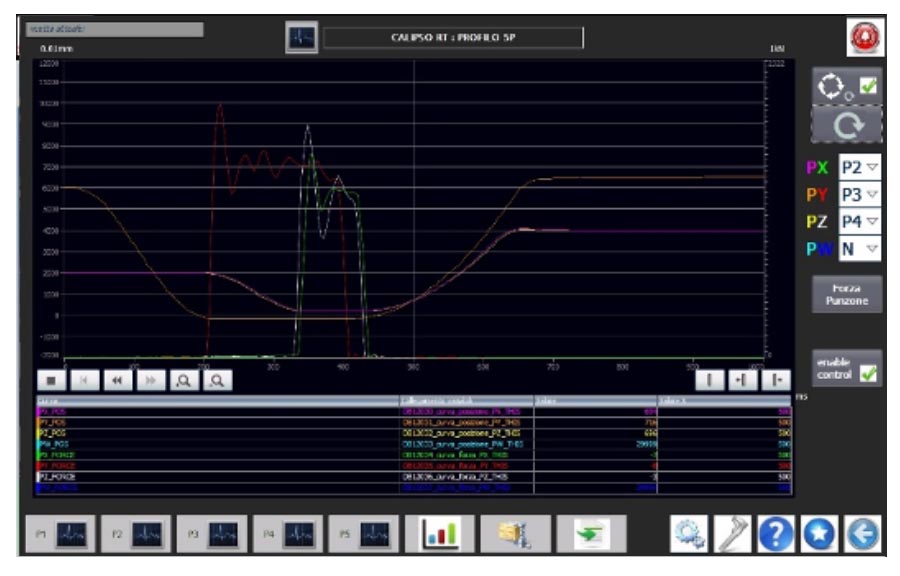
Il software CALIPSO gioca così un ruolo determinante, supportando i clienti nel controllo, con il minimo sforzo. Le forze di forgiatura, i parametri e le sequenze di spostamento dei punzoni, la temperatura delle billette, ecc. possono essere monitorati nei valori massimi\medi oppure costantemente durante il ciclo di lavoro. Le soglie desiderate possono essere impostate nel sistema per monitorare l’andamento dei parametri e se viene rilevata una discrepanza, i pezzi possono essere deviati automaticamente nell’apposito cassone di raccolta per ulteriori controlli.
MECOLPRESS è fortemente impegnata ad essere parte attiva nel passaggio ecologico dell’intero settore, riducendo il consumo di energia, le emissioni inquinanti, e la riduzione delle materie prime impiegate. Questa applicazione però non deve diminuire o compromettere le eccezionali prestazioni delle presse della serie ME. Il software CALIPSO e l’ingegneria interna sono i protagonisti di questo target:
- circuiti idraulici di funzione rigenerativa autoadattativa;
- Modalità ECO per l’ottimizzazione della pressione di lavoro;
- geometria ottimizzata degli attuatori;
- impostazione flessibile della pressione;
- convertitori di frequenza i corrente alternata \pompe idrauliche a portata variabile;
- Il software CALIPSO che apprende dall’esperienza ed ottimizza i parametri di lavoro senza l’intervento dell’operatore (Smart Brass Forging).

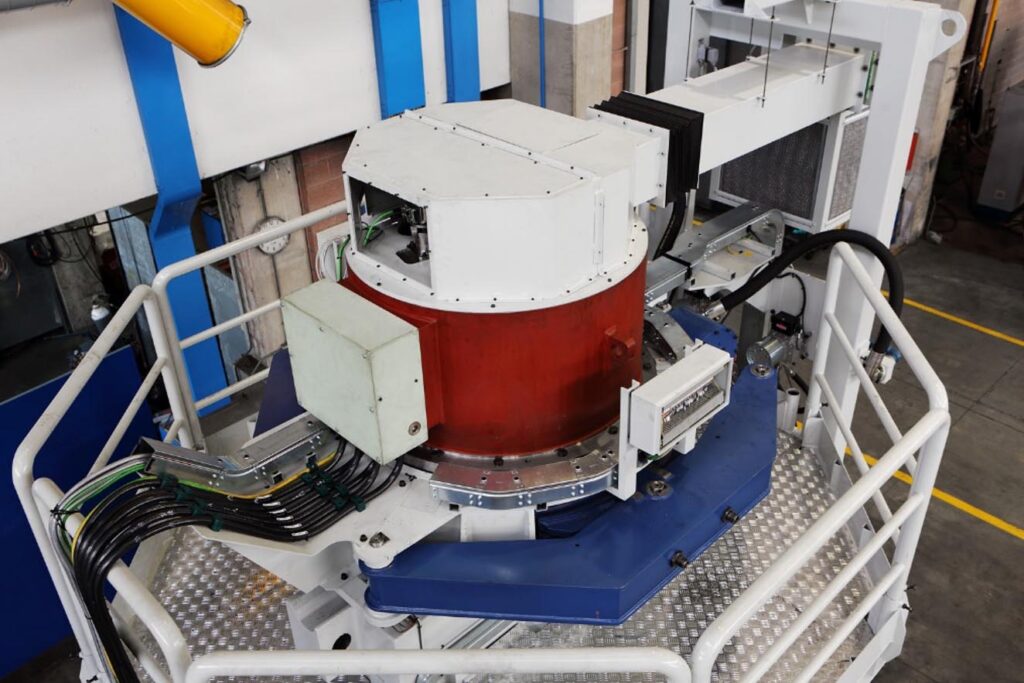
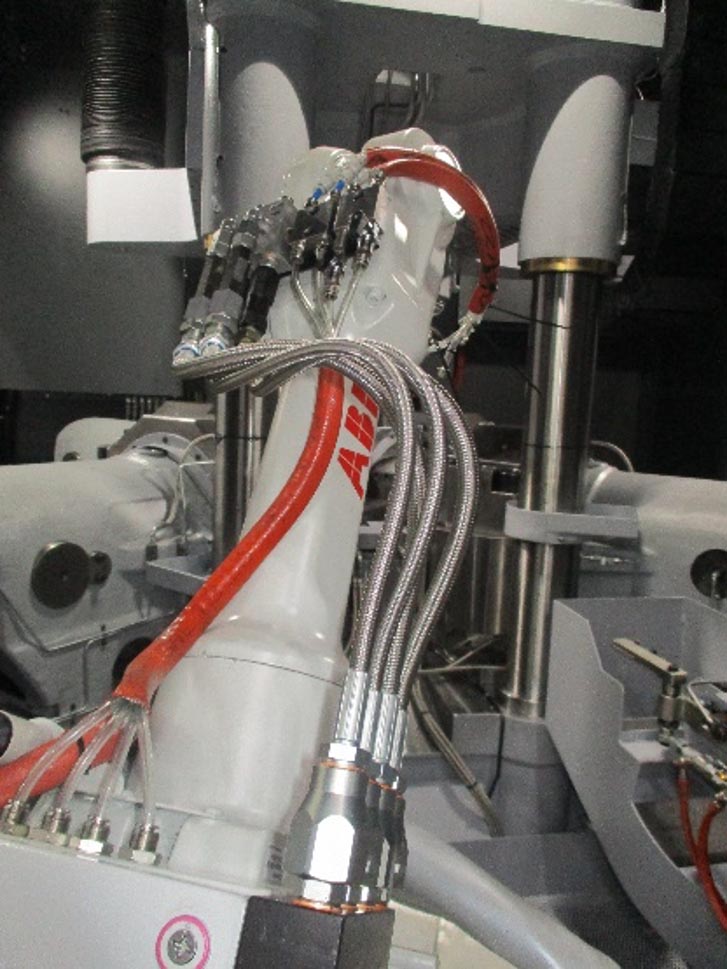
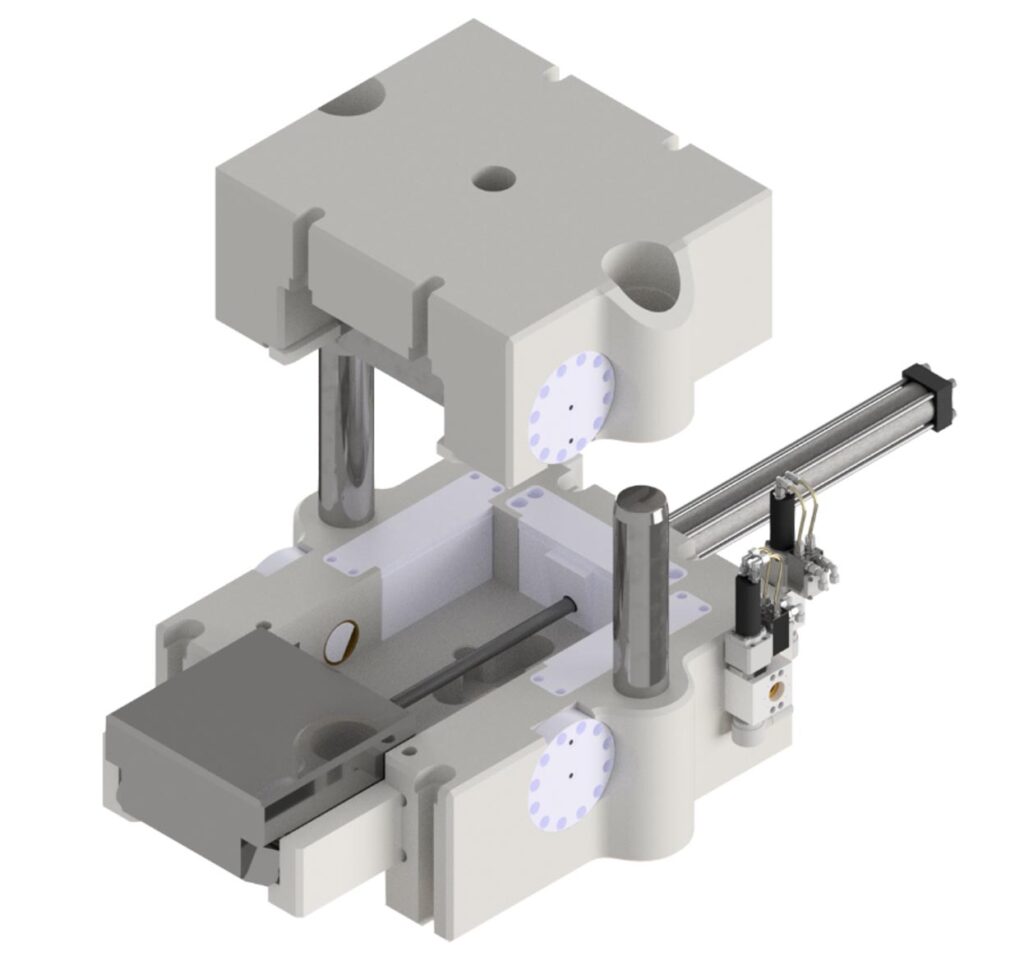
Vista principale della pressa idraulica serie Mecolpress ME Next Generation.
Gli aspetti sopra descritti portano ad una riduzione del consumo energetico fino al 50% rispetto alle presse a tecnologia standard.
Il sistema di lubrificazione degli stampi, molto importante nello stampaggio senza bava, utilizza l’innovativa tecnologia tubo nel tubo che fornisce flussi alternativi di aria e olio solo con le quantità necessarie. Tutti i parametri sono impostati nel software di controllo Calipso e si possono raggiungere fino a 30 punti di lubrifica; possono essere integrati negli stampi o con ugelli esterni. Le apposite pompe sono installate sul fondo della macchina per raccogliere tutta la quantità di olio rimanente evitandone il trabocco.
La lubrificazione della pressa è selettiva e solo i componenti attivi vengono raggiunti dal fluido, un adeguato sistema di raccolta evita perdite. Mai più spreco di liquidi!
L’innovativa cappa aspirante incorporata nella struttura della pressa raccoglie l’emissione molto vicino al punto di provenienza, diminuendo l’eventuale diffusione nell’ambiente di fumi e garantendo la miglior vista sull’armadio interno del processo agli operatori.
Come tutti i prodotti MECOLPRESS, la serie ME soddisfa i più severi standard di sicurezza internazionali e può essere prodotta in conformità con quelli nordamericani e canadesi.


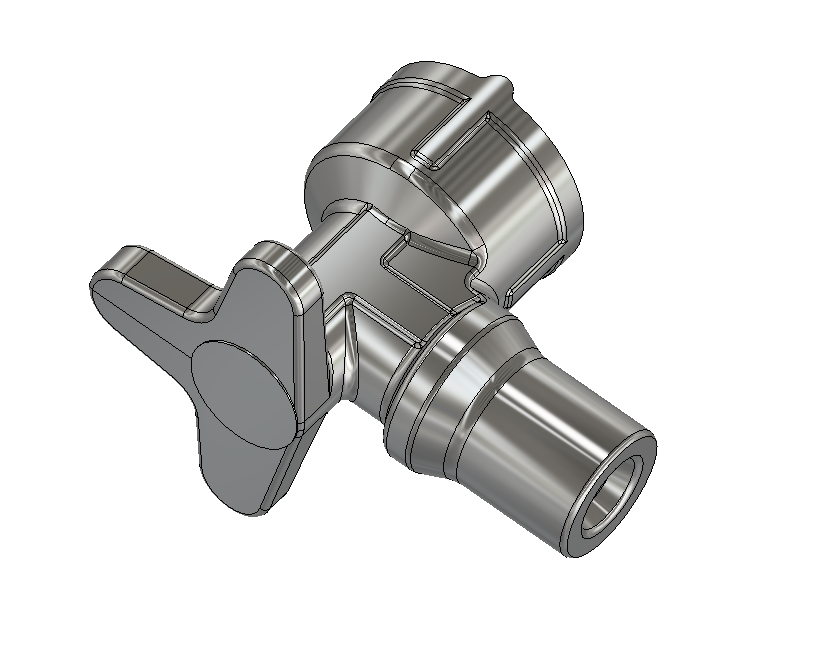
Con o senza bava?
Quando si deve affrontare un progetto di forgiatura per un pezzo nuovo il primo passo da affrontare è quello di fare una simulazione tramite software di stampaggio e decidere se impostarla con o senza bava.
Con o senza bava?
Inizia dalla simulazione di stampaggio
In termini generali possiamo dire che pezzi con spessore sottile e movimenti di materiale in direzioni diverse o con cambi di dimensione repentini potranno dare difetti nello stampaggio senza bava.
Se invece la geometria è uniforme e le variazioni di sezione sono contenute si può pensare di affrontare un progetto senza bava.
E’ vero in tutti i casi che cominciare un progetto senza bava può consentire valutazioni che spingono ad ottimizzare le geometrie del pezzo stesso (se possibile intervenire sulla geometria esterna) oppure può guidare la successiva analisi con bava.
Un primo passaggio senza bava comporta sicuramente tempi di calcolo ridotti e consente una valutazione delle forze punzoni e di chiusura stampi che in via approssimativa possono essere ritenute valide in generale.
Idoneo ad essere stampato con bava
Idoneo ad essere stampato senza bava
La pressa che hai scelto è adatta a stampare il tuo pezzo?
In seconda battuta è necessario valutare in maniera approssimativa se il pezzo in analisi è fattibile per il modello di macchina considerato.
In questa fase è necessario avere un database che riporti le pressioni medie sui semi stampi e sui punzoni.
A questo scopo è molto utile, man mano che lo storico delle simulazioni si costruisce, tenere manutenuto un file Excel in cui i risultati in termini di forze vengono sintetizzati in pressioni medie su semi stampi e punzoni.
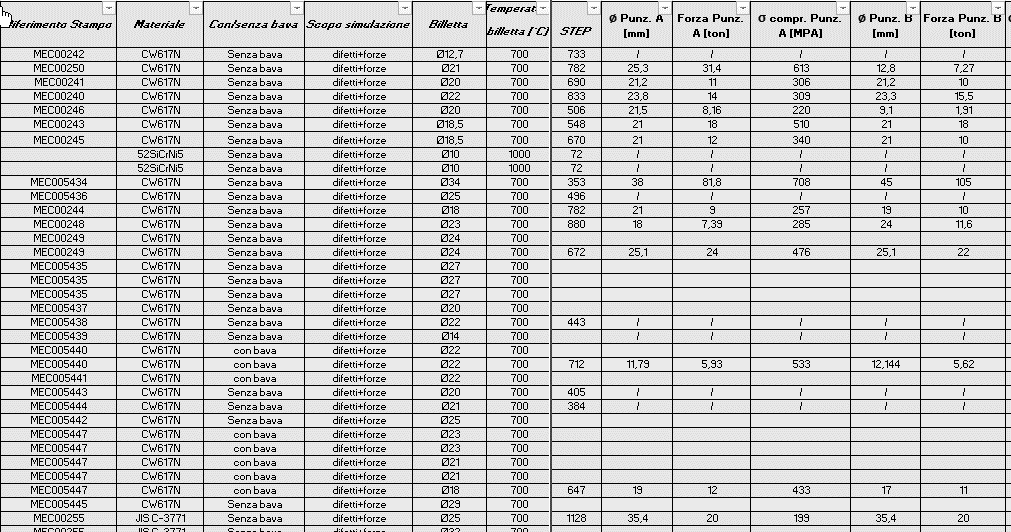
Questa procedura permette di capire al primo colpo d’occhio se il risultato di una simulazione può essere ritenuto valido oppure può essere affetto da errori di calcolo.
Chiaramente più casi si hanno a disposizione più è probabile avere risultati attendibili, questo perché la geometria del pezzo influenza in maniera determinante la forza su ogni elemento dello stampo e quindi nella valutazione è necessario tenere in considerazione pezzi con caratteristiche morfologiche simili.
Una volta disegnata la geometria del pezzo, comprese le forature desiderate, è necessario ricavare per sottrazione la geometria di stampo e punzoni.
Prima occorre tuttavia scalare la figura per tenere in considerazione il fatto che la formazione avviene a temperatura elevata, mentre le dimensioni a disegno sono valide per pezzi a temperatura ambiente.
Il valore tipico per forgiatura di ottone è pari a 1.012, mentre nel caso di alluminio generalmente si utilizza un fattore 1.010. Con un foglio Excel si può così stimare diametro e lunghezza della billetta di primo tentativo.
Per la stampa senza bava scegli le presse idrauliche
Le presse idrauliche Mecolpress della linea ME sono la soluzione più adatta per stampare un pezzo in ottone, alluminio o altri materiali, senza bava.
La forza di chiusura stampi più elevata delle tradizionali presse meccaniche ed i movimenti indipendenti e controllati della slitta e degli estrusori consentono di stampare a caldo pezzi anche complessi senza bava.
Le presse idrauliche ME si sono rivelate imbattibili per lo stampaggio di particolari che presentano delle complessità.
Ad esempio se devo stampare delle valvole saracinesca, le nostre presse ME permettono di stampare queste valvole totalmente senza bava, con altissima precisione, senza alcun rischio di difetti dovuto al flusso dell’ottone nello stampo.
Inoltre anche la produttività è più elevata rispetto a quella consentita dal metodo tradizionale con presse meccaniche eccentriche e attrezzo a campana.
Una pressa idraulica Mecolpress ME350-4G240 ad esempio può stampare valvole saracinesca da due pollici senza bava, senza l’ausilio di speciali attrezzi, ad una cadenza di circa 800 pezzi/ora.
Un altro significativo e pratico esempio è che con una pressa idraulica ME puoi stampare a caldo 4 pezzi in ottone alla volta senza bava!

Blog sullo stampaggio a caldo – Bio
Ad inizio 2017 Mecolpress ha deciso di aprire un blog interamente dedicato al mondo dello stampaggio a caldo.
Ci siamo posti 2 obbiettivi:
- Essere un riferimento per chi stampa a caldo, soprattutto se alle prime armi.
- Supportare chi stampa magari da tempo, ma vuole ottimizzare il suo processo, utilizzare meglio le proprie presse e trovare risposte alle necessità che si incontrano man mano.
Ci siamo resi conto, facendo un po’ di ricerche su internet, che è veramente difficile raccogliere informazioni riguardo al mondo dello stampaggio a caldo.
Su Google puoi trovare qualsiasi cosa, ma difficilmente troverai consigli o approfondimenti sul mondo dello stampaggio a caldo!
Ci capita frequentemente di essere contattati da aziende neofite dello stampaggio, o che comunque hanno personale inesperto o non particolarmente qualificato (vedi ad esempio questo articolo) e tutti vorrebbero avere maggiori informazioni.
Siamo consapevoli che non si possa diventare esperti stampatori o imparare un mestiere da Google, ma è altrettanto vero che nel 2020 devo trovare in rete risposte ai mie bisogni e degli approfondimenti sul tema.
Chi siamo?
Mecolpress è un’azienda specializzata nella produzione e nel commercio di presse per lo stampaggio a caldo di ottone, alluminio, rame, titanio, acciaio e di altre leghe.
È stata fondata nel 1969, abbiamo quindi una grande esperienza e conoscenza dello stampaggio.
In officina abbiamo delle figure estremamente esperte di stampaggio a caldo dell’ottone, e recentemente abbiamo inserito anche un “tecnologo” dell’acciaio, disponiamo di ufficio tecnico meccanico ed elettronico completamente interno, un servizio di assistenza molto apprezzato.
Fino ad oggi, abbiamo sviluppato ed installato oltre 1.950 presse, presso oltre 400 clienti in tutto il mondo, utilizzate per forgiare ottone, alluminio, rame, titanio, acciaio.
Una delle qualità che solitamente è molto apprezzata dai nostri clienti è il servizio di assistenza, alla competenza ed alla solida conoscenza delle macchine si aggiunge la grande e garantita disponibilità di materiale. L’efficace risposta di Mecolpress risiede nell’ampiezza delle aree destinate allo stoccaggio di pezzi che possono essere richiesti dai clienti (due capannoni dedicati) e dagli investimenti decisi proprio in favore della voce ‘magazzino’.
Perché scrivere un blog sullo stampaggio a caldo?
A questo punto ci siamo detti “perché non condividere parte delle nostre competenze online? Ad esempio con uno stampatore del Sud Africa che si sta chiedendo se ne vale la pena di convertire la sua produzione in un sistema di stampaggio a caldo?”
“Ed ancora a tutti gli stampatori esperti, clienti oppure no di Mecolpress, potrebbe interessare capire se ci sono delle migliorie da applicare alla loro produzione?”
Il mondo è cambiato ed anche settori come lo stampaggio a caldo che possono sembrare più “statici” di fatto non lo sono assolutamente. Se non rimani aggiornato perdi commesse importanti e la qualità del tuo lavoro non evolve!

Che risposte puoi trovare in questo blog?
Con il nostro blog offriamo spunti ed idee su come poter migliorare il proprio modo di stampare. Gestire le macchine e le linee di stampaggio al meglio per ottenere maggior produttività, più flessibilità, minor manutenzione.
Gli argomenti per noi più facili da trattare sono quelli tecnici, grazie all’esperienza accumulata in 50 anni di attività e ad i nostri numeri, ma cerchiamo di mantenere un tono più comprensibile ai meno esperti, rimanendo comunque a disposizione per approfondimenti.
Nella categoria “Case Study” troverai ad esempio:
- Come abbiamo aiutato un cliente tedesco a vincere una sfida, a stampare con successo una commessa complessa che non sperava di accettare.
- Si può ridurre il costo delle valvole saracinesca stampando senza bava? È un possibile con le presse idrauliche ME.
- Il tuo bilanciere ti sta facendo impazzire? Potresti aver trascurato quello che per te è solo un dettaglio, ma la nostra esperienza ci ha insegnato che fa la differenza!
-
Pressa idraulica, il salto di Mecolpress ad una nuova modalità eco-green: nuovo standard di presse oleodinamiche ME, nate dall’esigenza di offrire una macchina ancora più flessibile e performante in termini di risparmio energetico.
Proponiamo soluzioni a problemi nati da un utilizzo non ottimale delle presse o bilancieri, dall’inesperienza, richieste che raccogliamo dal nostro servizio assistenza. Diamo voce a necessità che, anche per aziende esperte del settore stampaggio, a volte possono sembrare complesse.
Una sfida vinta per il nostro cliente è per noi una grande soddisfazione!

La lubrifica stampi determina il successo del tuo stampaggio!
Saper ricorrere alla giusta lubrifica degli stampi è fondamentale in un sistema di stampaggio a caldo di particolari in ottone, acciaio, alluminio, titanio o rame che sia.
Abbiamo già sottolineato più volte anche in articoli precedenti come la lubrificazione possa fare la differenza e risolvere molti dei problemi comuni che gli stampatori riscontrano durante la produzione dei loro pezzi stampati. La nostra ricerca della lubrificazione perfetta si è evoluta, diventando sempre più precisa e personalizzabile, proprio come ci viene costantemente richiesto dal mercato.
Giusta lubrifica non significa tanta, deve essere correttamente dosata, vanno scelti i lubrificanti più adatti in base al metallo che si va a stampare ed al pezzo richiesto.
La lubrifica stampi delle presse idrauliche della serie ME e delle eccentriche a ciclo continuo SEO-CVE-CS
Con le presse idrauliche della serie ME e le presse meccaniche eccentriche a ciclo continuo SEO-CVE-CS, abbiamo rivoluzionato il sistema di lubrifica stampi:
- Trasciniamo la miscela olio+grafite in uscita sul punto di lubrifica.
- Facciamo scorrere il fluido di lubrifica e l’aria compressa in due tubi concentrici dalle valvole di controllo dei singoli punti fino al punto di impiego.
- Ognuno dei punti il pilotaggio è indipendente e quindi per ciascuno diamo la possibilità all’operatore di decidere dal pannello operatore come, quando e quanto intervenire.
Non ci siamo però accontentati!
Quali sono le richieste che ci rivolgono più di frequente gli stampatori?
Abbiamo verificato che alcune delle domande che rivolgete spesso al nostro service sono inerenti al sistema di lubrifica:
“Il mio stampo si è rotto, come posso fare per garantirgli una vita più duratura?”
“Il sistema di lubrifica stampi che utilizzo non è soddisfacente.”
“È possibile ridurre sprechi nei lubrificanti, in vista di un risparmio ed anche di una scelta più ecologica?”
“Come posso ottenere un sistema di stampaggio di successo?”
Il nostro team ricerca e sviluppo ha quindi perfezionato e messo a punto un nuovo sistema di lubrifica.
Novità nella lubrifica stampi della Serie HEAVY
La serie Heavy è la nostra nuova proposta di pressa meccanica eccentrica a ciclo continuo. Si tratta di una macchina davvero rivoluzionaria, risultato di 50 anni di esperienza nella produzione di presse per lo stampaggio a caldo, e dalla ricerca continua di innovazione e perfezione tecnologica.
Abbiamo quindi rivisto totalmente anche l’automazione e la lubrificazione stampi.
Innanzitutto Il sistema di lubrifica stampi consente per ogni singolo punto la gestione indipendente e programmabile.
E’ possibile avviare il ciclo di lubrificazione in modi differenti: durante la salita oppure la discesa della slitta, durante il ciclo di carico oppure il ciclo di scarico, con tempi di ritardo e durata appropriati.
Ogni punto può essere utilizzato per la nebulizzazione del lubrificante o per il raffreddamento e pulizia degli stampi.
Il sistema può essere implementato con 2 o più punti di soffiaggio aria ad alta portata.
È possibile programmare degli orari: il circuito di pompaggio, il miscelatore automatico e la resistenza di riscaldo posti nel serbatoio, consentono di preparare il liquido e l’intero circuito per l’orario di avvio alle condizioni ottimali, e di mantenerli tali per l’intera durata di produzione.
La nebulizzazione del lubrificante, grazie al particolare sistema di tubazioni, avviene solo nei pressi dell’utilizzo: in questo modo il dosaggio, la ripetibilità e la sensibilità alla variazione del dosaggio sono garantiti.
Sono previsti fino a 40 punti di lubrifica/raffreddamento, di questi 16 sono disposti nel porta stampi inferiore e 16 nel porta stampi superiore.
La disposizione dei punti di lubrifica/raffreddamento attraverso gli stampi permette di raggiungere con efficacia i punti critici da lubrificare/raffreddare, oltre a ridurre in maniera drastica i tempi di cambio produzione.
Sistema reattivo, intelligente per creare le tue ricette
La reattività alle variazioni di settaggio è immediata a differenza del sistema tradizionale che richiede diversi minuti di produzione prima che si stabilizzi.
Oltre a questo va detto che riusciamo ad avere un soffiaggio forte senza l’ausilio di compressori che vanno comunque ad aumentare i consumi e le manutenzioni generali dell’impianto.
Un intelligente sistema software, aiuta inoltre l’operatore ad adattare automaticamente il dosaggio del lubrificante in avvio di produzione, fino al raggiungimento delle corrette condizioni stampaggio.
Il nostro sistema può essere adattato anche all’utilizzo con lubrificanti/distaccanti a base acqua, impiegati nel settore alluminio ad esempio o comunque diversi dal classico olio grafitato.
Tutti i parametri, abilitazione dei punti utilizzati, modalità di avvio, temporizzatori e contatori, una volta ottimizzati, vengono salvati nella ricetta dedicata al tipo di articolo da produrre, in modo che, per i lotti successivi dello stesso articolo, via sia un veloce avvio della produzione senza inutile perdita di tempo.

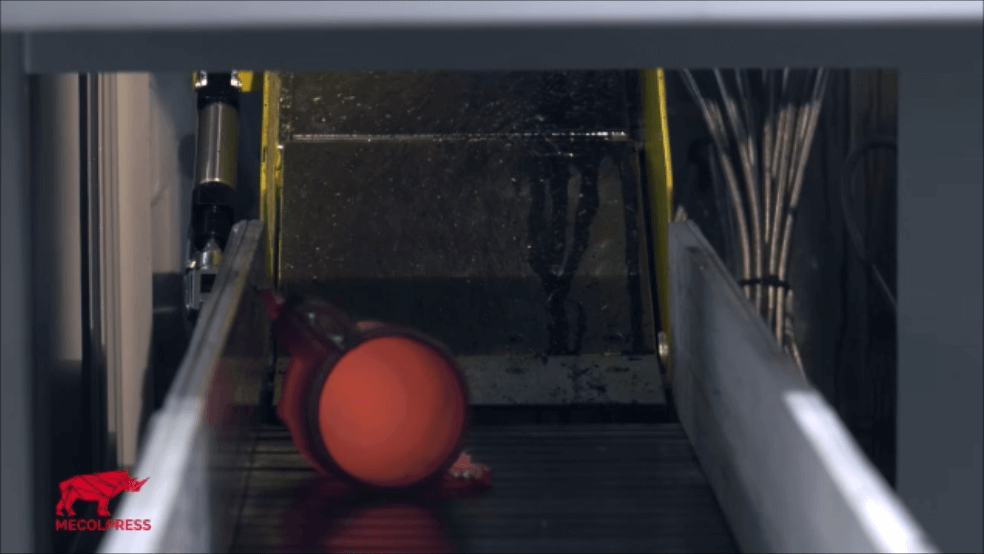
LA PRESSA SEPARA AUTOMATICAMENTE I PEZZI STAMPATI: I BUONI DA UNA PARTE, I CATTIVI DA UN’ALTRA!
Scarico differenziato dei pezzi stampati
La pressa separa in automatico i pezzi stampati e li divide in cassoni diversi, è diventata intelligente!
Lo scarico differenziato dei pezzi stampati è un interessante funzione che Mecolpress prevede di default su tutte le presse idrauliche, ma può anche essere aggiunto come opzione sulle presse meccaniche eccentriche.
Lo stampaggio a caldo per una maggiore qualità dei pezzi stampati
Lo stampaggio a caldo dei metalli si distingue da quello a freddo perché consente di ottenere pezzi di alta qualità attraverso un’importante deformazione del materiale di partenza. Lavorando l’ottone, il rame, il titanio, l’acciaio e l’alluminio tramite presse per lo stampaggio a caldo infatti si riescono a produrre forme particolari, dalle geometrie anche complesse.
Lo stampaggio a caldo dei metalli permette quindi di ottenere pezzi stampati più resistenti rispetto a quelli ottenuti attraverso altri processi metallurgici di produzione.
In particolare lo stampaggio dei metalli può incrementare la forza e la resistenza dei prodotti. Per questi motivi la produzione di pezzi forgiati a caldo garantisce specifici vantaggi nelle caratteristiche meccaniche degli stessi rispetto a quelli prodotti con altre tecnologie come la fusione o la lavorazione meccanica ad asportazione di truciolo.
Lo stampaggio a caldo, rispetto ai processi di fusione, permette di ottenere caratteristiche meccaniche e aspetto superficiale di superiore qualità. Noi di Mecolpress lo sappiamo bene, tanto che abbiamo fatto della “Tecnologia della Forma” il nostro motto.
Il pezzo prodotto deve essere quindi perfetto, la sua qualità deve essere certificata. Per questo motivo Mecolpress ha progettato un sistema grazie al quale la pressa separa i pezzi stampati perfetti da quelli da valutare in quanto potrebbero non essere tali.
Perchè è importante che la pressa separi i pezzi stampati perfetti da quelli da valutare?
Dal settore automotive si diffonde la metodologia di produzione in ottica Lean:
- Le aziende riescono ad essere competitive su lotti minimi (produrre solo quello che serve) piuttosto che produrre grandi quantità a prezzi bassi con il rischio di avere stock rilevanti a magazzino.
- Azzerare gli sprechi: ovvero le produzioni inutili a causa degli scarti.
Una delle esigenze più ricorrenti nei nostri clienti è quella di avere un controllo sempre più spinto del processo di forgiatura: la macchina deve essere in grado di controllare quanti più possibile parametri importanti per il processo di stampaggio, registrarli per effettuare previsioni statistiche sullo scostamento dalla produzione ottimale, eseguire controlli.
Mecolpress propone una serie di presse di forgiatura che incontrano appieno le esigenze sopra descritte: la serie idraulica ME.
Le presse idrauliche possono controllare numerosi parametri di processo e su questi gestire la logica per gli scarti oppure raccogliere i valori rilevati per analisi statistiche. Ad esempio possono controllare:
- la temperatura billette al carico,
- i tempi di ingresso punzoni,
- la forza reale penetrazione punzoni,
- la posizione finale raggiunta da ciascun punzone e molto altro.
Puoi approfondire qui i parametri di processo più importanti presi in considerazione dalle presse idrauliche.
Le macchine della serie ME hanno le carte in regola per essere competitive in un ambito di stampaggio moderno, controllato, e operano al loro meglio su lotti medio/piccoli, grazie alla loro flessibilità.
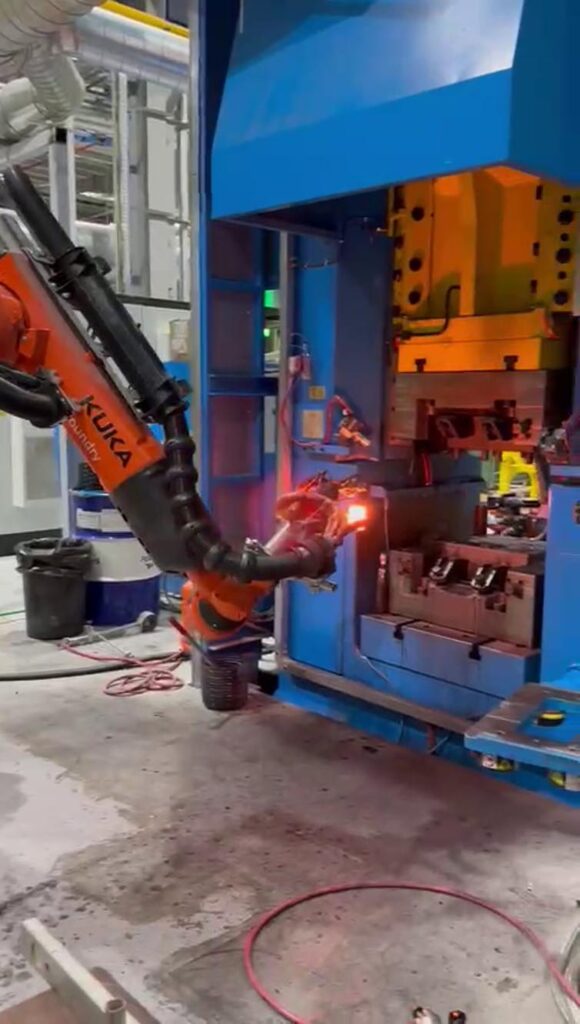
In questo video mostriamo come le nostre presse idrauliche effettuano lo scarico differenziato dei pezzi stampati:
In un cassone separato vengono scaricati i pezzi che non hanno rispettato appieno i parametri di processo impostati dall’operatore, e analizzati dal nostro potente software Calipso per il controllo del processo di stampaggio.
Per il cliente questa operazione si traduce in un importante metodo di risparmio:
- Minor Spreco di tempo,
- Meno materiali/ pezzi da scartare,
- Avere la certezza che il pezzo stampato è conforme alle caratteristiche richieste,
- Ottenere forme perfette.

Pressa Idraulica ME100, la SuperVeloce!
Stampa fino a 60 pezzi al minuto senza bava!
La nostra gamma di presse idrauliche per stampaggio a caldo ME, si è arricchita, con l’ultimo modello ME100.
Si tratta di una macchina compatta, dedicata alla forgiatura di pezzi complessi a basso peso, con una produttività estremamente elevata.
Le presse idrauliche brevettate da Mecolpress sono adatte allo stampaggio a caldo di pezzi standard o speciali in ottone e alluminio. La forza di chiusura stampi piu’ elevata delle tradizionali presse meccaniche ed i movimenti indipendenti e controllati della slitta e degli estrusori consentono di stampare a caldo pezzi anche complessi senza bava e con forature multiple.
Oltre alle ME150, ME250, ME350, vi proponiamo anche la ME100:
- 100 Tonnellate di forza di chiusura stampo;
- 30 Tonnellate per ciascuno dei punzoni di foratura (se ne possono avere fino a 5)
- Stampa in singola o in doppia figura, in orizzontale o in verticale, ed è Super Veloce!
L’abbiamo testata fino a 30 colpi al minuto e naturalmente… è stata promossa a pieni voti!
La gamma di pezzi che può stampare è, come per tutte le nostre presse idrauliche ME, molto vasta.
Ecco una foto con esempi di pezzi in ottone che possono essere stampati con questa pressa:

Alcune info a titolo di esempio:
– può stampare corpi valvola a sfera fino a 3/4 di pollice, senza bava (in singola figura), oppure da 1/2 pollice in doppia figura.
– Accetta stampi di misura 180x180mm.
– Corsa dei punzoni: 75mm.
Mecolpress ha infatti le competenze e la struttura adeguata per farti una consulenza ad hoc. Attraverso il disegno del pezzo che desideri stampare possiamo eseguire una simulazione di stampaggio tramite il software dedicato nel nostro ufficio tecnico interno.
Sarà inoltre possibile, se necessario, effettuale una concreta prova di stampaggio del tuo pezzo grazie alle macchine che in azienda abbiamo sempre a disposizione per effettuare test di stampaggio. Siamo così in grado di offrirti la macchina, o la linea di stampaggio più idonea alle tue esigenze.
E se la pressa giusta per te non fosse la ME100, Mecolpress ha la gamma di presse per stampaggio a caldo più vasta di tutti: siamo sempre in grado di fare la proposta specifica per le necessità di ogni cliente.












