Lubrifica Stampi
Tra i segreti di un esperto, per ottenere pezzi forgiati con alta produttività e senza difetti, c’è sicuramente la capacità di gestire la lubrifica stampi.
Occorre infatti saper ricorrere alla giusta applicazione del fluido di lubrifica stampi.
Naturalmente, “giusta applicazione” non significa tanta, al contrario si intende:
- ben dosata in ogni punto dello stampo;
- differenziata tra figure stampo inferiore, superiore, punte dei punzoni e loro canali di scorrimento.
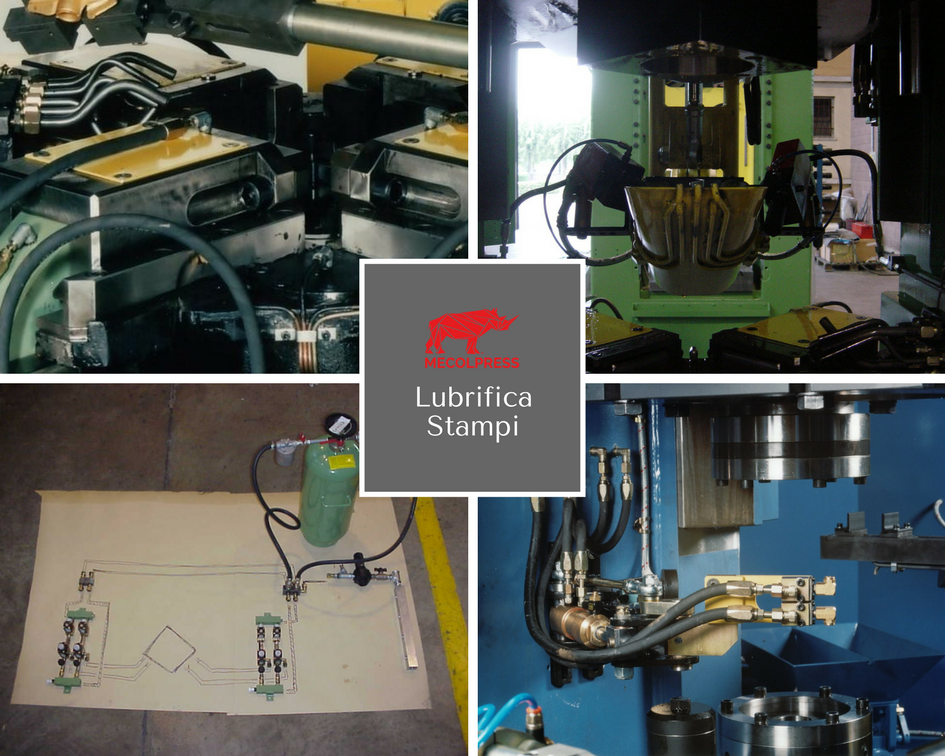
Punzoni con scanalature per permettere la distribuzione della lubrifica

“Giusta” significa innanzitutto scegliere i materiali appropriati per il tipo di metallo che dobbiamo stampare e dosarli, o se è il caso, miscelarli, nelle proporzioni adatte ad ottenere i due fondamentali effetti di questa operazione:
- Permettere il facile scorrimento dei punzoni sullo stampo e del materiale della billetta nelle figure pezzo;
- Abbassare la temperatura dei componenti dello stampo, per allungarne la vita.
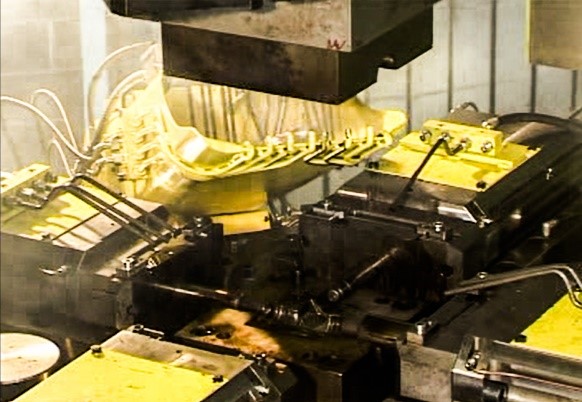
Nelle presse meno recenti la miscela di lubrifica stampi, tipicamente olio+grafite, viene dosata da valvole lontane dal punto di uscita, per cui una variazione delle impostazioni di quantità diventa effettiva solo dopo vari cicli, tutti quelli necessari a fare percorrere alla nuova quantità di fluido la strada fino al punto di spruzzatura.
I punti di spruzzatura sono costituiti da cannette in rame che, da un blocchetto di distribuzione fissato sull’attrezzo della pressa, vengono indirizzate e piegate per puntare sui “bersagli”: le figure stampo, i punzoni etc.
Ciò richiede ogni volta che si cambia stampo, di riorientare le cannette, andando tutte le volte alla ricerca della posizione perfetta (con un notevole impiego di tempo che allunga le operazioni di riattrezzaggio macchina).
Nelle presse di nuova generazione, invece…?












