
Con o senza bava?
Quando si deve affrontare un progetto di forgiatura per un pezzo nuovo il primo passo da affrontare è quello di fare una simulazione tramite software di stampaggio e decidere se impostarla con o senza bava.
Con o senza bava?
Inizia dalla simulazione di stampaggio
In termini generali possiamo dire che pezzi con spessore sottile e movimenti di materiale in direzioni diverse o con cambi di dimensione repentini potranno dare difetti nello stampaggio senza bava.
Se invece la geometria è uniforme e le variazioni di sezione sono contenute si può pensare di affrontare un progetto senza bava.
E’ vero in tutti i casi che cominciare un progetto senza bava può consentire valutazioni che spingono ad ottimizzare le geometrie del pezzo stesso (se possibile intervenire sulla geometria esterna) oppure può guidare la successiva analisi con bava.
Un primo passaggio senza bava comporta sicuramente tempi di calcolo ridotti e consente una valutazione delle forze punzoni e di chiusura stampi che in via approssimativa possono essere ritenute valide in generale.
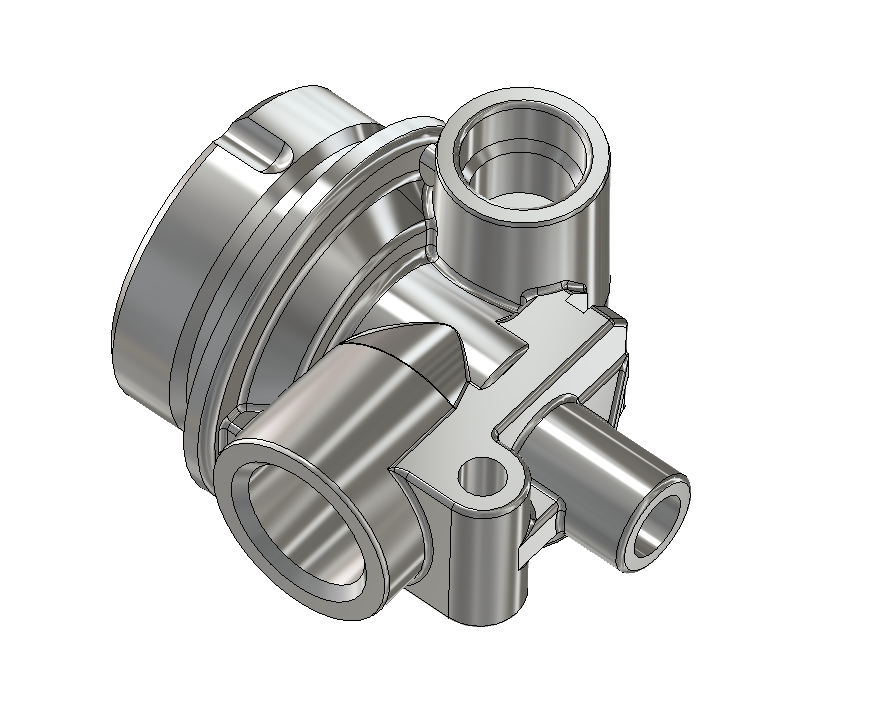
Idoneo ad essere stampato con bava
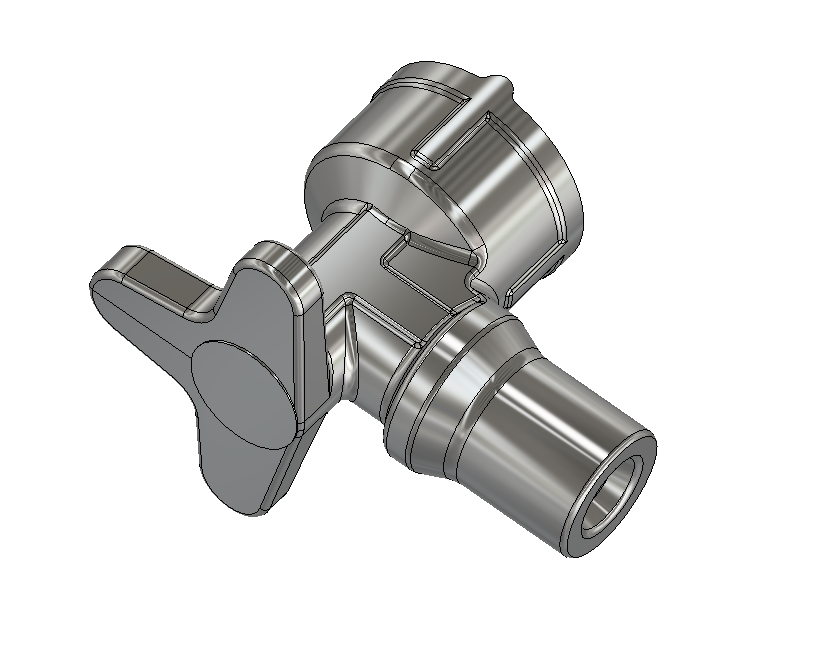
Idoneo ad essere stampato senza bava
La pressa che hai scelto è adatta a stampare il tuo pezzo?
In seconda battuta è necessario valutare in maniera approssimativa se il pezzo in analisi è fattibile per il modello di macchina considerato.
In questa fase è necessario avere un database che riporti le pressioni medie sui semi stampi e sui punzoni.
A questo scopo è molto utile, man mano che lo storico delle simulazioni si costruisce, tenere manutenuto un file Excel in cui i risultati in termini di forze vengono sintetizzati in pressioni medie su semi stampi e punzoni.
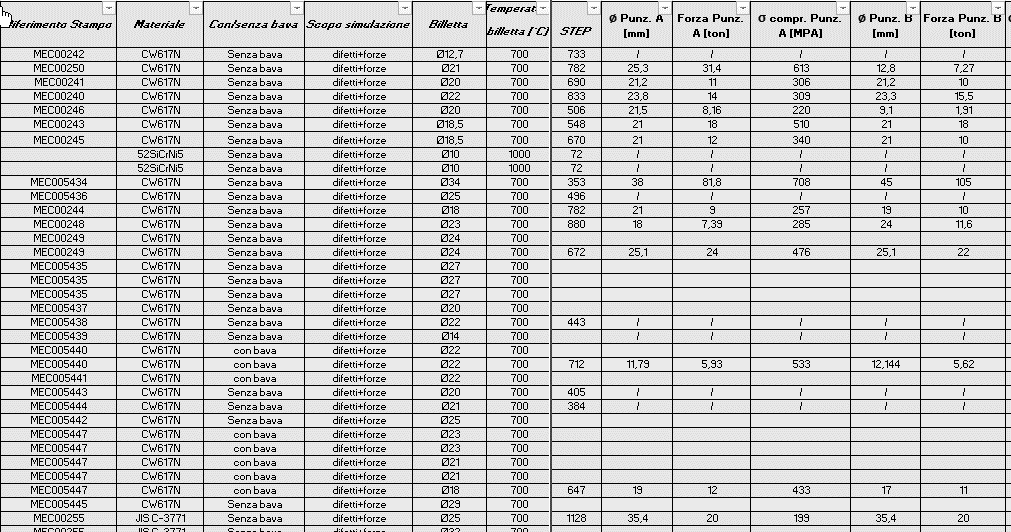
Questa procedura permette di capire al primo colpo d’occhio se il risultato di una simulazione può essere ritenuto valido oppure può essere affetto da errori di calcolo.
Chiaramente più casi si hanno a disposizione più è probabile avere risultati attendibili, questo perché la geometria del pezzo influenza in maniera determinante la forza su ogni elemento dello stampo e quindi nella valutazione è necessario tenere in considerazione pezzi con caratteristiche morfologiche simili.
Una volta disegnata la geometria del pezzo, comprese le forature desiderate, è necessario ricavare per sottrazione la geometria di stampo e punzoni.
Prima occorre tuttavia scalare la figura per tenere in considerazione il fatto che la formazione avviene a temperatura elevata, mentre le dimensioni a disegno sono valide per pezzi a temperatura ambiente.
Il valore tipico per forgiatura di ottone è pari a 1.012, mentre nel caso di alluminio generalmente si utilizza un fattore 1.010. Con un foglio Excel si può così stimare diametro e lunghezza della billetta di primo tentativo.
Per la stampa senza bava scegli le presse idrauliche
Le presse idrauliche Mecolpress della linea ME sono la soluzione più adatta per stampare un pezzo in ottone, alluminio o altri materiali, senza bava.
La forza di chiusura stampi più elevata delle tradizionali presse meccaniche ed i movimenti indipendenti e controllati della slitta e degli estrusori consentono di stampare a caldo pezzi anche complessi senza bava.
Le presse idrauliche ME si sono rivelate imbattibili per lo stampaggio di particolari che presentano delle complessità.
Ad esempio se devo stampare delle valvole saracinesca, le nostre presse ME permettono di stampare queste valvole totalmente senza bava, con altissima precisione, senza alcun rischio di difetti dovuto al flusso dell’ottone nello stampo.
Inoltre anche la produttività è più elevata rispetto a quella consentita dal metodo tradizionale con presse meccaniche eccentriche e attrezzo a campana.
Una pressa idraulica Mecolpress ME350-4G240 ad esempio può stampare valvole saracinesca da due pollici senza bava, senza l’ausilio di speciali attrezzi, ad una cadenza di circa 800 pezzi/ora.
Un altro significativo e pratico esempio è che con una pressa idraulica ME puoi stampare a caldo 4 pezzi in ottone alla volta senza bava!












