
Se il processo industriale di stampaggio è stabile genera profitto!
Se il processo industriale di stampaggio è stabile genera profitto!
Oggi più che mai è molto importante che il processo industriale, nel nostro caso lo stampaggio a caldo, riesca ad essere stabile. Raggiungendo tale obbiettivo infatti è possibile generare un profitto.
L’aumento delle materie prime, dei costi energetici e del personale specializzato sono costanti sempre più incisive e rilevanti per ogni azienda. Il profitto di ogni ordine o commessa deve sempre fare i conti con queste variabili che difficilmente possono essere contenute.
La stabilità di produzione può essere controllata: il processo deve essere sempre ripetibile nelle performances e garantire costi operativi stabili.
Lo stampaggio a caldo dei metalli non è da meno. Le produzioni annuali possono arrivare a decine di milioni di pezzi e ognuno di questi deve essere prodotto seguendo i parametri previsti e pianificati, l’aspettativa di profitto deve essere garantita!
Come è possibile gestire, monitorare e correggere decine di parametri, per milioni di pezzi, garantendo la stabilità?
È possibile garantire la stabilità del processo anche quando si producono milioni di pezzi, ed i parametri del processo sono molteplici, in questo modo:
01
=> monitorare i fattori di variabilità che influenzano ogni processo per capire se siano sotto controllo o meno attraverso il controllo statistico.
02
=> Ottenere elevate rigidità, forza di stampaggio e precisione di posizionamento.
03
=> Controllare in tempo reale l’andamento dei principali parametri di processo.
04
=> Modificare le principali quote di stampaggio senza interrompere l’operatività.
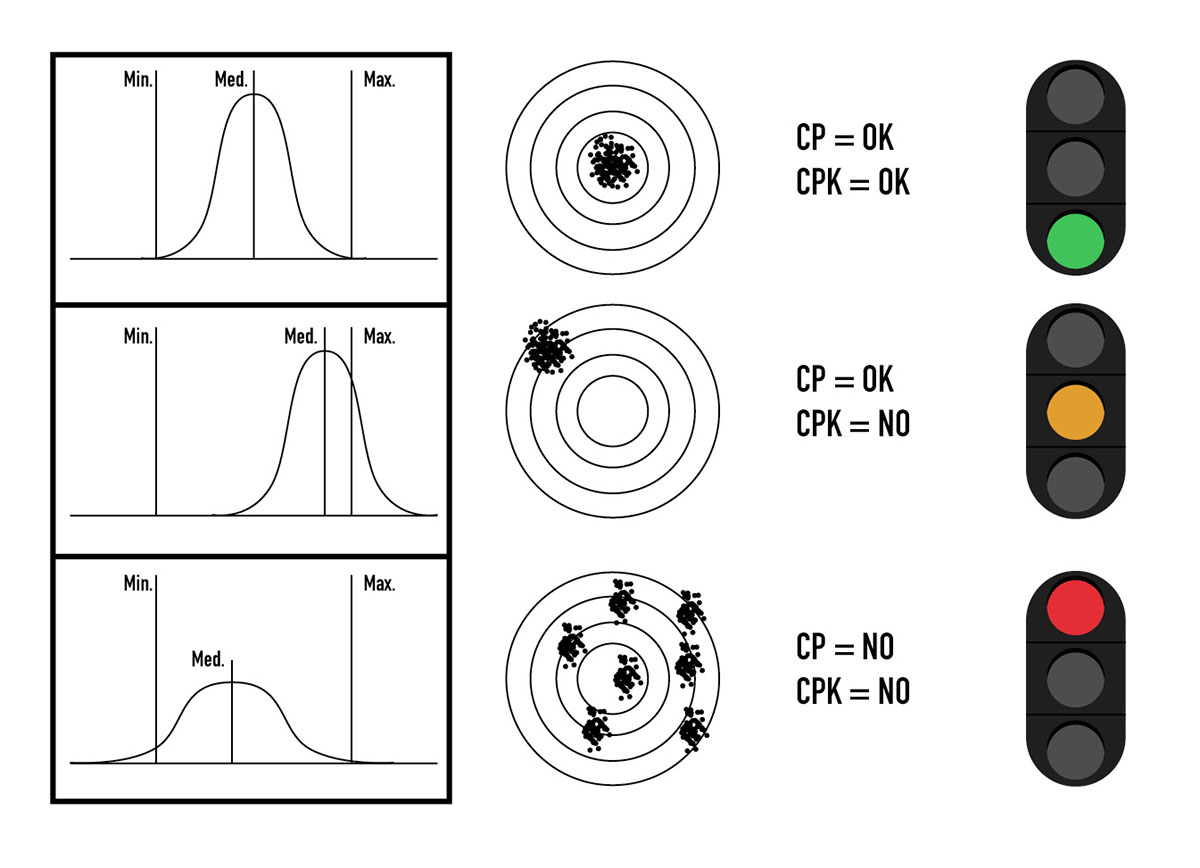
La statistica insegna che i parametri Cp e Cpk sono fondamentali per controllare l’andamento del processo di stampaggio, per ogni variabile infatti sono la chiave per capirne la stabilità.
L’esempio del tiro delle freccette permette di cogliere velocemente il concetto:
un buon Cp indica che siamo molto ripetibili nei nostri tiri, ma non è detto che stiamo centrando il bersaglio.
Soltanto ottenendo anche un buon Cpk, infatti; è garantito il risultato ottimale!
=> Cp e Cpk devono essere saldamente maggiori di uno.
Passiamo ad un esempio pratico di stampaggio:
-
Stampare un lotto di 25.000 contatori per l’acqua.
-
Stampare 50.000 valvole per il controllo del gas.
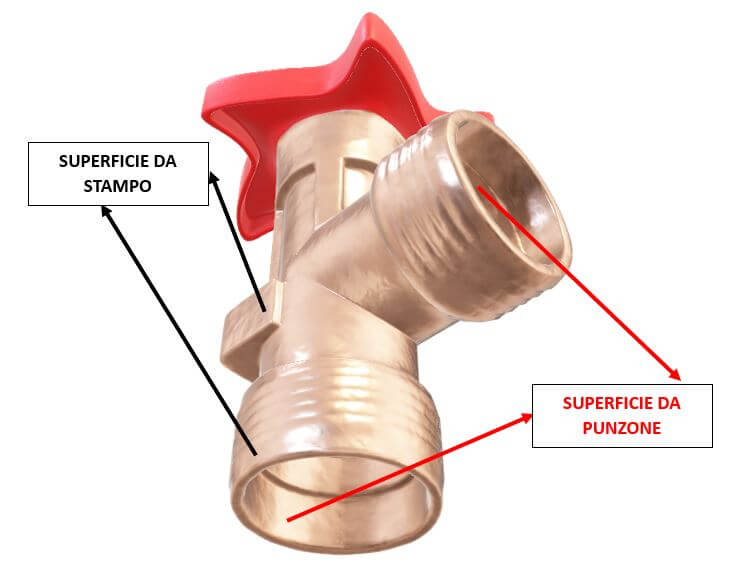
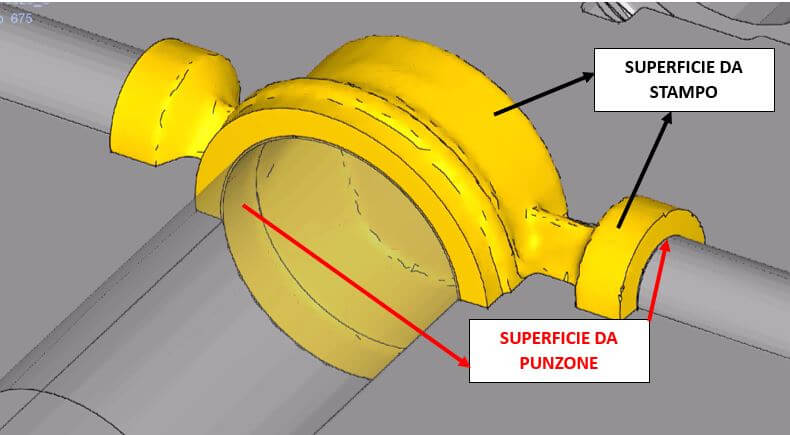
Le dimensioni del pezzo forgiato vengono determinate:
- dalle pareti della figura del pezzo creata nello stampo.
Il Cp dipende dalle performance di rigidezza delle presse e dalla progettazione dello stampo.
Il Cpk dipende dalla corretta valutazione del ritiro del materiale, che a sua volta è legato alle temperature di stampaggio, alla geometria del pezzo ed alla composizione chimica.
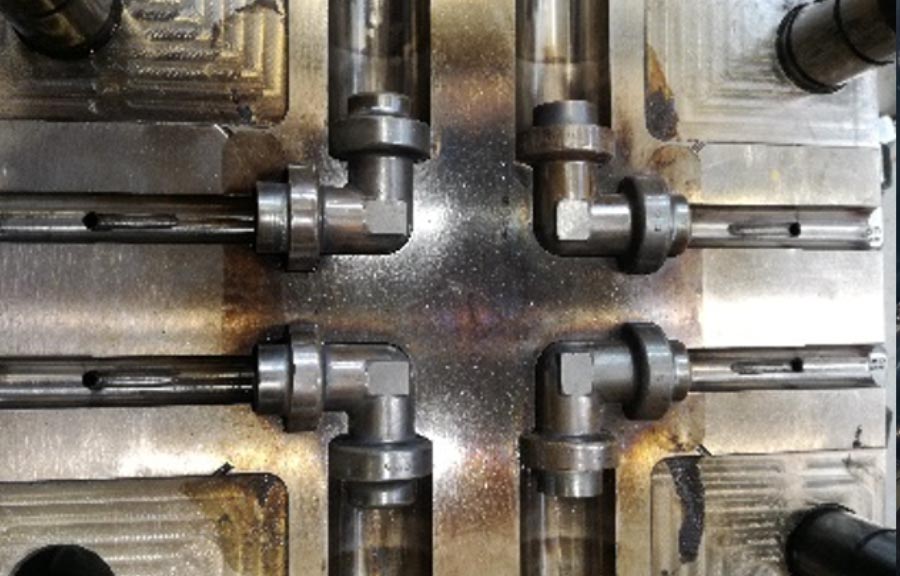
- dai punzoni che concorrono nella deformazione del materiale.
Il Cp è dato dalla rigidezza dei punzoni e dalla loro forza di spinta.
Il Cpk è dato dalla possibilità di regolare la posizione di arrivo del punzone.
Durante le prove di stampaggio fatte con i nostri Clienti mondiali le analisi statistiche dimensionali fatte sui campioni prodotti (lotti di migliaia di pezzi) hanno dimostrato che i parametri Cp e Cpk sono sempre stati abbondantemente e stabilmente maggiori di uno.
Le geometrie complesse o le dimensioni di pezzi non sono più un problema.
Come siamo riusciti a mantenere stabile il processo industriale di stampaggio nelle nostre Presse Idrauliche ME?
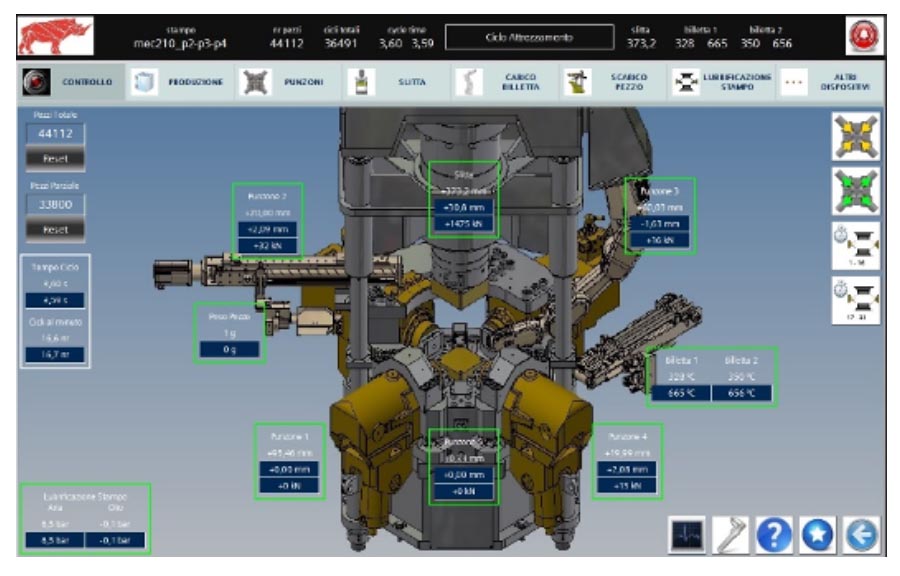
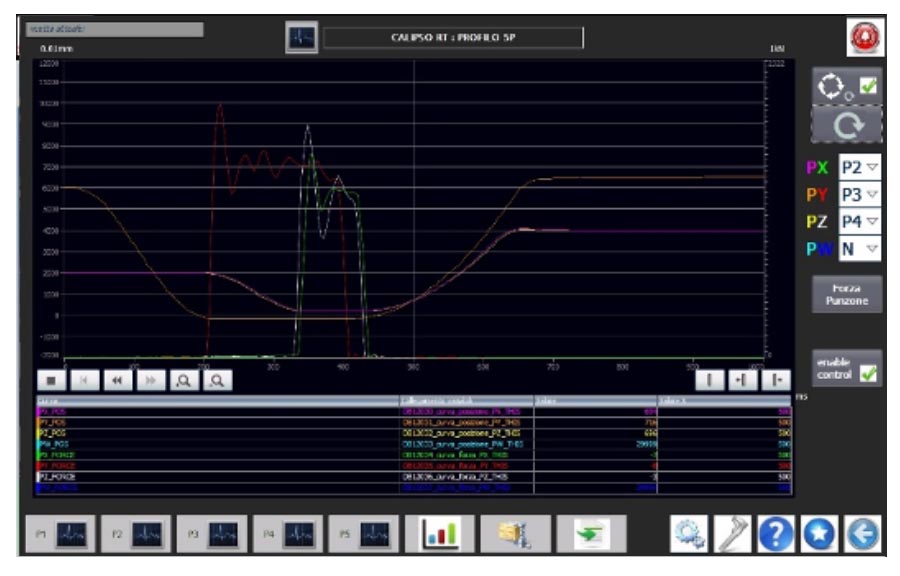
- Le presse Mecolpress sono dotate del software Calipso per il settaggio dei parametri operativi ed il loro continuo controllo. Calipso, interamente sviluppato da Mecolpress, permette di controllare in tempo reale i principali parametri di processo (forze di stampaggio, posizione, velocità, …). Ancora prima di misurare i pezzi è possibile capire se lo stampaggio è stabile e garantisce prestazioni costanti.
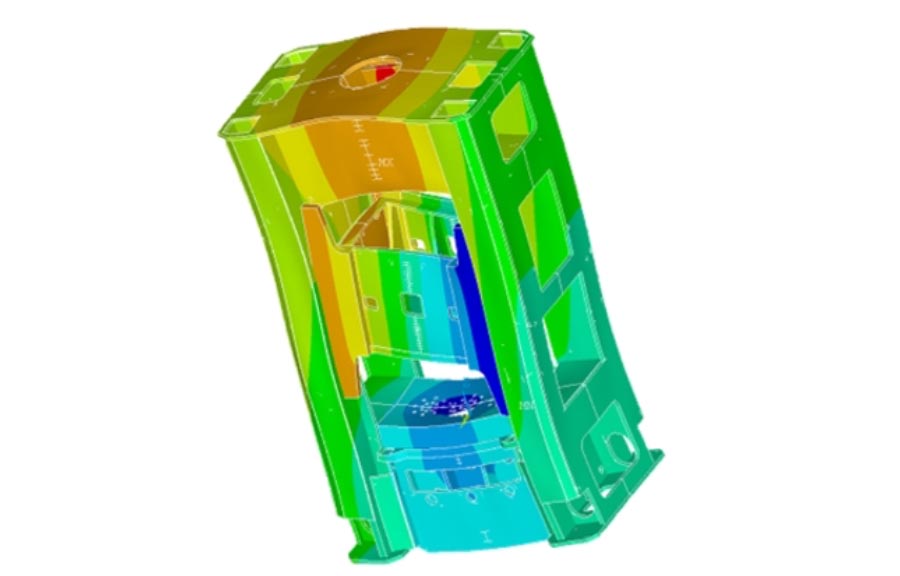
- Le nostre presse sono progettate con sistemi di calcoli avanzati (FEM) che permettono di prevedere con la massima puntualità la rigidezza dei componenti minimizzandone le deformazioni, anche se sottoposti a carichi elevati.
=> Cp sotto controllo

- Abbiamo progettato le nostre presse per stampaggio a caldo in modo da avere la più alta forza di chiusura stampi possibile e la massima forza di spinta dei punzoni.
=> Cp sotto controllo

- La regolazione della corsa dei singoli punzoni avviene in tempo reale, permettendo così di modificare le relative dimensioni durante la produzione.
=> Cp sotto controllo
- La lunga esperienza nella progettazione degli stampi e la collaborazione con le migliori aziende specializzate del settore, ci hanno permesso di arrivare a realizzare con estrema accuratezza gli stampi, al fine di garantire una stabile produzione dei pezzi.
=> Cp sotto controllo












