
La partecipazione di Mecolpress a EMO2017
Mecolpress partecipa costantemente ad EMO in ogni sua edizione e anche quest’anno porterà alla fiera le sue più importanti innovazioni che susciteranno l’interesse di migliaia di visitatori.
In particolar modo Mecolpress esporrà ad EMO2017 per la prima volta un prodotto di nuova concezione, una pressa idraulica compatta per la forgiatura di pezzi complessi a basso peso che assicura un altissimo livello di produttività grazie alle diverse soluzioni di forgiatura a forma singola o doppia che assicura ad ogni angolo.
Mecolpress ha sviluppato questo innovativo prodotto, che andrà ad arricchire la fortunata serie di presse ME prendendo la sigla di ME100-4L-30, sulla base delle numerose attese avanzate dai propri clienti e dal mercato in generale nei confronti di un centro di lavoro che potesse presentare caratteristiche di elevata precisione unitamente alla flessibilità, alla facilità di configurazione e al controllo.
Altre novità che verranno presentate ad EMO2017 sono i forni autonomi della serie GBH5000 che consentono grandissima precisione e modularità, potendosi di fatto collegare sia a presse nuove che esistenti, idrauliche, meccaniche e a vite, di Mecolpress o di qualunque altro produttore.










Cosa è EMO2017
Cosa è EMO2017?
EMO2017 è la nuova edizione della più importante fiera mondiale di macchine industriali e utensili per la meccanica. EMO si tiene ogni due anni alternativamente ad Hannover, come accade quest’anno, e a Milano dove si è tenuta nel 2015 e dove si terrà nuovamente nel 2019.
Partecipano ad EMO tutte le più importanti aziende che producono ed acquistano macchine industriali e componenti meccaniche al mondo, facendo di questa manifestazione fieristica il più importante evento del settore ormai da molto tempo.
I settori in cui è suddivisa la fiera sono numerosi e vanno dal Machinery più avanzato agli specialisti dei materiali per la meccanica, agli attrezzi per il montaggio e al software e agli accessori. EMO è da sempre l’appuntamento internazionale in cui vengono annunciate le novità e le invenzioni più rilevanti nel campo della meccanica.
La passata edizione di EMO ad Hannover ha contato quasi 150mila visitatori da oltre 110 nazioni del mondo ed è stata allestita su una superficie di oltre 180mila metri quadrati, affidata ad oltre 2100 espositori che hanno potuto contare su una clientela molto qualificata, costituita per quasi il 99% da professionisti dell’industria.
La nuova pressa idraulica con riscaldo-taglio barre in linea
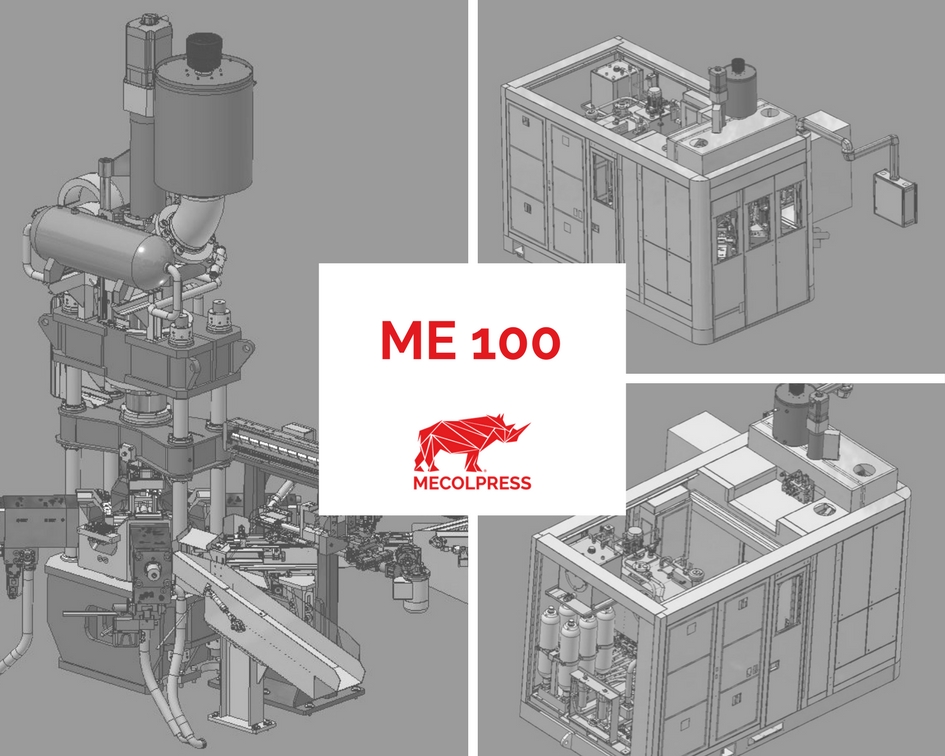
Presentazione nuova pressa idraulica ad altissima produttività ME100/4L30 con riscaldo+taglio barre in linea
La nuova pressa idraulica ME100/4L30 è una macchina compatta, dedicata alla forgiatura di pezzi complessi a basso peso, con una produttività estremamente elevata.
Questa nuova macchina è un’evoluzione delle ben note e apprezzate presse idrauliche Mecolpress ME, installate e funzionanti in tutto il mondo, dal Giappone, dalla Corea e dalla Cina fino alla Germania e all’Italia.
Caratteristiche:
- Possibilità di stampare parti con forature multiple, forgiatura in singola o doppia figura (parallela o testa a testa), in verticale, in orizzontale e con ogni angolo billetta.
- Soluzioni cinematiche avanzate per garantire la massima velocità e la massima precisione di controllo.
- Progettata con particolare attenzione all’ attrezzaggio rapido e a facile accesso, manutenzione e pulizia.
Il Forno GBH5000 per il riscaldo+cesoiatura di materiale in barra è ciò che il mercato aspetta da tempo:
Un forno per barre di ottone, che include la cesoiatura in billette, realizzato come unità indipendente.
Vantaggi:
– il forno può essere collegato a presse nuove o esistenti, presse idrauliche, meccaniche o a vite, e all’automazione di carico di qualsiasi marca;
– consentono all’utente la massima flessibilità nell’organizzazione dei layout di produzione e quindi nello sviluppo aziendale;
– utilizzabile per tutte le lunghezze di barra fino a 5 metri;
– nessun problema con barre di piccolo diametro;
– nessun danneggiamento della struttura del grano d’ottone causata da riscaldamento prolungato a temperatura elevata.
Presenteremo in anteprima la macchina ad EMO 2017, segui l’evento.
EMO Hannover (Germany) dal 18 al 23 Settembre 2017.
Venite a visitarci: Stand E28 Hall 015


Lubrifica Stampi Presse Idrauliche ed eccentriche a ciclo continuo
La lubrifica stampi delle presse idrauliche della serie ME e delle eccentriche a ciclo continuo SEO-CVE-CS o le presenta le seguenti funzionalità:
- La miscela olio+grafite viene trascinata dall’aria compressa in uscita sul punto di lubrifica.
Il fluido di lubrifica e l’aria scorrono in due tubi concentrici dalle valvole di controllo dei singoli punti fino al punto di impiego.
Per ognuno dei punti il pilotaggio è indipendente e quindi per ognuno è possibile decidere dal pannello operatore:
- Per quanto tempo spruzzare sola aria (ad esempio per raffreddare lo stampo, ripulirlo da depositi di bave);
- Quanto e se spruzzare aria e miscela olio+grafite;
- Quanto e se soffiare nuovamente sola aria per spargere il lubrificante.
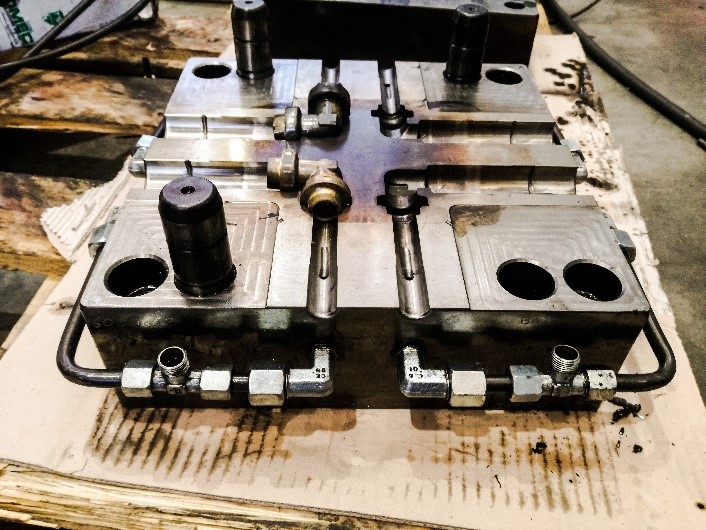
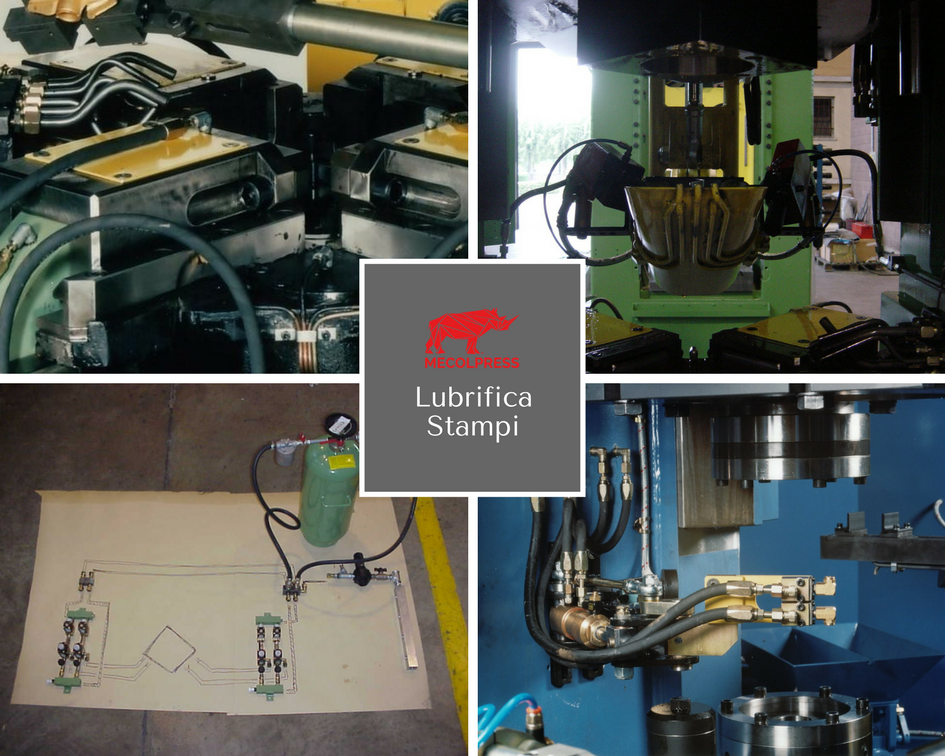
- Il lubrificante arriva al punto di applicazione attraverso la struttura della pressa, la base (o attrezzo) su cui è posato lo stampo ed attraverso lo stampo stesso, tutti opportunamente predisposti con forature in modo da raggiungere i punti giusti, senza sprechi, senza spruzzare dove non serve.
- Fare arrivare il lubrificante attraverso la pressa e lo stampo permette ovviamente di risparmiare il tempo necessario al riposizionamento delle vecchie cannette ad ogni cambio stampo
Una pressa moderna ben concepita deve però sempre permettere di lavorare con le cannette (vedi articolo precedente), che restano utili in caso di uso di stampi di terzi, di prove di stampaggio di piccola serie e con un utilizzo iniziale di stampi esistenti.
È comunque possibile intervenire a posteriori su stampi esistenti, se si vogliono migliorare le prestazioni e la precisione di lubrifica, ed adattarli quindi anche per macchine meno moderne al fine di avere canali di lubrifica interni.
Inoltre, a pannello, per ogni singolo punto di lubrifica, sarà possibile selezionare se deve concettualmente
lavorare come punto lubrifica dello stampo superiore,
punto lubrifica dello stampo inferiore,
punto di lubrifica punzoni.
Ognuno con le sue diverse condizioni di attivazione, ogni singolo punto con i suoi tempi di lavoro per aria, olio.
Nella lubrifica stampi delle nostre presse idrauliche ME inoltre, la miscela viene tenuta mescolata e se necessario riscaldata nel serbatoio della relativa centralina.
Importante anche sapere che la linea di distribuzione inoltre è ad anello.
Cosa vuol dire? Che il lubrificante è sempre in circolo, quindi è escluso ogni possibile problema di intasamento delle linee o raffreddamento del lubrificante perché non è fermo nei tubi ad aspettare l’apertura di una valvola.
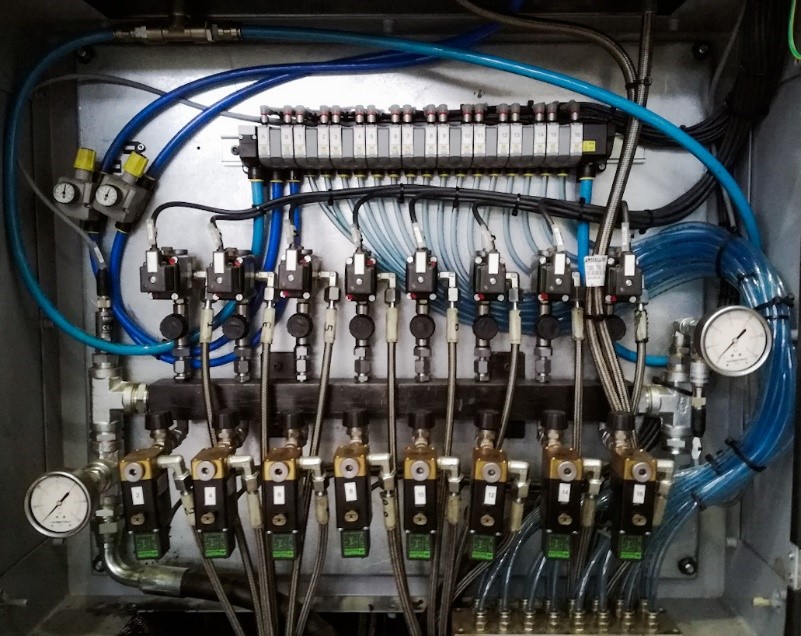
Vi sono inoltre pressostati di controllo ad inizio e fine linea, per mantenere la pressione del circuito costante indipendentemente da quanti punti di lubrifica si attivano contemporaneamente.
VANTAGGI DEL SISTEMA DI LUBRIFICA STAMPI:
- Riduzione degli sprechi dei materiali lubrificanti;
- Tempo di riattrezzaggio macchina decisamente ridotto;
- Azzerata la possibilità di errore / imprecisione nella posizione;
- Il lubrificante è sempre in circolo, non è fermo nei tubi ad aspettare l’apertura di una valvola, è quindi escluso ogni possibile problema di intasamento delle linee o di raffreddamento del lubrificante,
- La pressione del circuito rimane costante grazie all’azione svolta dai pressostati di controllo.
Tutto pensato per garantire al vostro processo di stampaggio la “giusta lubrificazione”.
Lubrifica Stampi
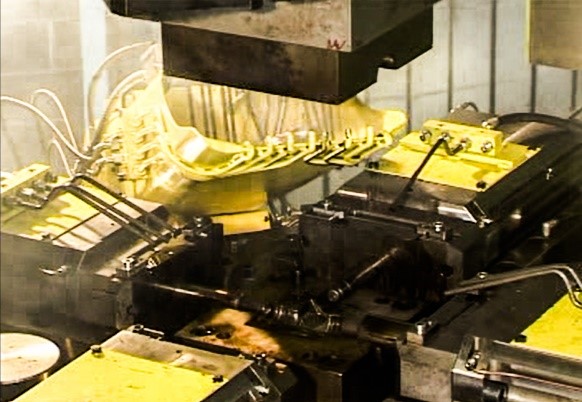
Tra i segreti di un esperto, per ottenere pezzi forgiati con alta produttività e senza difetti, c’è sicuramente la capacità di gestire la lubrifica stampi.
Occorre infatti saper ricorrere alla giusta applicazione del fluido di lubrifica stampi.
Naturalmente, “giusta applicazione” non significa tanta, al contrario si intende:
- ben dosata in ogni punto dello stampo;
- differenziata tra figure stampo inferiore, superiore, punte dei punzoni e loro canali di scorrimento.
Punzoni con scanalature per permettere la distribuzione della lubrifica

“Giusta” significa innanzitutto scegliere i materiali appropriati per il tipo di metallo che dobbiamo stampare e dosarli, o se è il caso, miscelarli, nelle proporzioni adatte ad ottenere i due fondamentali effetti di questa operazione:
- Permettere il facile scorrimento dei punzoni sullo stampo e del materiale della billetta nelle figure pezzo;
- Abbassare la temperatura dei componenti dello stampo, per allungarne la vita.
Nelle presse meno recenti la miscela di lubrifica stampi, tipicamente olio+grafite, viene dosata da valvole lontane dal punto di uscita, per cui una variazione delle impostazioni di quantità diventa effettiva solo dopo vari cicli, tutti quelli necessari a fare percorrere alla nuova quantità di fluido la strada fino al punto di spruzzatura.
I punti di spruzzatura sono costituiti da cannette in rame che, da un blocchetto di distribuzione fissato sull’attrezzo della pressa, vengono indirizzate e piegate per puntare sui “bersagli”: le figure stampo, i punzoni etc.
Ciò richiede ogni volta che si cambia stampo, di riorientare le cannette, andando tutte le volte alla ricerca della posizione perfetta (con un notevole impiego di tempo che allunga le operazioni di riattrezzaggio macchina).
Nelle presse di nuova generazione, invece…?

Industria 4.0
Anche lo stampaggio a caldo diventa 4.0.
Le nostre macchine rispondono ai requisiti dell’industria 4.0.
Le presse idrauliche per stampaggio a caldo serie ME permettono di controllare la velocità, la sequenza, la corsa e la forza di ogni punzone, consentendo di stampare senza bava anche alcune delle più complicate forme.
Le fasi di produzione sono programmate e monitorate per ottenere la forma migliore.
COSA PROPONIAMO CON LE NOSTRE MACCHINE INDUSTRIA 4.0?
- Programmiamo ciò che la pressa deve fare;
- Programmiamo i limiti di tolleranza attorno ad un ciclo di prova;
- Siamo in grado di controllare ciò che la macchina ha realmente fatto;
- Il sistema verifica che il processo sia stabile e individua anomalie o tendenze di deviazione irregolari;
- Supervisioniamo e registriamo parametri per almeno 10.000 cicli;
- Forniamo una rappresentazione grafica del processo;
- Tutte le informazioni possono essere inviate ad un PC esterno per ulteriori scopi di valutazione, registrazione e garanzia della qualità;
- La macchina può inviare messaggi personalizzati al supervisore, via email, per avere il pieno controllo delle prestazioni dell’apparecchiatura.
RISULTATO:
- Ottenere analisi precise ed adottare decisioni corrette;
- Avere una selezione automatica tra pezzi stampati conformi e parti irregolari.
Ordinando una delle nostre macchine potrai sfruttare l’iperammortamento del 250%. Contattaci per ottenere ulteriori informazioni
Calipso Software – Analisi Dati Stampaggio
Il Sistema Calipso di Mecolpress è un potente strumento software.
Raccoglie i dati stampaggio, grazie anche ad opportuna dotazione di trasduttori e sensori sulla pressa, rileva fino a 16 diversi parametri durante ogni ciclo di stampaggio, per tutta la durata del turno di lavoro.
I dati raccolti vengono paragonati ai valori impostati dall’utente. Viene verificato che ad ogni ciclo questi parametri rimangano in una stretta banda di tolleranza (la cui ampiezza viene decisa dall’operatore, in funzione della criticità del pezzo e dei requisiti del cliente).
Nel caso in cui uno di questi parametri risulti troppo diverso da ciò che abbiamo verificato essere il valore desiderato, il pezzo prodotto viene deviato in una area di scarico separata, per permettere ulteriori controlli.
A questo punto, l’operatore può programmare quando la macchina deve sospendere la produzione in ciclo automatico, ovvero dopo quanti pezzi scartati la pressa non deve proseguire a stampare senza previo benestare.
Ritornando alla affermazione di Albert Einstein citata nel precedente articolo:
Per essere sicuro di fare ciò che ho sempre fatto esattamente nello stesso modo in cui lo ho sempre fatto, devo dotarmi di una tecnologia di raccolta dati estremamente precisa ed affidabile, nonché avere un metodo di valutazione dei dati raccolti che mi permetta di avere una esatta immagine di come si svolge il ciclo di stampaggio.
In questo modo potrò prendere decisioni basate su informazioni sicure.
Calipso di Mecolpress permette:
- non solo di raccogliere i dati caratteristici del processo di stampaggio per migliaia di cicli e di fare effettuare alla pressa idraulica una selezione di pezzi conformi e pezzi da ricontrollare,
- ma crea anche delle rappresentazioni grafiche di più parametri sullo stesso grafico. In tal modo è possibile comprendere come, ad esempio, la forza di ingresso punzoni varia al variare della temperatura della billetta, e di entrambe le variabili che trend seguono nel proseguire dei cicli di produzione.
Mecolpress mette a Vostra disposizione uno strumento di analisi del ciclo produttivo che vi permette l’analisi statistica del processo di stampaggio, aiutandovi a predire quando si instaureranno deviazioni dal processo “approvato” e quindi a poterle anticipare ed evitare. in tal modo si riduce enormemente la spreco di tempo e risorse dovuto alla realizzazione di produzioni non conformi.
SPC CALIPSO
From Wikipedia, :
“Statistical process control (SPC) is a method of quality control which uses statistical methods. SPC is applied in order to monitor and control a process. Monitoring and controlling the process ensures that it operates at its full potential. At its full potential, the process can make as much conforming product as possible with a minimum (if not an elimination) of waste (rework or scrap). SPC can be applied to any process where the “conforming product” (product meeting specifications) output can be measured. Key tools used in SPC include control charts; a focus on continuous improvement; and the design of experiments. An example of a process where SPC is applied is manufacturing lines.”
Come tradurre in parole più semplici il concetto di Controllo Statistico di Processo?
Albert Einstein:
“Se facciamo ciò che abbiamo sempre fatto, nello stesso modo in cui lo abbiamo sempre fatto, otterremo sempre lo stesso risultato”.
Il grande fisico faceva questa affermazione con una valenza negativa, per suggerire la necessità di innovare. Ma allo stesso modo possiamo avere una applicazione totalmente positiva di questa affermazione:essere in grado di ripetere esattamente un metodo di lavoro che ha dato risultati positivi, produrrà sicuramente risultati altrettanto positivi.
Trasferiamo i concetti al nostro mondo, allo stampaggio a caldo dei metalli. Ecco un esempio:
Se durante un ciclo di stampaggio abbiamo prodotto un pezzo perfettamente rispondente ai requisiti d’ordine dopo verifiche dimensionali, qualitative, estetiche, è altamente probabile che successivi cicli di stampaggio effettuati con identici parametri portino allo stesso risultato produttivo.

Durante il processo di stampaggio a caldo di un componente, ci sono molti parametri che possono influire sul risultato e quindi sulla qualità del pezzo prodotto, tra cui:
- Temperatura delle billette,
- forza di chiusura stampo,
- forza esercitata dai punzoni laterali,
- tempo ciclo complessivo,
- corsa dei punzoni,
- tempo di ingresso dei punzoni nello stampo,
- peso del pezzo scaricato,…
Partecipiamo ad EMO 2017
Mecolpress anche quest’anno sarà presente alla fiera EMO, che nell’edizione 2017 avrà sede ad Hannover dal 18 al 23 Settembre.
La partecipazione alla fiera sarà l’occasione per condividere con tutti i nostri clienti e partecipanti all’evento, le ultime innovazioni tecnologiche sulle macchine Mecolpress, che quest’anno si presenteranno particolarmente numerose ed interessanti.
Il laboratorio di Ricerca & Sviluppo di Mecolpress ha infatti rilasciato nel 2017 una serie di nuove configurazioni e soluzioni che consentiranno di realizzare ulteriori benefici dal punto di vista della precisione e del costo della produzione.
Mecolpress presenterà alla clientela internazionale di EMO 2017 un’importante novità e metterà a disposizione alcune anticipazioni nelle prossime settimane attraverso questo blog.












