
Ottimizza la produzione con i corsi di formazione Mecolpress
Mecolpress mette a disposizione dei suoi clienti un servizio di formazione a pagamento il cui scopo è quello di fornire al personale addetto alle presse informazioni utili per utilizzare i macchinari in maniera performante e ottimizzare la produzione.
Scopri in questo articolo come la formazione ha aiutato uno dei nostri clienti a diminuire del 50% gli interventi di assistenza.
I problemi del cliente Alfa
Tempo fa un nostro cliente, che chiameremo Alfa, ci ha contattato perché interessato ai corsi di formazione su misura per i macchinari per stampaggio da noi proposti. I motivi che lo hanno spinto a decidere di attivare il corso erano diversi .
Innanzitutto i dipendenti dell’azienda non erano adeguatamente formati e non erano in grado di usare le macchine per lo stampaggio in maniera ottimale. Questo comportava una frequente richiesta di assistenza a Mecolpress da parte del cliente, e per quanto il nostro intervento fosse tempestivo l’azienda doveva far fronte all’interruzione del processo produttivo e ai costi aggiuntivi legati all’assistenza.
L’azienda, inoltre, aveva assunto nuovo personale giovane e ancora inesperto, ma sicuramente predisposto alle innovazione tecnologiche e in grado di utilizzare i dispositivi informatici dei macchinari di produzione.
Al loro fianco lavoravano anche operatori esperti, inseriti in azienda da molti anni, con una maggiore dimestichezza con le tecniche di stampaggio, ma che facevano fatica ad approcciarsi alle nuove tecniche digitali. Fargli cambiare metodo non è stato così semplice, data l’esperienza maturata negli anni con le loro procedure.
Infine, il cliente Alfa disponeva di un parco macchine molto vario che comprendeva presse datate, sbavatrici, presse meccaniche e una nuova pressa idraulica appena acquistata.
Per tutti questi motivi il nostro cliente ha sentito l’esigenza di avvalersi di un corso di formazione su misura che insegnasse agli operatori a usare le macchine in modo performante e ottenere il massimo risultato con il minor sforzo possibile.
Il corso di formazione Mecolpress
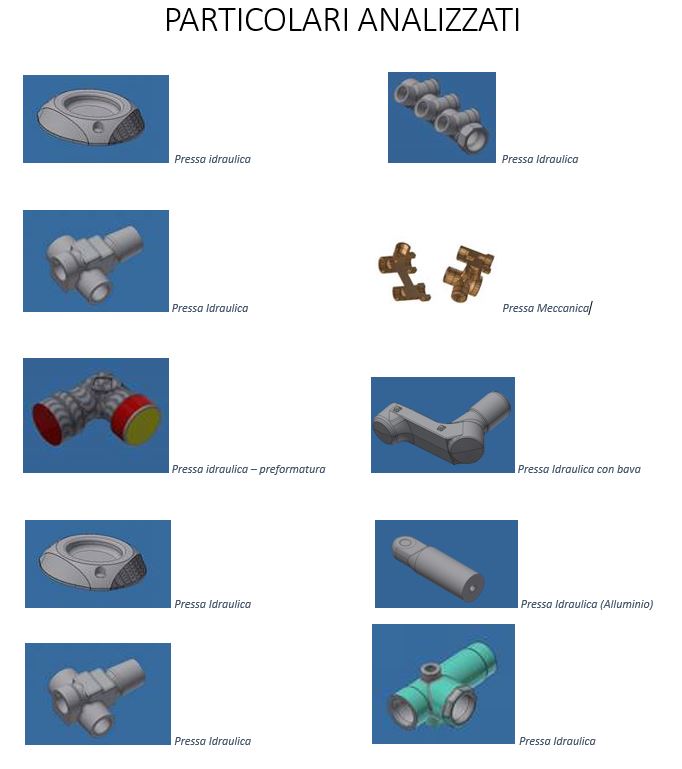
In base alle esigenze espresse dal nostro cliente abbiamo programmato un corso di formazione ad hoc che tenesse conto delle macchine per lo stampaggio presenti in azienda e del tipo di pezzi realmente stampati .

Il corso si è articolato come segue:
- introduzione allo stampaggio a caldo;
- spiegazione dei disegni e del programma di simulazione a supporto dei pezzi da stampare;
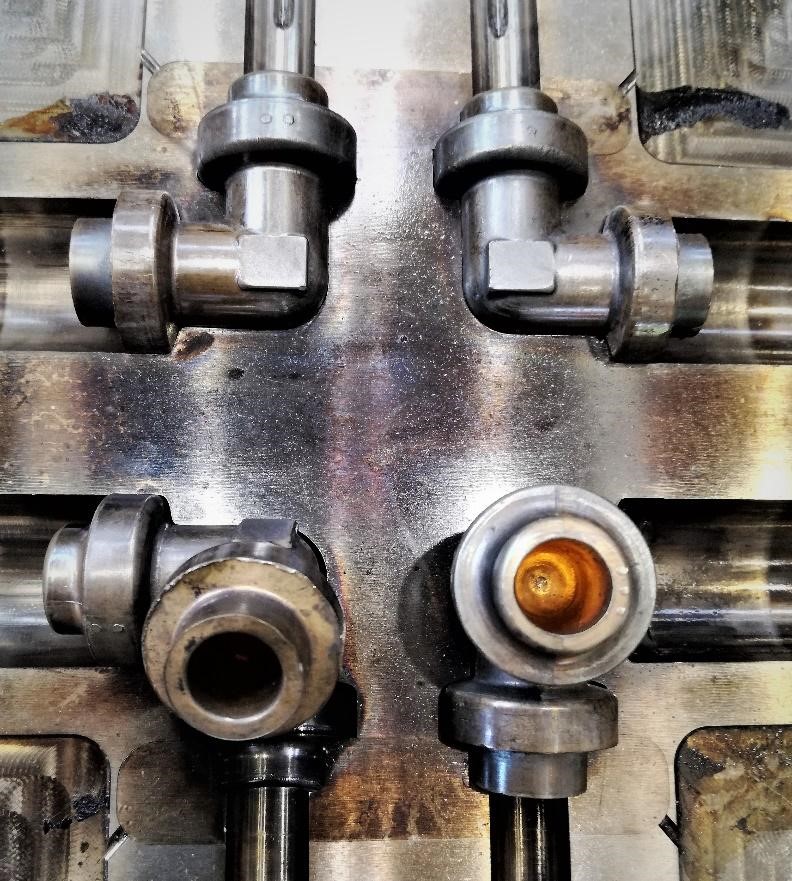
- stampaggio in officina dei pezzi con una macchina interamente dedicata;
- risposta alle domande poste dal personale, approfondimenti e spiegazioni su problematiche inerenti alla produzione
In particolare, durante il corso sono stati trattati argomenti molto rilevanti come le analisi preliminari dello stampo e del processo, l’impostazione di parametri specifici, l’impostazione guidata per le presse idrauliche per pezzi con bava e senza bava e analisi di output con simulazioni .
Risultato del corso
Il nostro cliente è stato particolarmente soddisfatto del nostro corso di formazione su misura, visti i risultati ottenuti.
Il personale infatti ha acquisito una maggiore competenza relativa allo stampaggio a caldo, sia in generale sia specifica, rispetto al tipo di produzione aziendale.
Inoltre, il corso ha contribuito a rafforzare lo spirito di squadra tra i dipendenti, importantissimo per creare un ambiente lavorativo basato sulla collaborazione. Le iniziative di questo tipo, infatti, contribuiscono a far interagire di più il personale, a lavorare bene in gruppo e anche ad affrontare meglio le difficoltà quotidiane.
In seguito al corso il nostro cliente ha diminuito drasticamente il numero di richieste di assistenza a pagamento. Gli operatori addetti ai macchinari, infatti, ora sono in grado di utilizzare meglio le presse usurandole di meno e riescono a svolgere in autonomia alcune attività di manutenzione ordinaria, senza dover ricorrere ai tecnici di Mecolpress .

Stampaggio a caldo rame: le presse Mecolpress
Mecolpress propone una vasta gamma di presse meccaniche e idrauliche per lo stampaggio a caldo del rame.
Grazie alla tecnologia Mecolpress è possibile ottenere forme geometriche anche complesse e controllare tutte le fasi del processo.
Mecolpress vanta una lunga esperienza nel campo della realizzazione di presse per lo stampaggio a caldo e propone alla sua clientela una vasta gamma di presse con cui poter realizzare diversi particolari con forme geometriche semplici o complesse. Uno dei materiali utilizzato dalle aziende nostre clienti per lo stampaggio a caldo è il rame.
Le proprietà del rame
Questo metallo è conosciuto per le sue proprietà conduttive ed è particolarmente indicato per lo stampaggio di componenti usati nel settore elettrico come ad esempio componenti per interruttori, per connettori, morsetti per batterie, piastre per la dissipazione di calore di componenti elettronici.
Le temperature di stampaggio delle billette per il rame si aggirano indicativamente attorno agli 800° C mentre le temperature dello stampo sono vicine ai 300°C.
Presse per stampaggio rame: le soluzioni Mecolpress
Le leghe in rame sono sicuramente costose e per questo è necessario ottimizzare al massimo la produttività della pressa utilizzata. Il nostro ufficio vendite in base alla lega utilizzata dalle aziende clienti e alle forme geometriche che si intendono realizzare, è a disposizione per suggerire quali sono le presse più indicate per lo stampaggio del rame.
Inoltre i nostri clienti, qualora abbiano l’esigenza, possono commissionarci anche lo stampo da associare alla pressa richiesta.
Punto di forza di Mecolpress è quello di poter offrire ai propri clienti una prova di stampaggio in tempi molto rapidi in modo da verificare con quali forze è necessario operare per sfruttare la macchina al meglio.

Stampaggio a caldo acciaio: le soluzioni di Mecolpress
Mecolpress vanta una lunga esperienza come produttore di presse meccaniche e idrauliche per la realizzazione di particolari stampati a caldo in acciaio. Per una panoramica completa e dettagliata delle nostre presse contatta il nostro ufficio vendite.
Per lo stampaggio a caldo di pezzi in acciaio si possono usare presse meccaniche oppure presse idrauliche a seconda della complessità geometrica del pezzo da stampare e delle proprietà della lega specifica usata per lo stampaggio.
Le proprietà dell’acciaio
L’acciaio è noto per essere un materiale dotato di una notevole resistenza meccanica e questa sua caratteristica lo rende un materiale adatto per innumerevoli settori di applicazione tra cui l’edilizia, l’automotive, chimico, energia, il settore ferroviario ecc…
Tramite le presse meccaniche e idrauliche Mecolpress è possibile realizzare diverse tipologie di prodotti migliorati nelle caratteristiche meccaniche proprio attraverso il processo massivo di deformazione a caldo.
Presse per stampaggio a caldo dell’acciaio
Mecolpress propone alle sue aziende clienti diverse presse sia meccaniche che idrauliche, queste ultime meglio impiegate per la fase di preformatura e di tranciatura della bava.
Nello stampaggio a caldo dell’acciaio i principali parametri di processo sono temperatura delle billette, energia e forza richiesta dalla deformazione. Per quanto riguarda la temperatura di stampaggio delle billette, in presenza di leghe in acciaio, questa è di circa 1.200°C. La temperatura dello stampo invece è di circa 300°C.
Durante lo stampaggio a caldo dell’acciaio inoltre bisogna utilizzare i giusti lubrificanti in modo da favorire lo scorrimento del materiale ed il distacco dello stesso dallo stampo. La Mecolpress equipaggia le proprie presse con sistemi automatici di lubrificazione con punti fissi o mobili a seconda della specifica applicazione ed al fine di ottimizzare il processo di produzione.
Il nostro ufficio vendite è a disposizione per consigliare l’applicazione più adatta alle specifiche esigenze produttive, inoltre la Mecolpress dispone al suo interno di risorse in grado di supportare il cliente già nella primissima fase di studio del forgiato e quindi di scelta del relativo processo produttivo. Il software di simulazione del processo di stampaggio garantisce la correttezza dei dati progettuali. Il servizio offerto comprende tutte le fasi dalla progettazione fino all’avvio della produzione delle primissime serie di particolari.
Il ciclo produttivo può essere realizzato in maniera completamente automatica oppure manuale a seconda delle specifiche richieste del cliente.
Tutti i bilancieri sono personalizzabili in base alle esigenze del cliente.
Per ulteriori informazioni contatta direttamente i nostri responsabili commerciali.

Le presse idrauliche Mecolpress risolvono problemi
Scegliere le presse idrauliche della serie ME per lo stampaggio a caldo dell’ottone non dà solo un vantaggio tecnico, ma può rappresentare per la vostra azienda anche un vantaggio competitivo per la reattività sul mercato e per la velocità con cui la vostra azienda può rispondere alle necessità impreviste del mercato.
È il caso di un nostro cliente, italiano, bresciano, da tanti anni stampatore di ottone conto terzi, di crescente successo, grazie alla lunga esperienza sia della direzione aziendale che dei responsabili dei reparti produttivi, in primis quello dello stampaggio a caldo dell’ottone.
Esperienza e disponibilità in qualunque momento
Per anni, silenziosamente, senza strafare, ma con costanza e serietà, il nostro cliente è stato capace di gestire le varie realtà del gruppo, tra stampaggio e lavorazioni meccaniche, in modo ottimale. Anche andando sempre alla ricerca delle commesse più difficili, più tecniche e più sfidanti logisticamente, è riuscito a ritagliarsi una posizione di assoluto rispetto nel panorama dei subfornitori a disegno (che nella nostra provincia sono tanti).
E per mantenere alto il livello del servizio e ricevere in cambio un’alta fidelizzazione della clientela, a volte è necessario sapere e poter prendere decisioni importanti, in pochissimo tempo.
È andata così: a metà novembre 2018, 15 giorni dopo averci ordinato una pressa meccanica eccentrica a ciclo continuo da 450 tonnellate, il nostro cliente ha un incontro con uno dei suoi più importanti clienti tedeschi, un’azienda notissima nel settore riscaldamento e impianti idraulici civili, che mette sul tavolo una serie di nuovi pezzi, in una lega di ottone inventata da loro, per la quale nessuno ha esperienza di stampaggio.
In poche parole, una sfida per il nostro cliente: “Questi sono i nuovi pezzi da produrre, le misure vanno dal raccordo piccolo a quello che pesa vari chili, e se vuole l’ordine deve essere in grado di fare tutta la gamma, ed essere pronto a partire in tempi brevissimi.”
Il nostro cliente è venuto da noi chiedendoci indicazioni sulla tecnica di stampaggio di questa lega ad alto contenuto di rame, per sapere quale pressa e quali forze fossero necessarie, ma anche quale forno e quali temperature servissero.
La nostra risposta è stata mettergli a disposizione quello che abbiamo sempre in azienda, essendo sempre pronti per queste evenienze: le presse per stampaggio a caldo, i forni di riscaldamento a induzione e a gas, e naturalmente tutta la collaborazione del nostro staff. Abbiamo immediatamente organizzato delle prove di stampaggio e realizzato una prima campionatura di pezzi: grazie al sistema Calipso di raccolta e analisi dati di processo, il nostro cliente ha potuto capire quali forze e quali temperature servono per stampare questa particolare lega di rame.
La soluzione last minute di Mecolpress
Tutto questo processo ha anche portato a capire che la nuova pressa appena ordinata dal nostro cliente non sarebbe stata adatta per questi prodotti, che per essere stampati in modo efficace necessitano di poter controllare con precisione il flusso del materiale nello stampo.
La soluzione? Trasformare l’ordine di pressa eccentrica a ciclo continuo in una pressa idraulica della serie ME, che grazie alla sua tecnologia costruttiva e ad un sofisticato software permette una totale programmazione del processo di stampaggio.
Da Mecolpress, inoltre, le presse idrauliche sono disponibili con tempi di consegna estremamente ridotti, a partire addirittura da 4 settimane per alcuni modelli. Questo perché con l’esperienza di mercato che abbiamo accumulato negli anni e dopo le tante presse idrauliche vendute, siamo in grado di anticipare le necessità dei clienti ed avere già quasi pronte le presse che venderemo domani.
Il nostro cliente ha quindi potuto tornare dal suo cliente tedesco e confermargli che in soli tre mesi dalla data del loro primo incontro sarebbe stato in grado di soddisfarlo, con una linea di stampaggio nuova, ad alta tecnologia, dedicata al suo prodotto ed in grado di garantire la qualità dei pezzi stampati.
Una sfida vinta per il nostro cliente, e una soddisfazione per noi averlo aiutato a consolidare la sua immagine di fornitore di altissima affidabilità presso i suoi clienti.
Anche tu devi far fronte a nuove richieste critiche?

Stampaggio a caldo dell’ottone: i vantaggi di questo materiale
L’ottone e le sue proprietà
L’ottone è una lega costituita da piombo, rame, zinco ed altri metalli, la cui percentuale è variabile. Il componente principale di questa lega è il rame che ha una percentuale compresa tra il 55% e il 62%. Questo alto contenuto di rame rende l’ottone un buon conduttore di elettricità e un materiale di facile lavorazione meccanica poiché non usura velocemente gli utensili da taglio come succede invece con il ferro o l’acciaio.
Altre proprietà tipiche dell’ottone sono:
- Facilità di riciclo: spesso viene rifuso e riutilizzato nuovamente per produrre nuovi particolari.
- Resistenza ad un ampio range di temperature: durante il processo di stampaggio a caldo l’ottone riesce a sostenere, senza creare particolari criticità, un discreto intervallo di temperature il che semplifica notevolmente il lavoro, consentendo una maggior tolleranza nell’impiego dei macchinari.
- Mancata ossidazione: durante la fase di riscaldamento all’interno dello stampo questo metallo non è soggetto a rilevante ossidazione.
- Elevata resistenza alla corrosione: l’ottone è una lega non ferrosa e quindi non si arrugginisce.
I settori di applicazione dell’ottone
Grazie al suo colore simile all’oro, l’ottone viene utilizzato anche per la realizzazione di elementi decorativi, particolari di arredamento come ad esempio maniglie e finiture per mobili, componenti di capi d’abbigliamento tra cui tiranti delle cerniere e fibbie per cinture.
Altro settore di particolare rilievo è costituito dal controllo dei fluidi. Questo metallo si presta particolarmente per la produzione di valvole, raccordi e rubinetti; poiché sono state realizzate specifiche leghe in ottone con un contenuto trascurabile di piombo, i particolari così prodotti sono quindi adatti al contatto con l’acqua potabile. Queste leghe speciali sono definite come Lead-free.
Infine, come già sottolineato, l’ottone è un buon conduttore elettrico e questa sua proprietà lo rende adatto alla realizzazione di componenti elettrici ed elettromeccanici tra cui parti di interruttori, contatti e morsetti.
Il processo di stampaggio a caldo dell’ottone
L’ottone, che grazie alla sua particolare plasticità consente di produrre forme geometriche complesse con lavorazioni semplici, viene stampato a caldo nel seguente modo: la pressa chiudendo gli stampi, con un solo colpo alla billetta la trasforma nel pezzo da realizzare (a differenza dell’acciaio che richiede quasi sempre più colpi in sequenza). All’interno delle due metà dello stampo, che presentano la forma del pezzo da realizzare, viene depositata una quantità sufficiente di metallo per riempire perfettamente tutta la cavità venutasi a creare tra i due stampi una volta sovrapposti tra loro e chiusi.
Presse per lo stampaggio a caldo dell’ottone
Per lo stampaggio dell’ottone a caldo è possibile utilizzare presse a ciclo continuo oppure presse a ciclo singolo. La pressa a ciclo continuo è dotata di una slitta che si muove in continuazione senza fermarsi. Il carico delle billette e lo scarico dei pezzi stampati viene regolato in automatico dall’elettronica di controllo. La pressa a ciclo singolo invece prevede, alla riapertura degli stampi dopo un singolo colpo, che sia l’operatore o il PLC ad inviare il comando per una nuova discesa e chiusura degli stampi.
Presse Mecolpress per lo stampaggio a caldo dell’ottone
Per lo stampaggio a caldo di particolari in ottone noi di Mecolpress proponiamo numerose presse meccaniche ed idrauliche con diverse caratteristiche a seconda della tipologia di produzione desiderata. Ultimamente abbiamo sviluppato un’innovativa tecnologia sulle nostre presse idrauliche per stampare quattro pezzi in un unico colpo che consente un notevole risparmio sui costi produttivi, scopri come leggendo l’articolo !

Stampaggio a caldo dell’ottone senza bava, un caso di successo
Lo stampaggio a caldo dell’ottone e i suoi settori di applicazione
I particolari in ottone stampati a caldo vengono impiegati in molti ambiti tra cui ad esempio l’abbigliamento o l’edilizia. Le fibbie delle cinture, le levette delle cerniere e le maniglie delle porte sono tutti esempi di pezzi realizzati con questo materiale e ottenuti tramite presse per lo stampaggio a caldo.
Tra i vari settori di applicazione tuttavia quello che spicca maggiormente è quello del controllo dei fluidi e della raccorderia.
- Particolari di rubinetteria
- Valvole per le bombole GPL e gas ad alta pressione
- Valvole a sfera per acqua, gas e olio
- Corpi per i contatori dell’acqua
- Raccordi per il riscaldamento sia normale che a pavimento sono tutti componenti in ottone.
Questa tipologia di prodotto attualmente risente sul mercato della concorrenza molto forte dei Paesi in cui la manodopera costa meno e dove probabilmente in alcuni casi viene utilizzata una lega di ottone che risponde principalmente alle esigenze locali e alla disponibilità del momento, più che soddisfare gli standard qualitativi internazionali. Produrre questo tipo di particolari in Europa conservando competitività sul mercato rappresenta quindi una sfida per molte aziende.
Stampare a caldo senza bava quattro pezzi in ottone alla volta
Parlando con un nostro cliente che ha sede produttiva in Europa e che realizza particolari in ottone, abbiamo toccato con mano la sua reale difficoltà a rimanere sul mercato. Da qui l’idea di trovare una soluzione che potesse consentirgli di aumentare la produttività e ridurre sensibilmente il materiale di scarto per risparmiare sui costi.
Il nostro staff, in collaborazione con l’ufficio tecnico del cliente, ha identificato quindi due diversi stampi: uno per la produzione di un raccordo portagomma ed un altro per una curva a 90°. Questi nuovi stampi sono stati progettati per sfruttare la potenzialità delle nostre presse idrauliche della serie ME di stampare senza bava ed il risultato è stato stampare quattro pezzi in una sola volta.
Per ottenere questo risultato occorre dotare una delle nostre presse idrauliche standard, come ad esempio la ME250/4G100, di alcuni accessori opzionali (tra cui ovviamente il sistema di carico billette), concettualmente semplici ma estremamente performanti.
Questo sistema si contraddistingue per il suo tratto fortemente innovativo, dato che al momento solo le presse Mecolpress possono fornire questo risultato (Stampare 4 pezzi alla volta senza bava) che sicuramente ha portato dei grandi vantaggi anche al nostro cliente in termini di marginalità sul costo del prodotto.
Tramite questa pressa specifica per la lavorazione dell’ottone infatti è possibile produrre in media 4.500 pezzi all’ora senza bava.
Lo stampaggio a caldo dei metalli
Stampaggio metalli: a caldo o a freddo?
La lavorazione tramite presse dei metalli comunemente usati per la produzione industriale come ad esempio l’alluminio e l’ottone può avvenire in due modi:
- Uno è lo stampaggio a freddo, ad esempio effettuato su un pezzo avente già una sua forma e che viene coniato dalla pressa in modo da calibrarlo e compattarlo. Lo stampaggio a freddo è adatto soprattutto per particolari di piccole dimensioni e grandi lotti produttivi, come le viti. Macchinari adeguati per questo tipo di processo sono i nostri bilancieri, le presse a vite.
- Lo stampaggio a caldo dei metalli si distingue da quello a freddo perché consente di ottenere pezzi di alta qualità attraverso un’importante deformazione del materiale di partenza. Lavorando l’ottone, il rame, il titanio, l’acciaio e l’alluminio tramite presse per lo stampaggio a caldo infatti si riescono a produrre forme particolari, dalle geometrie anche complesse. Per realizzare questo stampaggio noi di Mecolpress proponiamo, oltre alle già citate presse a vite, anche presse meccaniche e presse idrauliche a seconda delle esigenze produttive espresse del cliente.
Presse meccaniche e presse idrauliche per lo stampaggio a caldo
La pressa meccanica è in grado di stampare a caldo anche particolari complessi. Alla fine del processo i pezzi lavorati presentano spesso ancora dei residui di bava che possono essere eliminati tramite l’impiego di una sbavatrice, macchinario che rientra nella gamma dei prodotti da noi offerti.
La pressa meccanica eccentrica a ciclo continuo è consigliata per chi ha esigenze di elevata produttività mentre la pressa idraulica è più indicata per pezzi dalle forme altamente complesse e che richiederebbero altrimenti l’impiego di tanto materiale. Questo tipo di pressa infatti è in grado di far risparmiare sul materiale utilizzato offrendo allo stampatore un buon margine sul costo del prodotto. Inoltre realizzando i particolari con le presse idrauliche per lo stampaggio a caldo è molto più ampia la gamma di pezzi producibili senza bava al termine del ciclo produttivo, grazie ad una applicazione progressiva e programmabile delle forze. Altro tratto distintivo di questa tipologia di presse è la flessibilità, data dall’ampio numero di funzioni disponibili.
La linea di stampaggio a caldo
Per lo stampaggio dei metalli occorrono un forno, che può essere elettrico (a induzione) oppure a gas, e una pressa. Questa è la linea produttiva di base per lavorare alluminio, ottone, rame, titanio e acciaio; linea che può essere completata a monte da una segatrice che taglia la barra di metallo in billette e da una grafitatrice dove vengono trattate le billette con la grafite prima che vengano inserite nel forno, in modo che queste assorbano meglio il calore e rimangano lubrificate.
La grafitatura, che offre dei vantaggi notevoli a livello produttivo, tra cui un minor consumo di gas nel forno e una maggior durata degli stampi, è però adatta solo per determinati tipologie di produzione. È sconsigliata ad esempio per la produzione di particolari che una volta stampati dovranno essere cromati o sottoposti ad altri particolari trattamenti. Il nostro ufficio vendite è a disposizione dei nostri clienti per consigliare la migliore composizione della linea di stampaggio a seconda del prodotto e del settore applicativo.
I metalli lavorati a caldo
La scelta di una determinata pressa per il proprio ciclo di produzione si basa sulla tipologia del materiale impiegato dallo stampatore e sulle forme da realizzare.
Se si lavora l’ottone è più indicata la pressa idraulica rispetto al bilanciere, preferibile per la realizzazione di pezzi in titanio ed acciaio. Le presse meccaniche eccentriche sono impiegate per tutti i metalli, anche per lo stampaggio a caldo del rame. Il nostro ufficio vendite è a disposizione dei clienti per offrire la miglior soluzione tecnica per la singola realtà produttiva.
Per ulteriori informazioni sui macchinari dello stampaggio a caldo contattaci scrivendo a sales@mecolpress.com

Il titanio e le sue proprietà
Oltre ad essere il quarto tra i metalli per abbondanza, il titanio è il nono elemento in ordine di utilizzazione industriale. Lo precedono – naturalmente – l’alluminio, il ferro e il magnesio.
Con peso atomico 47,867, è leggero e robusto: le sue proprietà combinano alta resistenza, tenacità, rigidità, bassa densità e buona resistenza alla corrosione.
La sua bassa densità (circa il 60% della densità del ferro) può essere rafforzata tramite elementi leganti e processi di deformazione. Non-magnetico, ha una buona proprietà di scambio termico. Il suo coefficiente di dilatazione termica è un po’ inferiore a quello degli acciai e meno della metà di quello dell’alluminio.
Altra proprietà utile è l’alto punto di fusione di 3135 ° F (1725 ° C), superiore di circa 400 ° C a quello dell’acciaio e di circa 2000 ° C a quello dell’alluminio.
Il titanio può essere passivato e resiste agli attacchi di acidi e base meglio dell’acciaio inossidabile. Le eccellenti resistenza alla corrosione e biocompatibilità, unite alla resistenza, lo rendono adatto alle applicazioni chimiche e petrolchimiche, ambienti marini e applicazioni biomedicali.
Per quanto riguarda la conduttività elettrica, quella del titanio è il 3,1% di quella del rame. Il titanio, dunque, non è un buon conduttore di elettricità, ed offre una elevata resistenza elettrica.
Per una visione più completa, ecco le proprietà del titanio raggruppate in una tabella:
| Principali caratteristiche del titanio | |
| Peso specifico | 4.5 g/cm3 |
| Densità | 4500 Kg/m3 |
| Temperatura di fusione | 1680 °C |
| Conduttività termica | 17 W/m°C |
| Coefficiente di espansione lineare (20-100 °C) | 8.9*10-6 /°C |
| Conduttività elettrica | 3% IACS (rame 100%) |
Dal titanio puro alle leghe
Il titanio commercialmente puro viene classificato in quattro gradi, che differiscono sostanzialmente per
- la resistenza;
- l’usabilità.
In estrema sintesi, la prima aumenta e la seconda diminuisce all’alzarsi del grado,
Le leghe di titanio si suddividono in:
- titanio commercialmente puro (CO): è il raggruppamento che contiene la maggior percentuale di titanio. Tipiche sono l’elevata resistenza a corrosione e caratteristiche meccaniche di valore medio basso.
- Leghe α: presentano buona saldabilità e mantenimento delle caratteristiche meccaniche anche a temperature elevate di esercizio, grazie al contenuto generalmente alto di alluminio. L’impiego nei componenti particolarmente sollecitati è impedito dal fatto che non possono essere sottoposte a nessun trattamento termico.
- Leghe b: garantiscono le migliori proprietà meccaniche. Hanno saldabilità molto limitata o nulla, vengono impiegate nelle costruzioni di bulloni, molle e parti fortemente sollecitate.
- Leghe α+b: nel gruppo figurano le leghe più utilizzate, con elevate caratteristiche meccaniche e largamente usate nella produzione di parti per aerei.
Le leghe di titanio, piuttosto numerose, vengono classificate in gradi.
Nella manifattura tradizionale, come anche nella stampa 3D, sono in particolare usate:
- la Ti6Al4V (grado 5)
- la Ti6Al4V ELI (grado 23).
Tra tutte le leghe di titanio, il grado 5 è la più usata: componenti di motori, parti strutturali di auto e aerei, elementi di fissaggio aerospaziali, e anche attrezzature sportive di alto livello.
La Ti 6Al4V ELI, o semplicemente grado 23, è la versione più pura del grado 5. Grazie alla sua biocompatibilità, alla buona resistenza alla fatica e al basso modulo può essere impiegato in ambito dentale e medico.
Stampaggio a caldo e a freddo del titanio
Stampato a caldo o a freddo, il titanio consente di realizzare lavorazioni speciali di qualità eccellente.
In particolare, il processo a caldo garantisce significativi vantaggi quali:
- incremento della resistenza: la continuità longitudinale, anche nella zona critica di passaggio tra testa e gambo, si mantiene inalterata. La materia prima può essere modellata evitando gli intagli tipici dei tradizionali lavori di tornitura. Diminuiscono i fenomeni di distacco tra testa e gambo, frequenti nei lavorati sottoposti a eccessiva sollecitazione. L’assenza di fibre tagliate incrementa la resistenza.
- risparmio di materia prima; ottimizzazione dei costi. Non si creano trucioli durante il processo: la materia prima non si spreca e il prezzo del prodotto si abbassa.
Vantaggi e svantaggi dell’utilizzo del titanio
Vantaggi:
- Basso peso specifico
- Durezza
- Desistenza alla corrosione
- Bassa conducibilità termica
- Radiotrasparenza
- Biochimicamente inerte
- Biotollerabilità
- Atossicità
- Assenza di sapore
- Resistenza alla masticazione
Svantaggi:
- Fusione non sufficientemente precisa
- Formazione di uno strato di ossido sulle superfici
- Distacchi del rivestimento in ceramica
- Porosità interne
- Porosità superficiali che permettono accumuli di placca superiori rispetto alle leghe tradizionali.
La breve carrellata di notizie su un metallo tanto promettente (per settori in espansione quali il medicale, per dirne uno) come il titanio dimostra come praticamente tutti gli svantaggi suindicati si presentino in caso di fusione, e siano quindi totalmente evitati dallo stampaggio a caldo con adeguati forno e pressa, accanto a un consulente esperto che possa indirizzare la scelta della macchina giusta, consigliarne le modalità di esercizio e naturalmente garantire un’impeccabile assistenza che eviti criticità e tensioni al momento di entrare in operatività.

Interviste in azienda: Riccardo Segreto
Presso gli uffici di Mecolpress abbiamo incontrato il signor Riccardo Segreto, responsabile del reparto prove stampi e stampaggio ottone.
Qual è il suo ruolo in azienda?
Seguo la progettazione degli stampi per lo stampaggio di componenti sia in ottone sia in alluminio. Seguo, poi, la prova iniziale e la messa in funzione dello stampo, con tutte le operazioni necessarie a predisporlo, a farlo funzionare al meglio, suggerendo anche la dovuta manutenzione.
Da quale settore proviene?
Ho 25 anni di esperienza nel settore dello stampaggio, durante i quali mi sono prevalentemente occupato di stampaggio a caldo dell’ottone.
Parliamo, quindi, prevalentemente, di ottone. Ce ne sono varie qualità…
Effettivamente l’ottone è una lega che può declinarsi in tante diverse tipologie. Negli ultimi tempi si sta affermando la tendenza a produrlo senza piombo. In questo l’Italia segue la Germania, dove già da un paio d’anni usano Ecobrass, che è appunto privo di piombo. Poiché in buona parte la componentistica prodotta in ottone si indirizza all’idraulica e all’impiantistica domestica è evidente che la presenza del piombo rappresenta un pericolo.
Nel settore della rubinetteria, raccorderia e componenti, le stesse normative vietano l’uso del piombo.
È un bene per la nostra alla salute, ma sottrarre il piombo dalla lega di ottone significa ridurne la lavorabilità e la cosa si ripercuote sulle macchine, perché quelle tradizionali non sono più adeguate, a causa per esempio di tempi ciclo molto alti o di vibrazioni incontrollabili in fase di lavorazione.
Criticità che arrivano, quindi, alle macchine. Qual è la risposta da parte di Mecolpress?
La filosofia aziendale spinge sulla qualità assoluta. Tradotto in termini concreti, per quanto riguarda l’ottone significa essere in grado di stampare senza bava. In questo le nostre presse idrauliche sono veramente efficaci. Sono macchine che garantiscono una drastica riduzione degli scarti e un’ottima qualità dei pezzi.
Parla di tutti i pezzi, senza differenze?
Sì, la gamma delle produzioni è davvero ampia, dalle valvole a sfera ai raccordi a T, da componenti per impianti gas a parti automobilistiche. La scelta è completa.
Quali altre caratteristiche concorrono al buon lavoro della macchina?
Ribadendo che quando non c’è bava si possono considerare risolti molti problemi, citerei il programma di simulazione che è un valido aiuto per lo stampaggio di pezzi molto particolari. È un programma che, datagli la giusta parametrizzazione dai progettisti di Mecolpress, mostra il flusso del materiale nello stampo, permettendo di prevenire difetti di deformazione nei punti d’impatto o le brusche alterazioni di temperatura che generano criticità nei pezzi. Anche se non sostituisce la sensibilità di un artigiano, e la sua esperienza, riesce a indicare con attendibilità i punti che necessitano di aggiustamenti o correzioni. E consente – questo è il vantaggio – di intervenire per tempo.
Il messaggio di Mecolpress è soprattutto un richiamo alla qualità. Come reagiscono i clienti?
Molti degli operatori del nostro ambiente si sono ormai convinti che la nostra leva di vantaggio è la qualità. Hanno capito che per restare attivi sul mercato internazionale devono tutelarsi, non rinunciare alle caratteristiche per le quali le aziende italiane si sono sempre fatte apprezzare nel mondo. Non conviene perdersi nella gara delle commesse strappate per qualche euro, ma offrire sempre uno standard qualitativo del 100%. È il tratto distintivo delle nostre presse e quello che porta le più grandi soddisfazioni.
Cito volentieri l’ultima, che ci vede impegnati con un test di 100mila pezzi (rubinetteria sanitaria in ottone) commissionati da un produttore tedesco arrivato a noi dopo essersi rivolto invano alla concorrenza. Chiedono di stampare 100mila pezzi senza bava e senza cambiare lo stampo: abbiamo raccolto la sfida, ma siamo anche sicuri che prenderemo la commessa.

La parola ad un nostro cliente “storico”: Isval
Azienda di riferimento nel settore dello stampaggio a caldo e della lavorazione dell’ottone, rame ed alluminio, Isval è certificata ISO 9002 sin dal 1993 ed ISO 9001 dal 2002. Qui abbiamo incontrato il signor Beccalossi, da molti anni cliente della Mecolpress.
Lei è un fedele cliente di Mecolpress. Su quali fattori fonda la preferenza per noi?
Parlerei senz’altro di fiducia. Negli anni il nostro rapporto si è consolidato, fino al punto che possiamo dire di relazionarci con amici più che con fornitori.
A che anno risale il primo acquisto?
Dobbiamo tornare indietro di vari decenni. Noi prendevamo già bilancieri Dellavia e del marchio svizzero Osterwalder. Quando poi questi marchi sono stati acquisiti da Mecolpress, il rapporto è rimasto esclusivo.
Tra i vari offerenti nostri concorrenti, produttori di macchine simili, ne avrà valutati anche altri… cosa Mecolpress può offrire di più?
La nostra filosofia aziendale è fondata sulla continuità, nel senso che una volta intrapresa una strada difficilmente l’abbandoniamo. Di Mecolpress abbiamo sempre molto apprezzato la grande disponibilità e la tempestività del servizio di assistenza post-vendita.
L’assistenza è effettivamente uno dei nostri fiori all’occhiello!
Lo confermo: in qualità di cliente ho sempre avuto l’impressione che ci fosse per noi una grande attenzione, come un occhio di riguardo.
Va anche detto che restringere il numero dei fornitori significa “guadagnare” il diritto ad un’assistenza prioritaria…
L‘importante è che le esigenze si incontrino e devo dire che in tanti anni non abbiamo avuto grossi problemi, e se ne abbiamo avuti sono stati risolti molto tempestivamente.
Oggi avete più di 20 macchine Mecolpress, o comunque dei marchi che Mecolpress oggi rappresenta, Osterwalder e Dellavia. Tra queste ce n’è qualcuna di cui è particolarmente soddisfatto?
Tra bilancieri, presse a forgiare, presse a forare… sono molto soddisfatto delle ultime, la 45 e anche la 400 diretta, la SOV4 a forgiare verticale. C’è stata da apportare solo qualche correzione all’avviamento della 45 per quanto riguarda la filtrazione dell’olio, ma sembra che dipenda da un componente che anche Mecolpress acquista.
E in tema di innovazione, crede che Mecolpress si muova in maniera interessante?
Sì, io darei un voto molto positivo all’azienda sotto questo aspetto. Penso soprattutto al cuscino idraulico Soft-Impact montato sull’ultima macchina acquistata, la SEO45 a ciclo continuo.
Non so se in questo scenario di ampia soddisfazione c’è spazio per qualche appunto.
Se devo trovare una richiesta da fare, sottolineo l’importanza per una azienda come la nostra che le date di consegna siano rispettate scrupolosamente. È capitato di dover sostituire dei componenti e l’attesa si è prolungata oltre le previsioni, comportando per noi la necessità di rivedere la pianificazione del lavoro.
Complessivamente, guardando al passato e il lungo rapporto con Mecolpress, la definirebbe un’azienda capace di stare al passo dei clienti, affidabile ma anche elastica e rapida nel reperire le risorse?
C’è in generale molta più fretta di una volta nel nostro mondo e questo impone di essere non solo rapidi ma anche molto flessibili rispetto alle esigenze (spesso in continua mutazione) dei clienti. Ma Mecolpress è sempre un ottimo interlocutore, andando sempre al di là del ruolo del fornitore. Negli anni abbiamo potuto testare in molte occasioni la ricettività nel prendere atto di un problema, o delle caratteristiche complesse di qualche commessa, e la competenza messa a nostra disposizione, cercando le soluzioni migliori.












