Oltre la pressa: grande cura per tutti i segmenti della lavorazione
Le ragioni per apprezzare (e preferire…) la modularità
Nella progettazione e nella realizzazione di diverse linee di stampaggio, c’è un denominatore comune, ed è la macchina principale, il cuore dell’intero progetto: la pressa.
Si tratti di stampare alluminio o ottone, il costruttore di presse deve avere una visiona allargata, che sappia considerare tutto il processo, dalla barra di materia prima al pezzo finito. Un’ottima pressa deve nascere ‘pensata’ in modo da poter lavorare in sinergia con le altre componenti della linea, per garantire all’utilizzatore il massimo dell’efficacia e il minimo dello spreco.
Ogni cliente che acquista macchinari cerca presso il costruttore affidabilità: la tranquillità di dotarsi di un prodotto che “renda”, che dia soddisfazioni e non grattacapi.
Naturalmente il momento della scelta iniziale della macchina è cruciale, ed è determinato dalla comprensione della varietà e variabilità nel tempo delle esigenze del cliente e dalla competenza del costruttore nel saperle soddisfare.
Poi arriveranno fasi che non possono considerarsi ‘meno’ cruciali: installazione e messa in funzione, tanto per dirne due. Sono momenti trascorreranno tranquilli se si ha al proprio fianco chi si assume in pieno la responsabilità di aver fornito la macchina, di verificare che funzioni e come atteso dal cliente, essendo presente dall’avvio, per l’intera vita di esercizio della macchina.
Impegnarsi a garantire tutto questo significa essere completamente ‘padroni’ della propria tecnologia e dei vari componenti che compongono la linea, pensati come tanti diversi ‘segmenti’ di un intero. Tutti sappiamo che, per funzionare e andare in produzione, le presse hanno bisogno di accessori, come ad esempio segatrice, forno, sbavatrice…
Sono segmenti a cui il costruttore di presse esperto sa attribuire la giusta importanza, indirizzando il cliente verso la scelta più opportuna (sia per caratteristiche tecniche che di budget), proponendogli le più corrette soluzioni, siano fornite dal costruttore stesso o siano reperibili direttamente dal cliente presso altri produttori specializzati.
L’abitudine a pensare e studiare ogni singolo ‘segmento’ della linea di stampaggio affinché contribuisca al meglio, nella sua specificità, alla efficienza della linea, ha un nome: modularità.
Le numerose ‘storie’ di soddisfazione dei clienti “Top performer” indicano la modularità come la strada più efficace da percorrere.
A quanti elementi, realisticamente, si collega una pressa? L’elenco è lungo:
- forni di riscaldo tradizionale a gas,
- forni di riscaldo ad induzione,
- grafitatrici,
- bracci o Robot esterni e di terzi per carico e scarico macchina,
- tranciabave,
- sabbiatrici,…

Di fronte a un sistema tanto articolato, l’esperienza ci insegna che non c’è ‘compattezza’ che tenga. Non c’è dubbio che allestire una linea secondo il criterio della modularità richiederà:
- tempo e pazienza;
- la consulenza attiva del costruttore;
- la necessità di informarsi e aggiornarsi sulle proposte del mercato
- disporre, una volta effettuate le scelte e acquistate le varie componenti, degli spazi adatti a collocarle…ma ripartiamo proprio da qui. La possibilità di “salvare” spazi, uno degli argomenti principali dell’offerta dei produttori di linee compatte, sembra in effetti un vantaggio non da poco.
Tuttavia, fondere tante macchine specifiche in una sola soluzione ‘compatta’ per il supposto vantaggio di risparmiare spazio, rischia di pregiudicare le sorti della produzione. Non cambia purtroppo il dato di fatto che basta la rottura di un singolo elemento per fermare l’intera attività della “linea compatta”. Quindi il rischio è: ho ottimizzato lo spazio, ma la banale rottura ad esempio di una lama della cesoiatrice causa il fermo produzione totale.
A quel punto l’aver risparmiato spazio non sarà una grande consolazione, purtroppo.
Lo stile della modularità appartiene per tradizione a chi conosce approfonditamente le questioni e le problematiche che chi stampa affronta tutti i giorni. Chi possiede questo tipo di conoscenza sa anche bene che il poter intervenire in maniera mirata e indipendente su ogni componente della linea non ha prezzo.
Il concetto modulare, che come abbiamo visto prevede di avere la pressa in linea ma separata dal forno e addirittura non in linea con le altre macchine (come, ad esempio, la segatrice o la grafitatrice, che lavorando indipendenti, creano degli stock “polmone” di semilavorati), permette:
▲ la massima flessibilità: il cliente può scegliere i componenti che preferisce (Forno a gas o induzione, segatrice o cesoiatrice…), variarli in futuro per rispondere a nuove esigenze, e adattare il layout della linea ad una azienda che si sviluppa.
▲ la pressa, essendo indipendente da forno e segatrice, potrà in futuro essere utilizzata per stampare anche altri tipi di lega di ottone, nonché rame, alluminio.
Se segatrice, forno e pressa sono “fusi” in un’unica macchina, questo non è possibile.
▲ Ogni macchina può dare il meglio di sé (una buona segatrice può tagliare ben più billette/ora di quante una pressa ne stampa) e non adeguarsi alla velocità della macchina più lenta.
▲ La linea potrà essere facilmente adattata a billette non cilindriche classiche da barre, ma anche, ad esempio precurvate, a disco, con profilo speciale.
▲ la massima efficienza: ogni macchina è indipendente, la pressa può forgiare quando la segatrice ha bisogno di un cambio lame; viceversa, quando cambio lo stampo sulla pressa, la segatrice può continuare a preparare billette.
Una solida conoscenza dei macchinari è la base irrinunciabile che consente al costruttore di presse di progettare e proporre la soluzione tecnica ed economica più adatta alle necessità del cliente.
Essendo inoltre specializzato in presse e non essendo obbligato a fornire insieme alla pressa la sua e solo la sua segatrice/cesoiatrice e il suo forno, potrà consigliare al cliente le soluzioni che meglio si adattano alle sue specifiche esigenze.
Il range delle proposte è ampissimo, ed è possibile spaziare da linee nuove, in cui ognuno dei componenti è totalmente nuovo e realizzato dal migliore costruttore specifico, a linee in cui una o più parti sono revisionate. Ma è benvenuto anche il cliente che, scelto il costruttore della pressa per ragioni di fiducia e di affidabilità, gli si rivolge per avere consulenze e indicazioni per gli altri componenti da aggiungere fino ad avere una linea completa, “ad hoc” tanto per le esigenze tecniche produttive quanto per quelle “di portafoglio”.
A prescindere dal vostro settore di appartenenza: termoidraulica; gas; automotive; ferroviario; biomedicale; viteria speciale; componenti abbigliamento si conferma sempre che la modularità è vincente, proprio per la flessibilità che garantisce alla linea di stampaggio e nel mantenerne l’efficienza.
Risparmio di materiale con il Gruppo Estrusore
L’attrezzatura più comunemente installata sulle presse meccaniche eccentriche è il GE (gruppo estrusore).
Utilizzato nella produzione dei pezzi forati, è disponibile in più di una taglia. Ognuna di queste, in relazione alla sua misura, consente di stampare pezzi di dimensioni via via più ampie, fino ad arrivare alle valvole da 2” (pollici).
Grazie alla produzione di pezzi forati tramite il GE (gruppo estrusore ) è possibile quindi ottenere una forte riduzione del materiale di scarto durante le fasi di produzione.
Tramite questo attrezzo è possibile infatti risparmiare fino al 40% del materiale rispetto alle modalità di stampaggio piene, senza forature!
Come funziona il Gruppo Estrusore?
Quando è in funzione, il gruppo estrusore, attraverso il movimento verticale impostogli dalla discesa della slitta, dà vita al movimento orizzontale di 4 carrelli. Il compito dei carrelli così movimentati è andare a creare delle cavità (forature) nei pezzi, garantendo una significativa riduzione del materiale di scarto durante le fasi di produzione.
Con il movimento il GE distribuisce l’energia generata dalla pressa sui 4 carrelli. Tale trasferimento di energia è collegato al pezzo che si sta stampando e durante la deformazione il materiale richiederà sempre più forza, in particolare gli spessori dei diaframmi fra i fori potranno richiedere sforzi anche superiori alle 450 tonnellate.
Utilizzo del Gruppo Estrusore
Il Gruppo Estrusore è un’attrezzatura che diviene operativa a temperature medie (350-400 °C) e deforma il materiale in un range di temperature considerevolmente ampio: si passa infatti dai 400 °C dell’alluminio ai 1100 °C del rame.
Il gruppo estrusore consente, in effetti, lo stampaggio in simultanea di più pezzi (sino a 4), contemporaneamente a un ciclo variabile dai 6 ai 45 colpi al minuto. In piena produzione, dunque, una pressa in ciclo continuo può quindi produrre fino a 180 particolari ogni minuto.
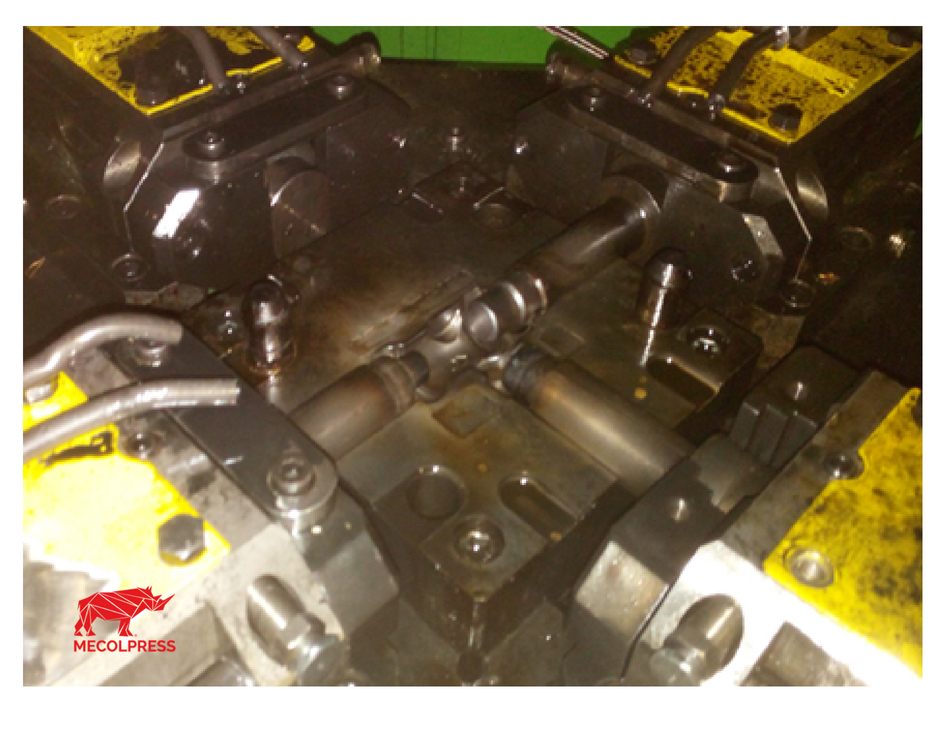
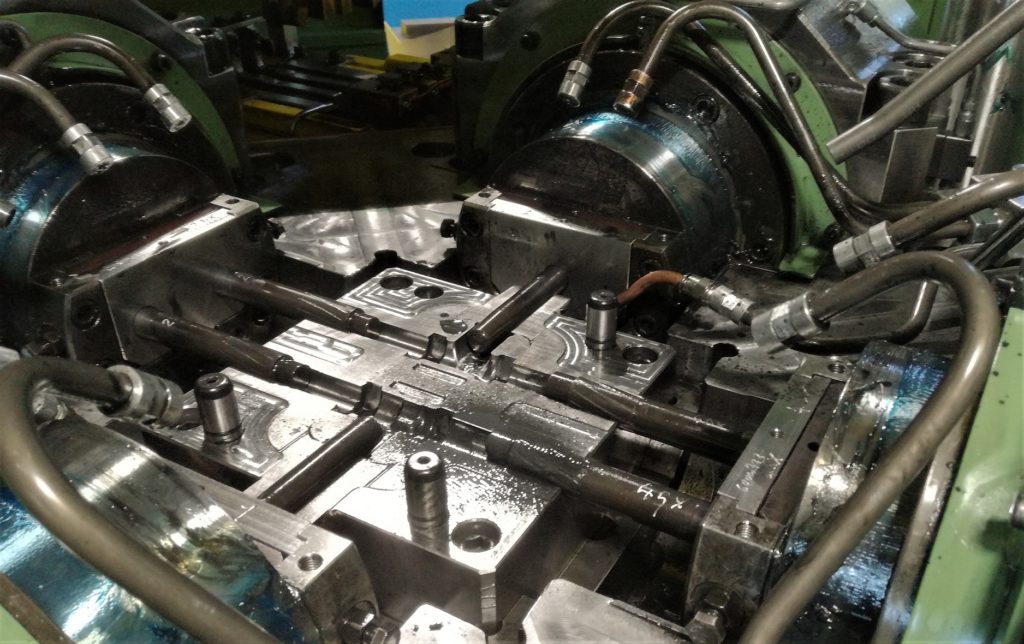
Nell’immagine sotto riportata è visibile un gruppo estrusore in produzione. È possibile identificare i 4 carrelli (di colore giallo) e, al centro, lo stampo su cui verrà deformato il materiale di stampaggio, in questo caso ottone.
attrezzo GE
In questo video è possibile vedere il GE in funzione:

L’Assistenza-post vendita in Mecolpress
In Mecolpress, la customer care è una certezza. Parola del coordinatore dell’assistenza post-vendita Francesco Minoni che, in questa intervista, ci racconta tutto di un servizio proiettato nel futuro, con la ricchezza dello storico tracciato e documentato.
“L’assistenza post-vendita è un vanto di Mecolpress, è un servizio nato con l’azienda e con questa è cresciuto e si è sviluppato, – dice Francesco Minoni, coordinatore del reparto dal 2012. “Mecolpress oggi è una realtà completamente digitalizzata. È diventata per noi una questione di routine, ormai, assistere il cliente in tempo reale”.
Alla tempestività, però, si aggiungono i valori della competenza e di una grande disponibilità di materiale. La prima è garantita dalla storia professionale di Francesco, la cui carriera è iniziata in Mecolpress passando attraverso i ruoli del cablatore e quindi dell’installatore, con una solida conoscenza delle macchine che l’azienda produce. Quanto alla disponibilità di materiale, invece, l’efficace risposta di Mecolpress risiede nell’ampiezza delle aree destinate allo stoccaggio di pezzi che possono essere richiesti dai clienti (due capannoni dedicati) e dagli investimenti decisi proprio in favore della voce ‘magazzino’.
Alla consistenza fisica del materiale a disposizione fa riscontro l’archivio informatico in cui sono state traslate, con una puntuale operazione di recupero (mediante scannerizzazione) anche dello ‘storico’ aziendale, tutte le informazioni relative a installazione e manutenzione di ogni macchina, che oggi “possiamo richiamare davvero con un semplice clic”, dice Francesco.
A questo punto non resta che immaginare di essere un cliente in panne. Nel disagio, la buona notizia è sapere di potersi rivolgere a un interlocutore competente, efficiente e – soprattutto – capace di agire rapidamente. “I tempi di attesa, naturalmente – informa Francesco – dipendono dal tipo di guasto. Tuttavia, abbiamo quasi sempre a disposizione, se non il pezzo finito, quello grezzo da cui generarlo. Nel caso di un problema del gruppo ingranaggi, cuore della macchina, se non siamo in grado di fornire il pezzo pronto, abbiamo grezzi e semilavorati già in casa”.
L’assistenza è un punto di forza dell’azienda ma anche una leva di vantaggio nella relazione con i clienti: da quelli storici che conoscono bene l’ampio range della componentistica su cui possono contare, ma anche per i nuovi, o quelli che ricorrono a Mecolpress per consulenze e sostituzioni di macchine di marchi diversi. ‘In questi giorni ad esempio – aggiunge Francesco – stiamo provvedendo a fornire un ricambio di un bilanciere russo che ha 45 anni di esercizio”.
Le problematiche sono parecchie, di tipologie differenti anche a seconda del materiale in utilizzo: “un nostro cliente, ad esempio, produce archi da competizione in alluminio. Vuol dire 700 mm di alluminio da stampare con una macchina immensa, il che è fattibile: con una forza di 1600 tonnellate il pezzo esce finito! Ma il problema è, oltre a lubrificarlo, farlo a misura. Una volta finito, il pezzo in alluminio deve anche soddisfare alti requisiti estetici. Tutt’altro mondo quello dell’acciaio, in cui si affrontano stress meccanico e problematiche di funzionamento, con macchine tirate ai limiti della capacità”.
Dal momento in cui il guasto si manifesta e viene comunicato, cosa succede in Mecolpress? Si risale, grazie al materiale scannerizzato e immediatamente consultabile, in tempo reale al quadro generale di ogni pressa nonché al dettaglio di ogni accessorio. Capire la natura del problema è il compito dell’ufficio assistenza, che poi intraprende le vie più adatte a risolverlo, utilizzando, sempre per ragioni di efficienza e celerità, telefono, e.mail e messaggistica istantanea.
“Il servizio che offriamo – conclude Minoni – è tanto più prezioso perché viviamo un periodo di transizione, in cui le macchine continuano a svilupparsi in senso tecnologico, mentre le forze interne alle aziende non appaiono sempre allineate alla tendenza. Da un lato l’operatore medio è tipicamente poco recettivo rispetto all’utilizzo di nuovi dispositivi, un po’ anche perché il personale interinale manca talvolta delle competenze linguistiche di base. Pensiamo che la formazione potrebbe essere un’idea da perseguire, e c’è chi lo fa, come un nostro cliente che acquistando una pressa ha svolto proprio in Mecolpress un corso di formazione intensivo e molto articolato”.
Conosci il servizio post-assistenza Mecolpress?
Contattaci per saperne di più! Saremo felici di rispondere a ogni tuo dubbio.
Credevo fosse diamante, e invece è… grafite!
La cosa più curiosa da sapere, per quanto riguarda la grafite – una delle forme allotropiche del carbonio, è che può considerarsi dal punto di vista chimico una gemella del diamante. Ma se ne distanzia molto per le proprietà fisiche: tanto per cominciare, è nera! E poi ha un suo, preziosissimo, utilizzo nelle operazioni di rivestimento protettivo di superfici metalliche esposte alla corrosione. Continua a leggere per scoprire di più sulla grafite e sulla grafitatura!
La grafite, un minerale prezioso per l’industria
Al tatto untuosa e scivolosa, la grafite ha lucentezza metallica e densità compresa fra 2,09 e 2,2. Estremamente morbida (con durezza variabile tra 1 e 2), è molto facile da scalfire. Solidifica nel sistema esagonale, non in forma di cristalli ben sviluppati, ma in scaglie o in masse irregolari. È il solo non-metallo buon conduttore di elettricità, mentre conduce male il calore.
Presente in natura come minerale che contiene invariabilmente impurità, è ampiamente distribuita nel mondo; importanti giacimenti si trovano in Inghilterra, Siberia, Madagascar, Messico, Sri Lanka, Canada e numerose località degli Stati Uniti.
Viene prodotta anche artificialmente, riscaldando per 11-13 settimane a 950 °C una miscela di derivati del petrolio e del carbone e trasferendo poi il prodotto della cottura in forni elettrici, dove per 4-5 settimane permane alla temperatura di 2800 °C. Gran parte del processo di grafitizzazione (cioè un riscaldamento a 2500-3000 °C) avviene non solo per la temperatura, ma anche per un raffinamento causato da riduzione a metalli e vaporizzazione degli ossidi metallici presenti nel carbone.
A cosa serve la grafite?
La grafite è utilizzata per gli elettrodi dell’industria elettrochimica, per forni elettrici o crogiuoli destinati ad altissime temperature, in vernici industriali.
E ancora, è impiegata come lubrificante (talvolta mescolata a grasso, oli o acqua), in un trattamento semipermanente che prende il nome di grafitatura e si effettua a protezione delle superfici metalliche.
Il processo di grafitatura
La grafite è un elemento lubrificante e può essere disponibile in polvere o in pasta. Garantisce come risultato l’omogeneizzazione del colore superficiale della billetta. Produce, inoltre, un effetto positivo sul consumo di gas per il riscaldo delle billette di ottone o di alluminio poiché, rendendole nere, favorisce l’assorbimento del calore.
Essendo lubrificante, per quanto riguarda gli stampi contrasta efficacemente:
- consumo
- usura
Evita, inoltre, che le billette si attacchino l’una all’altra nei forni a gas a spinta. Si tratta di un procedimento molto usato in Italia e meno in altri Paesi che, però, non è sempre possibile effettuare (per esempio nel caso di prodotti poi soggetti a cromatura).
Per l’alluminio, è interessante il trattamento realizzato con grafite non nera, ma color argento. Questa colorazione minimizza la visibilità di eventuali macchie sui pezzi.
Grafitatura e lavorazione dei metalli
Le macchine per la grafitatura sono essenzialmente dei tamburi rotanti, in cui si inseriscono i pezzi di barra tagliati, cui si aggiungono pochi grammi di grafite. Durante il tempo necessario di rotolamento, la polvere di grafite si distribuisce omogeneamente su tutti i pezzi, agevolando la successiva fase dello stampaggio a caldo.
Gli obiettivi della lubrificazione, durante la lavorazione dei metalli sono complessi. Le motivazioni per cui si interpone un materiale lubrificante tra il materiale base da lavorare e gli utensili o stampi che producono la deformazione possono riassunte in elenco:
- riduzione dell’attrito;
- riduzione dell’usura;
- realizzazione della finitura superficiale;
- controllo della temperatura;
- controllo del cambiamento di forma;
- controllo della distribuzione della sollecitazione nel prodotto.
Per quanto, in particolare, concerne la realizzazione della finitura superficiale, grazie alle loro proprietà di impedire il contatto metallo/metallo, i lubrificanti possono prevenire lo sviluppo di superfici segnate e scadenti sul prodotto. Ma produrre semplicemente una superficie non danneggiata può non bastare, perché può essere richiesto un aspetto brillante e riflettente oppure opaco. In questo senso, il lubrificante impiegato fa significativamente la differenza.
La grafite si conferma il vero lubrificante classico a film solido. Aderisce bene alle superfici metalliche e per questo viene spesso impiegata per il pre-trattamento di utensili, stampi e matrici, come additivo per gli altri lubrificanti a temperatura ambiente e, particolarmente, come lubrificante per operazioni a temperature elevate. Lo svantaggio consiste nel fatto che la grafite non è facile da rimuovere una volta terminata la lavorazione.
Per un dato processo e materiale da lavorare, la scelta di un tipo di lubrificante è spesso semplice, ma la effettiva selezione di un particolare lubrificante – composizione e condizione ottimali per l’uso – non lo è affatto. Nella realtà operativa si devono prendere in considerazione fattori così numerosi (l’attrezzatura disponibile, il tonnellaggio prodotto, la gamma di prodotti da eseguire con una data attrezzatura, dettagli di trattamenti pre- e post-lavorazione) da far sì che ciascun problema di lubrificazione debba essere trattato per conto suo. Conviene dunque arrivare alla scelta finale del lubrificante solo dopo un’attenta valutazione del lavoro.
Proteggere le superfici metalliche? Affidale a Mecolpress!

Linea di stampaggio a caldo completa di Mecolpress
Linea di stampaggio a caldo completa
Mecolpress ha le capacità e l’esperienza per fornire una linea di stampaggio completa.
Ha definito e realizzato la composizione di diverse linee di stampaggio, occupandosi dell’intero progetto:
dalla scelta iniziale della macchina e relativa interconnessione, installazione e messa in funzione, assumendosi la responsabilità del service e della garanzia post-vendita di tutta la linea.
Mecolpress quindi, oltre naturalmente a progettare e costruire al suo interno le presse per lo stampaggio, è in grado di fornire al cliente un impianto completo chiavi in mano, dalla barra di materia prima al pezzo stampato (ed eventualmente tranciato).
Il cuore produttivo della linea di stampaggio è chiaramente una delle nostre presse, che può essere sia meccanica che idraulica.
Nell’esempio video sotto riportato è stata inserita una pressa meccanica serie SEO.

Linea di Stampaggio a caldo con SEO2
Linea di stampaggio con pressa idraulica ME-G
Le presse idrauliche ME-G si prestano particolarmente ad essere inserite in una linea di stampaggio completa.
Sono macchine appositamente studiate per essere utilizzate nello stampaggio a caldo di particolari in ottone, ma si sono dimostrate estremamente versatili ed adatte anche per altri metalli.
Con questa tipologia di presse Mecolpress ha introdotto nel 2010 un metodo di produzione totalmente nuovo nei processi di forgiatura.
Questa tecnica è chiamata “estrusione inversa“, e consente di ottenere pezzi anche con le più complicate geometrie, in cui la deformazione del metallo è ottenuta da un predeterminato e controllato flusso di materiale.
Questo è generato da un ingresso programmabile dei punzoni nello stampo, dopo che la billetta preriscaldata è stata inserita nello stampo e questo è stato chiuso completamente.
La pressa idraulica ME-G può essere collegata e interfacciata con:
– Segatrici / troncatrici barra,
– Forni di riscaldo tradizionale a gas e ad induzione,
– Forni attrezzati per taglio diretto della barra calda,
– Bracci o Robot esterni e di terzi per carico e scarico macchina,
– tranciabave, sabbiatrici,…
La possibilità di interfacciamento è molto utile per esempio quando, in caso di allarme da parte del forno, la macchina deve essere messa in stand-by e deve tenere traccia del motivo dell’interruzione della produzione.
A sua volta, la ME-G può inviare al forno l’informazione “start / stop avanzamento billetta” e può scambiare segnale di stato operativo con altri componenti della linea di stampaggio, così come i parametri di produzione con i sistemi di supervisione fabbrica dei clienti.

Presse per lo stampaggio a caldo: la tecnologia Mecolpress
Settori di applicazione dello stampaggio a caldo
Mecolpress propone una vasta gamma di presse per lo stampaggio a caldo in grado di soddisfare le esigenze dei singoli clienti e che consentono di realizzare pezzi destinati a diversi settori industriali. Le nostre presse possono essere utilizzate per la produzione di:
- Particolari di termoidraulica;
- Pezzi meccanici in alluminio, rame ed ottone impiegati nel settore del ferroviario e dell’automotive;
- Componenti di abbigliamento tra cui fibbie e tiretti per cerniere;
- Viti in acciaio inox, titanio e acciaio per applicazioni in qualsiasi campo, dall’aeronautico al ferroviario, energetico, eolico…
- Settore della produzione biomedicale di protesi in titanio e acciai altolegati;
Un settore particolare è rappresentato dal biomedicale, infatti con le nostre presse è possibile realizzare pezzi per protesi in titanio. I particolari realizzati con macchinari Mecolpress si rivolgono anche al settore della produzione e distribuzione di gas ad alta pressione, per il settore medicale, automotive e industriale.
Presse meccaniche e non solo, ecco le proposte Mecolpress
Un obbligo funzionale che accomuna indubbiamente questi settori è la precisione durante lo stampaggio della materia, ma anche il lato estetico che si raggiunge attraverso la ricerca delle forme perfette ha una certa rilevanza. Proprio per questo proponiamo diverse tipologie di presse tra cui presse idrauliche, presse meccaniche, bilancieri a frizione ed elettrici, presse a ginocchiera e presse a sbavare in grado di stampare a caldo svariati materiali tra cui l’ottone, l’acciaio, l’alluminio, il titanio e il rame.
Il supporto del nostro dipartimento Ricerca & Sviluppo
La nostra gamma di presse così differenziata al suo interno è frutto del lavoro del nostro reparto di Ricerca & Sviluppo, un team che si rivela essere molto prezioso non solo per noi di Mecolpress ma anche per i nostri clienti in quanto consente loro di realizzare numerosi obiettivi. Innanzitutto, il nostro staff aiuta lo stampatore a individuare i sistemi per ottimizzare la produzione tramite stampaggio a caldo di pezzi in modo che non richiedano successive lavorazioni. Inoltre i nostri esperti possono valutare quali siano le implicazioni produttive dell’impiego di differenti leghe di metalli e aiutano a determinarle. Il dipartimento di Ricerca & Sviluppo offre supporto anche per adattare la composizione della linea completa di stampaggio a caldo in funzione delle esigenze del cliente, del suo settore industriale e delle consuetudini del Paese specifico.
La nostra azienda quindi è a disposizione dei clienti in modo da definire insieme con loro i processi di stampaggio a caldo, per raggiungere il miglior risultato nella produzione anche di particolari altamente tecnologici.


Cuscino Idraulico Soft Impact
Una recente innovazione realizzata da Mecolpress per le presse meccaniche eccentriche.
Mecolpress propone di dotare le Presse Meccaniche Eccentriche di un cuscino idraulico innovativo, il Soft-Impact.
Caratteristiche:
- È un vero e proprio cilindro idraulico, con un sensore di corsa sullo stelo;
- Ha movimenti totalmente programmabili e controllati attraverso valvole proporzionali;
- Avvia autonomamente la corsa discendente, e quindi l’avanzamento punzoni verso il centro stampo, prima che lo stampo superiore arrivi a impattare su quello inferiore;
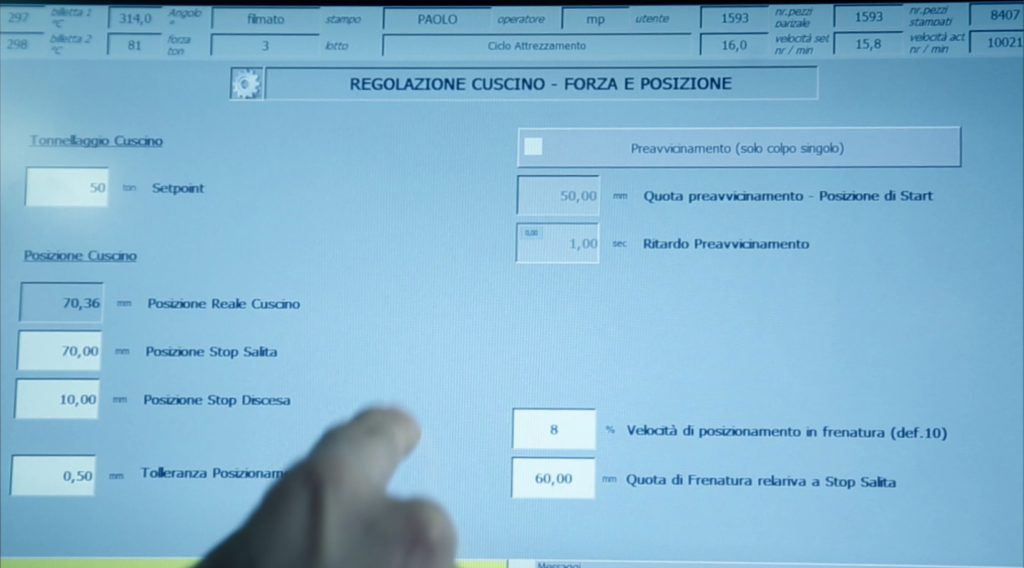
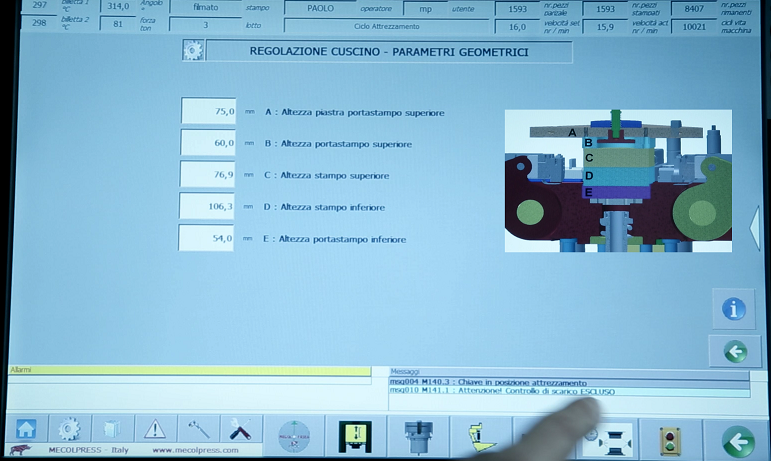
- Regolazione delle corse da pannello operatore inserendo semplicemente le quote desiderate e i dati di altezza stampo e portastampo;
- In alternativa è selezionabile la funzione “pre-start punzoni” che permette di fare avvicinare i punzoni alla billetta prima che lo stampo si chiuda e inizi la forgiatura;
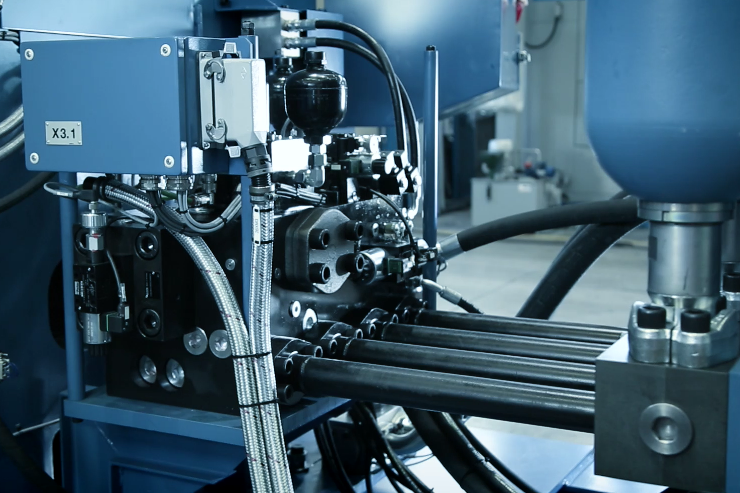
- La centralina idraulica che lo gestisce è dedicata e separata da quella della frizione macchina.
Grazie alle caratteristiche sopra elencate il cuscino idraulico Soft-Impact permette alle presse meccaniche eccentriche di ottenere importanti risultati:
- Componentistica meccanica estremamente semplificata;
- Regolazione precisa da pannello operatore delle quote di partenza, fermo e frenatura; tutti i parametri impostati vengono salvati insieme alla ricetta pezzo;
- Lo stampo superiore non impatta violentemente contro quello inferiore, perché lo “raggiunge” mentre quest’ultimo è già in fase discendente;
- Il sistema di controllo calcola automaticamente la velocità e l’istante a cui far partire il cuscino;
- Quando inizia la deformazione del materiale i punzoni si trovano già ad una quota avanzata decisa dall’operatore (e memorizzabile nella ricetta pezzo); alla riapertura stampo i punzoni quindi indietreggiano oltre la quota di inizio lavoro;
- Sistema modulare a blocchi separati.
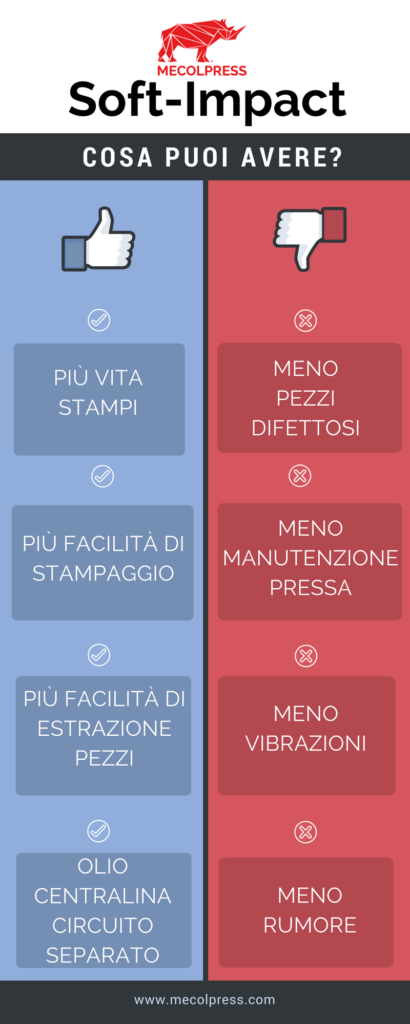
Benefici:
- Riduzione e semplificazione della manutenzione;
- Facilità di utilizzo, di set-up macchina, e perfetta ripetibilità dei cicli di stampaggio;
- Riduzione delle vibrazioni, con conseguente beneficio per la pressa nel complesso e per l’ambiente di lavoro;
- Riduzione del rumore;
- Aumento della vita degli stampi e delle spine;
- Nessuna necessità di calcoli o misure complicate per l’operatore;
- Possibilità di ridurre i difetti di stampaggio dovuti a materiale che esce lungo i canali punzoni vuoti e poi viene ri-spinto all’interno da punzoni partiti troppo distanti;
- Facilità di estrazione pezzi (avendo un extra corsa indietro) senza penalizzare il tempo ciclo;
- L’olio della centralina cuscino ha un suo circuito indipendente e non si mischia a quello, tipicamente più soggetto a sporco, della frizione.

La partecipazione di Mecolpress a Korea Metal Week 2017
Mecolpress partecipa alla Korea Metal Week 2017, dal 24 al 27 ottobre.
Come fiera internazionale leader specializzata in Corea, la Korea Metal Week offre il miglior mercato con le più recenti tecnologie per i fornitori, i produttori e gli operatori del settore metalmeccanico in tutto il mondo.
Korea Metal Week 2017 comprende otto fiere ben organizzate che integrano tutte le tecnologie di produzione di metalli.
La Korea Metal Week si è sviluppata costantemente e nella mostra del 2016, 357 aziende / organizzazioni provenienti da 20 paesi hanno partecipato con la scala di 723 cabine e 24.050 persone visitate nel loro business. Nella fiera del 2017, si prevede che partecipino 500 espositori e 28.000 visitatori.
La Korea Metal Week, già affermata come la più grande fiera del settore metalmeccanico e di produzione di macchinari in Corea, sarà un’importante opportunità commerciale e di condivisione con addetti al settore dello stampaggio a caldo provenienti da tutto il mondo.
Mecolpress avrà un proprio stand presso lo fiera, e potrai incontrarvi il responsabile vendite della sede italiana ed il rappresentante commerciale della Corea.
Saranno lieti di presentarvi l’intera gamma di presse Mecolpress per la forgiatura calda dei metalli, con esempi di soluzioni applicative reali.
Sarà una grande opportunità per imparare i vantaggi che una linea di forgiatura Mecolpress può offrire alla vostra azienda.
Non vediamo l’ora di vederti lì!
Vi aspettiamo a Korea Metal week (Kintex Korea)
dal 24 al 27 Ottobre 2017
Venite a visitarci: Stand 8a120


La nuova Pressa Idraulica tecnologia 4.0 Produzione Intelligente
Scopri i benefici della produzione intelligente con le Presse Idrauliche di Mecolpress - Tecnologia 4.0
Di ritorno dalla fiera EMO di Hannover, la nostra nuova pressa idraulica ME 100 .
Mecolpress partecipa da sempre a questa manifestazione, ed anche questa edizione è stata per noi un importante evento, dove abbiamo incontrato numerosi visitatori provenienti da tutto il mondo.
La digitalizzazione della produzione industriale è stata il leitmotiv trasversale a tutti gli stand di Emo 2017.
Industria 4.0 è un grande processo di interesse globale ed anche Mecolpress ha presentato la sua nuova pressa idraulica ME100, che offre soluzioni per Industria 4.0 e per la produzione integrata.
La nostra nuova proposta è una pressa idraulica compatta SuperVeloce per la forgiatura di pezzi complessi a basso peso che assicura un altissimo livello di produttività, possibilità di stampare parti con forature multiple, forgiatura in singola o doppia figura, in verticale, in orizzontale e con ogni angolo billetta.
Mecolpress ha sviluppato questa macchina innovativa, che andrà ad arricchire la ben nota serie di presse ME prendendo la sigla di ME100-4L-30, che risponde pienamente alle richieste Industria 4.0 dei nostri clienti, e del mercato in generale, per una pressa che presenti caratteristiche di elevata precisione unitamente alla flessibilità, alla facilità di configurazione e al controllo del processo di produzione.
Un’altra importante novità presentata sono i forni per riscaldo e cesoiatura barra della serie GBH5000 che consentono grandissima precisione e modularità, potendosi di fatto collegare sia a presse nuove che esistenti, idrauliche, meccaniche e a vite.
Come tutte le nostre presse idrauliche per stampaggio a caldo serie ME, anche la nuova ME100 permette di controllare la velocità, la sequenza, la corsa e la forza di ogni punzone, consentendo di stampare senza bava anche alcune delle più complicate forme.
Le fasi di produzione sono programmate e monitorate per ottenere la forma migliore.
Leggi di più sui requisiti 4.0 delle nostre macchine.
Mecolpress mette inoltre a Vostra disposizione un potente strumento software di analisi del ciclo produttivo che vi permette l’analisi statistica del processo di stampaggio. In tal modo si riduce enormemente la spreco di tempo e risorse dovuto alla realizzazione di produzioni non conformi.
Leggi di più sul nostro software Statistical process control Calipso.
Siamo molto soddisfatti per il successo ottenuto dalle novità che abbiamo presentato, ma siamo comunque già impegnati nella realizzazione di nuovi ampliamenti della nostra gamma di presse ed anche di accessori per applicazioni speciali. Seguiteci per rimanere aggiornati.
Ringraziamo tutti i visitatori ed il personale che ha preso parte alla manifestazione. Vi ricordiamo il prossimo appuntamento:
dal 24 al 27 Ottobre 2017

Fare co-engineering per sviluppare presse meccaniche
Il Co-Engineering consente di realizzare Presse Meccaniche e Presse Idrauliche “su misura”
Mecolpress realizza presse meccaniche, presse idrauliche, presse meccaniche usate e presse idrauliche usate, accuratamente revisionate, sviluppando progetti e nuove idee nate da una attenta e costante collaborazione con i propri clienti e con partners accuratamente selezionati.
Questo permette di realizzare grandi iniziative, basate sulla professionalità, serietà e fiducia di quanti vi collaborano, condividendo al massimo le competenze tecnologiche e le capacità progettuali di ognuno.
Mecolpress progetta e costruisce interamente al suo interno una gamma completa di macchine per lo stampaggio a caldo, quali: le presse meccaniche, le presse idrauliche, i bilancieri a frizione ed elettrici, le presse a ginocchiera e sbavatrici.
Attraverso un’attività di co-engineering riesce anche a proporre sistemi di stampaggio completi che possono prevedere:
- robot antropomorfi per la automazione delle presse
- sistemi di raffreddamento dei pezzi stampati
- sistemi di lubrificazione e raffreddamento stampi integrati o indipendenti dalla pressa
- sistemi transfer
- manipolatori pneumatici ed elettronici.
Mecolpress si occupa della direzione e del coordinamento dei lavori.
Come Capo Commessa, riusciamo a garantire continuità, supporto e consulenza tempestiva.
Cosa consente a Mecolpress di essere all'avanguardia nelle attività di Co-engineering volte alla realizzazione di macchine per lo stampaggio a caldo?
- l’elevato numero di progetti portati a termine,
- la nostra esperienza nello stampaggio iniziata nel 1969,
- la nostra costante presenza sui mercati internazionali.
Tutto questo ci ha permesso di acquisire una notevole esperienza nel settore e di offrire un servizio affidabile.
Ottenere una soluzione di stampaggio perfetta diventa possibile con Mecolpress:
- Raggiungimento di un obbiettivo prefissato insieme al cliente,
- Ricerca continua di soluzioni innovative al fine di raggiungere la perfetta tecnologia della forma,
- Impegno costante da parte del nostro team tecnico di ricerca e sviluppo nel soddisfare appieno le diverse esigenze del cliente.
Questi sono da sempre dei punti fermi alla base della nostra mission.