
Presse idrauliche Mecolpress: caratteristiche e vantaggi
Mecolpress vanta una vasta gamma di presse idrauliche di diverso tonnellaggio, ideali per la realizzazione di particolari stampati a caldo dalla geometria complessa. Le presse sono dotate di un software di proprietà Mecolpress, “Calipso”, che consente di monitorare l’intero ciclo produttivo della pressa idraulica in base a numerosi parametri.
Caratteristiche delle presse idrauliche
Tratto distintivo di ogni pressa idraulica è la flessibilità di programmazione.
Poiché la slitta e i punzoni sono controllati in maniera indipendente da cilindri idraulici, questo consente di poter effettuare delle correzioni durante il ciclo di lavoro per ovviare ad eventuali difetti agendo sul movimento di un singolo componente tramite software.
Le presse idrauliche possono stampare a caldo diversi materiali tra cui leghe in ottone, in rame, in alluminio, in acciaio e in titanio.
La gamma di presse idrauliche Mecolpress
Mecolpress propone ai propri clienti una vasta gamma di presse con una forza di chiusura dello stampo che va attualmente dalle 100 alle 500 tonnellate e una forza dei punzoni laterali minima di 30 tonnellate e che può arrivare fino a 350 tonnellate.
Inoltre le nostre presse idrauliche sono dotate di un braccio di carico delle billette calde e di un braccio di scarico del pezzo stampato.
A seconda delle necessità del cliente relative al layout della linea produttiva per lo stampaggio a caldo, i bracci possono essere posizionati sullo stesso lato e lavorare in sincrono, oppure essere posti su lati opposti tra loro e lavorare in autonomia. Grazie al software Calipso progettato da Mecolpress e installato di serie su tutte le presse idrauliche, la pressa è in grado di rilevare quali pezzi non sono conformi ai parametri inseriti, e tali pezzi verranno automaticamente separati dagli altri dal braccio di scarico, finendo in un cassone per gli scarti.
Questa gestione consente di ottimizzare i controlli e risparmiare tempo sul ciclo produttivo.
Configurazioni possibili di una pressa idraulica
Le presse idrauliche Mecolpress possono essere configurate in maniera personalizzata in base alle esigenze produttive segnalate dal cliente.
Ad esempio uno o due dei punzoni possono essere posizionati con un angolo di ingresso diverso rispetto ai classici 90°, consentendo così la realizzazione di forme particolarmente complesse come ad esempio raccordi a y o corpi filtro.
Altre configurazioni possibili sono:
- l’aggiunta di un quinto punzone verticale che agisce da sotto lo stampo,
- il carico di uno o due billette contemporaneamente fino a un massimo di quattro,
- l’aggiunta di pirometri per rilevare la temperatura della billetta,
- l’applicazione di sensori extra sui punzoni per raccogliere dati sia fisici che meccanici che vengono inviati poi al PLC e consentono di monitorare meglio il ciclo produttivo.
I sensori infatti controllano in ogni istante il movimento eseguito dai punzoni durante la corsa ed è possibile ottenere una rappresentazione delle varie fasi di accelerazione e decelerazione. Questa analisi in real time consente di accorgersi di eventuali problematiche e di capire se derivano ad esempio dallo stampo, se sono di carattere idraulico o meccanico.

Stampaggio a caldo dell’ottone senza bava, un caso di successo
Lo stampaggio a caldo dell’ottone e i suoi settori di applicazione
I particolari in ottone stampati a caldo vengono impiegati in molti ambiti tra cui ad esempio l’abbigliamento o l’edilizia. Le fibbie delle cinture, le levette delle cerniere e le maniglie delle porte sono tutti esempi di pezzi realizzati con questo materiale e ottenuti tramite presse per lo stampaggio a caldo.
Tra i vari settori di applicazione tuttavia quello che spicca maggiormente è quello del controllo dei fluidi e della raccorderia.
- Particolari di rubinetteria
- Valvole per le bombole GPL e gas ad alta pressione
- Valvole a sfera per acqua, gas e olio
- Corpi per i contatori dell’acqua
- Raccordi per il riscaldamento sia normale che a pavimento sono tutti componenti in ottone.
Questa tipologia di prodotto attualmente risente sul mercato della concorrenza molto forte dei Paesi in cui la manodopera costa meno e dove probabilmente in alcuni casi viene utilizzata una lega di ottone che risponde principalmente alle esigenze locali e alla disponibilità del momento, più che soddisfare gli standard qualitativi internazionali. Produrre questo tipo di particolari in Europa conservando competitività sul mercato rappresenta quindi una sfida per molte aziende.
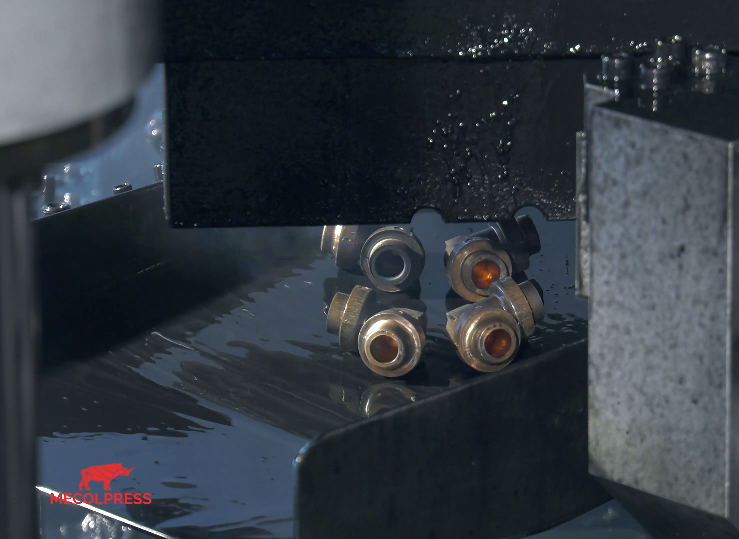
Stampare a caldo senza bava quattro pezzi in ottone alla volta
Parlando con un nostro cliente che ha sede produttiva in Europa e che realizza particolari in ottone, abbiamo toccato con mano la sua reale difficoltà a rimanere sul mercato. Da qui l’idea di trovare una soluzione che potesse consentirgli di aumentare la produttività e ridurre sensibilmente il materiale di scarto per risparmiare sui costi.
Il nostro staff, in collaborazione con l’ufficio tecnico del cliente, ha identificato quindi due diversi stampi: uno per la produzione di un raccordo portagomma ed un altro per una curva a 90°. Questi nuovi stampi sono stati progettati per sfruttare la potenzialità delle nostre presse idrauliche della serie ME di stampare senza bava ed il risultato è stato stampare quattro pezzi in una sola volta.
Per ottenere questo risultato occorre dotare una delle nostre presse idrauliche standard, come ad esempio la ME250/4G100, di alcuni accessori opzionali (tra cui ovviamente il sistema di carico billette), concettualmente semplici ma estremamente performanti.
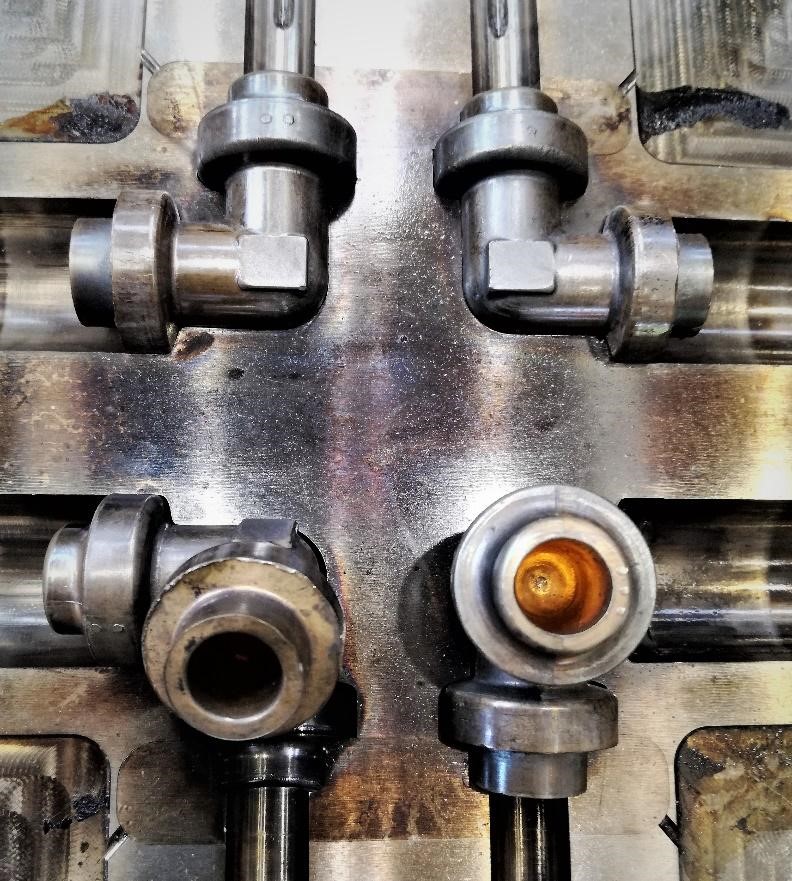
Questo sistema si contraddistingue per il suo tratto fortemente innovativo, dato che al momento solo le presse Mecolpress possono fornire questo risultato (Stampare 4 pezzi alla volta senza bava) che sicuramente ha portato dei grandi vantaggi anche al nostro cliente in termini di marginalità sul costo del prodotto.
Tramite questa pressa specifica per la lavorazione dell’ottone infatti è possibile produrre in media 4.500 pezzi all’ora senza bava.

La nuova Pressa Idraulica tecnologia 4.0 Produzione Intelligente
Scopri i benefici della produzione intelligente con le Presse Idrauliche di Mecolpress - Tecnologia 4.0
Di ritorno dalla fiera EMO di Hannover, la nostra nuova pressa idraulica ME 100 .
Mecolpress partecipa da sempre a questa manifestazione, ed anche questa edizione è stata per noi un importante evento, dove abbiamo incontrato numerosi visitatori provenienti da tutto il mondo.
La digitalizzazione della produzione industriale è stata il leitmotiv trasversale a tutti gli stand di Emo 2017.
Industria 4.0 è un grande processo di interesse globale ed anche Mecolpress ha presentato la sua nuova pressa idraulica ME100, che offre soluzioni per Industria 4.0 e per la produzione integrata.
La nostra nuova proposta è una pressa idraulica compatta SuperVeloce per la forgiatura di pezzi complessi a basso peso che assicura un altissimo livello di produttività, possibilità di stampare parti con forature multiple, forgiatura in singola o doppia figura, in verticale, in orizzontale e con ogni angolo billetta.
Mecolpress ha sviluppato questa macchina innovativa, che andrà ad arricchire la ben nota serie di presse ME prendendo la sigla di ME100-4L-30, che risponde pienamente alle richieste Industria 4.0 dei nostri clienti, e del mercato in generale, per una pressa che presenti caratteristiche di elevata precisione unitamente alla flessibilità, alla facilità di configurazione e al controllo del processo di produzione.
Un’altra importante novità presentata sono i forni per riscaldo e cesoiatura barra della serie GBH5000 che consentono grandissima precisione e modularità, potendosi di fatto collegare sia a presse nuove che esistenti, idrauliche, meccaniche e a vite.
Come tutte le nostre presse idrauliche per stampaggio a caldo serie ME, anche la nuova ME100 permette di controllare la velocità, la sequenza, la corsa e la forza di ogni punzone, consentendo di stampare senza bava anche alcune delle più complicate forme.
Le fasi di produzione sono programmate e monitorate per ottenere la forma migliore.
Leggi di più sui requisiti 4.0 delle nostre macchine.
Mecolpress mette inoltre a Vostra disposizione un potente strumento software di analisi del ciclo produttivo che vi permette l’analisi statistica del processo di stampaggio. In tal modo si riduce enormemente la spreco di tempo e risorse dovuto alla realizzazione di produzioni non conformi.
Leggi di più sul nostro software Statistical process control Calipso.
Siamo molto soddisfatti per il successo ottenuto dalle novità che abbiamo presentato, ma siamo comunque già impegnati nella realizzazione di nuovi ampliamenti della nostra gamma di presse ed anche di accessori per applicazioni speciali. Seguiteci per rimanere aggiornati.
Ringraziamo tutti i visitatori ed il personale che ha preso parte alla manifestazione. Vi ricordiamo il prossimo appuntamento:
dal 24 al 27 Ottobre 2017

La partecipazione di Mecolpress a EMO2017
Mecolpress partecipa costantemente ad EMO in ogni sua edizione e anche quest’anno porterà alla fiera le sue più importanti innovazioni che susciteranno l’interesse di migliaia di visitatori.
In particolar modo Mecolpress esporrà ad EMO2017 per la prima volta un prodotto di nuova concezione, una pressa idraulica compatta per la forgiatura di pezzi complessi a basso peso che assicura un altissimo livello di produttività grazie alle diverse soluzioni di forgiatura a forma singola o doppia che assicura ad ogni angolo.
Mecolpress ha sviluppato questo innovativo prodotto, che andrà ad arricchire la fortunata serie di presse ME prendendo la sigla di ME100-4L-30, sulla base delle numerose attese avanzate dai propri clienti e dal mercato in generale nei confronti di un centro di lavoro che potesse presentare caratteristiche di elevata precisione unitamente alla flessibilità, alla facilità di configurazione e al controllo.
Altre novità che verranno presentate ad EMO2017 sono i forni autonomi della serie GBH5000 che consentono grandissima precisione e modularità, potendosi di fatto collegare sia a presse nuove che esistenti, idrauliche, meccaniche e a vite, di Mecolpress o di qualunque altro produttore.

La nuova pressa idraulica con riscaldo-taglio barre in linea
Presentazione nuova pressa idraulica ad altissima produttività ME100/4L30 con riscaldo+taglio barre in linea
La nuova pressa idraulica ME100/4L30 è una macchina compatta, dedicata alla forgiatura di pezzi complessi a basso peso, con una produttività estremamente elevata.
Questa nuova macchina è un’evoluzione delle ben note e apprezzate presse idrauliche Mecolpress ME, installate e funzionanti in tutto il mondo, dal Giappone, dalla Corea e dalla Cina fino alla Germania e all’Italia.
Caratteristiche:
- Possibilità di stampare parti con forature multiple, forgiatura in singola o doppia figura (parallela o testa a testa), in verticale, in orizzontale e con ogni angolo billetta.
- Soluzioni cinematiche avanzate per garantire la massima velocità e la massima precisione di controllo.
- Progettata con particolare attenzione all’ attrezzaggio rapido e a facile accesso, manutenzione e pulizia.
Il Forno GBH5000 per il riscaldo+cesoiatura di materiale in barra è ciò che il mercato aspetta da tempo:
Un forno per barre di ottone, che include la cesoiatura in billette, realizzato come unità indipendente.
Vantaggi:
– il forno può essere collegato a presse nuove o esistenti, presse idrauliche, meccaniche o a vite, e all’automazione di carico di qualsiasi marca;
– consentono all’utente la massima flessibilità nell’organizzazione dei layout di produzione e quindi nello sviluppo aziendale;
– utilizzabile per tutte le lunghezze di barra fino a 5 metri;
– nessun problema con barre di piccolo diametro;
– nessun danneggiamento della struttura del grano d’ottone causata da riscaldamento prolungato a temperatura elevata.
Presenteremo in anteprima la macchina ad EMO 2017, segui l’evento.
EMO Hannover (Germany) dal 18 al 23 Settembre 2017.
Venite a visitarci: Stand E28 Hall 015


Lubrifica Stampi Presse Idrauliche ed eccentriche a ciclo continuo
La lubrifica stampi delle presse idrauliche della serie ME e delle eccentriche a ciclo continuo SEO-CVE-CS o le presenta le seguenti funzionalità:
- La miscela olio+grafite viene trascinata dall’aria compressa in uscita sul punto di lubrifica.
Il fluido di lubrifica e l’aria scorrono in due tubi concentrici dalle valvole di controllo dei singoli punti fino al punto di impiego.
Per ognuno dei punti il pilotaggio è indipendente e quindi per ognuno è possibile decidere dal pannello operatore:
- Per quanto tempo spruzzare sola aria (ad esempio per raffreddare lo stampo, ripulirlo da depositi di bave);
- Quanto e se spruzzare aria e miscela olio+grafite;
- Quanto e se soffiare nuovamente sola aria per spargere il lubrificante.
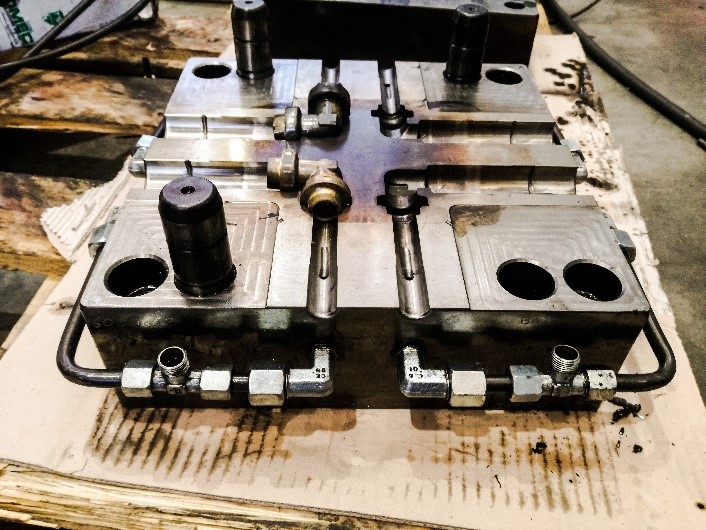
- Il lubrificante arriva al punto di applicazione attraverso la struttura della pressa, la base (o attrezzo) su cui è posato lo stampo ed attraverso lo stampo stesso, tutti opportunamente predisposti con forature in modo da raggiungere i punti giusti, senza sprechi, senza spruzzare dove non serve.
- Fare arrivare il lubrificante attraverso la pressa e lo stampo permette ovviamente di risparmiare il tempo necessario al riposizionamento delle vecchie cannette ad ogni cambio stampo
Una pressa moderna ben concepita deve però sempre permettere di lavorare con le cannette (vedi articolo precedente), che restano utili in caso di uso di stampi di terzi, di prove di stampaggio di piccola serie e con un utilizzo iniziale di stampi esistenti.
È comunque possibile intervenire a posteriori su stampi esistenti, se si vogliono migliorare le prestazioni e la precisione di lubrifica, ed adattarli quindi anche per macchine meno moderne al fine di avere canali di lubrifica interni.
Inoltre, a pannello, per ogni singolo punto di lubrifica, sarà possibile selezionare se deve concettualmente
lavorare come punto lubrifica dello stampo superiore,
punto lubrifica dello stampo inferiore,
punto di lubrifica punzoni.
Ognuno con le sue diverse condizioni di attivazione, ogni singolo punto con i suoi tempi di lavoro per aria, olio.
Nella lubrifica stampi delle nostre presse idrauliche ME inoltre, la miscela viene tenuta mescolata e se necessario riscaldata nel serbatoio della relativa centralina.
Importante anche sapere che la linea di distribuzione inoltre è ad anello.
Cosa vuol dire? Che il lubrificante è sempre in circolo, quindi è escluso ogni possibile problema di intasamento delle linee o raffreddamento del lubrificante perché non è fermo nei tubi ad aspettare l’apertura di una valvola.
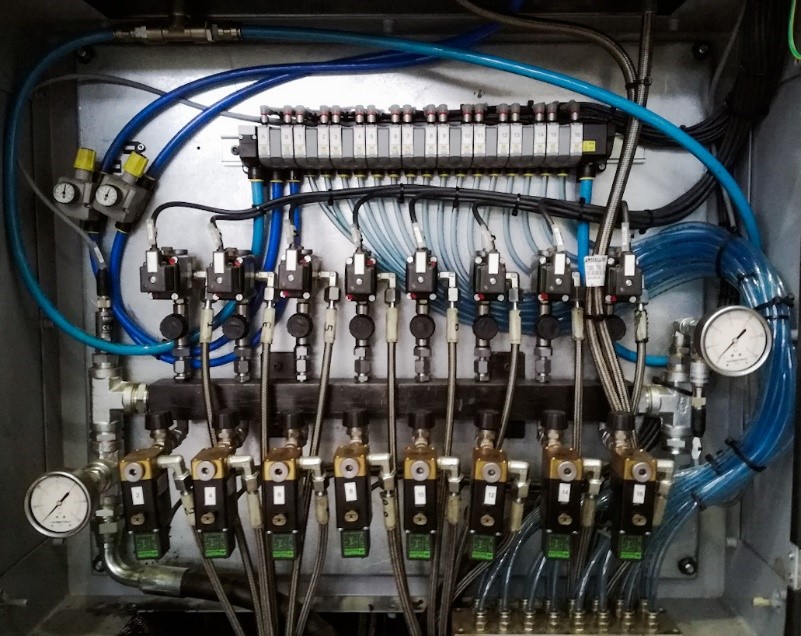
Vi sono inoltre pressostati di controllo ad inizio e fine linea, per mantenere la pressione del circuito costante indipendentemente da quanti punti di lubrifica si attivano contemporaneamente.
VANTAGGI DEL SISTEMA DI LUBRIFICA STAMPI:
- Riduzione degli sprechi dei materiali lubrificanti;
- Tempo di riattrezzaggio macchina decisamente ridotto;
- Azzerata la possibilità di errore / imprecisione nella posizione;
- Il lubrificante è sempre in circolo, non è fermo nei tubi ad aspettare l’apertura di una valvola, è quindi escluso ogni possibile problema di intasamento delle linee o di raffreddamento del lubrificante,
- La pressione del circuito rimane costante grazie all’azione svolta dai pressostati di controllo.
Tutto pensato per garantire al vostro processo di stampaggio la “giusta lubrificazione”.

Industria 4.0
Anche lo stampaggio a caldo diventa 4.0.
Le nostre macchine rispondono ai requisiti dell’industria 4.0.
Le presse idrauliche per stampaggio a caldo serie ME permettono di controllare la velocità, la sequenza, la corsa e la forza di ogni punzone, consentendo di stampare senza bava anche alcune delle più complicate forme.
Le fasi di produzione sono programmate e monitorate per ottenere la forma migliore.
COSA PROPONIAMO CON LE NOSTRE MACCHINE INDUSTRIA 4.0?
- Programmiamo ciò che la pressa deve fare;
- Programmiamo i limiti di tolleranza attorno ad un ciclo di prova;
- Siamo in grado di controllare ciò che la macchina ha realmente fatto;
- Il sistema verifica che il processo sia stabile e individua anomalie o tendenze di deviazione irregolari;
- Supervisioniamo e registriamo parametri per almeno 10.000 cicli;
- Forniamo una rappresentazione grafica del processo;
- Tutte le informazioni possono essere inviate ad un PC esterno per ulteriori scopi di valutazione, registrazione e garanzia della qualità;
- La macchina può inviare messaggi personalizzati al supervisore, via email, per avere il pieno controllo delle prestazioni dell’apparecchiatura.
RISULTATO:
- Ottenere analisi precise ed adottare decisioni corrette;
- Avere una selezione automatica tra pezzi stampati conformi e parti irregolari.
Ordinando una delle nostre macchine potrai sfruttare l’iperammortamento del 250%. Contattaci per ottenere ulteriori informazioni

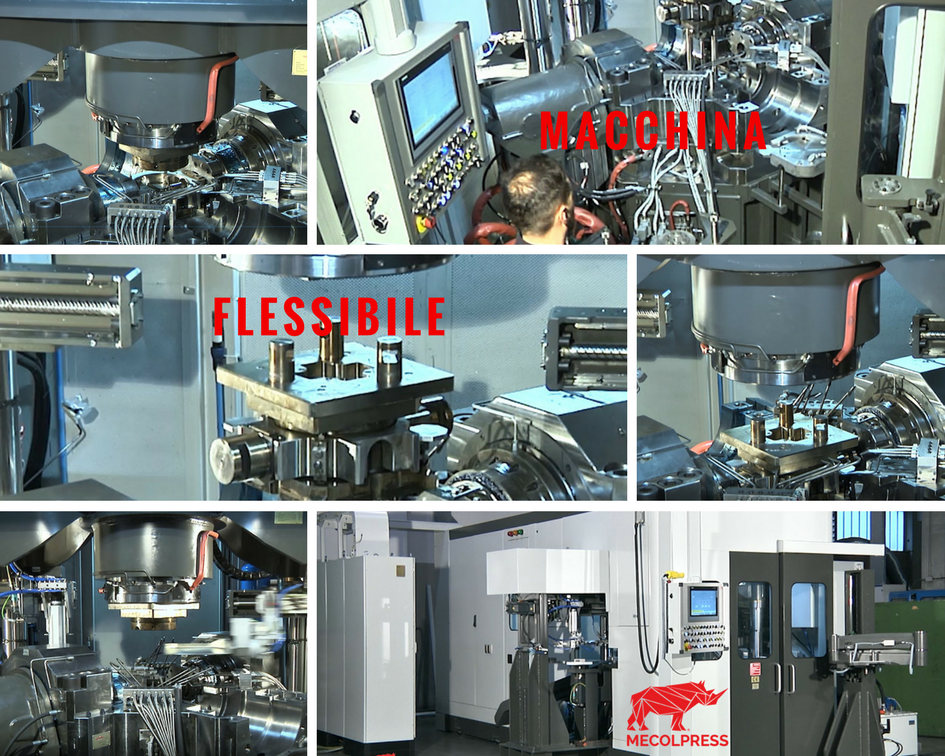
Macchina Flessibile
Negli ultimi dieci anni nell’industria, trainata dal settore automotive, si diffondono metodologie di produzione in ottica Lean, in particolare vengono premiate le aziende che riescono ad essere competitive su lotti minimi (produrre solo quello che serve) piuttosto che produrre grandi quantità a prezzi bassi con il rischio di avere stock rilevanti a magazzino.
Se nel settore auto questo metodo ormai è un dogma, nel termosanitario la tendenza si è diffusa con più lentezza e in maniera non esplicitamente codificata, principalmente a causa della frammentazione dei fornitori di materiale forgiato.
Da parte delle grandi realtà la pressione nei confronti dei costruttori di macchine è però ben presente: piuttosto che impianti ad elevata cadenza vengono richiesti impianti che siano in grado di assicurare riattrezzaggi sempre più veloci.
Il secondo imperativo della metodologia di lavoro “Lean” è l’azzeramento degli sprechi: ovvero delle produzioni inutili a causa degli scarti.
In questo senso la spinta è verso il controllo sempre più spinto del processo di forgiatura: la macchina deve essere in grado di controllare quanti più possibile parametri importanti per il processo di forgiatura e di immagazzinarli per effettuare da un lato previsioni statistiche sullo scostamento dalla produzione ottimale, dall’altro per eseguire controlli a posteriori almeno a livello di lotto a fronte di dispute cliente/fornitore.
Mecolpress ha a catalogo una serie di presse di forgiatura che incontrano appieno le esigenze sopra descritte: la serie idraulica ME.
Le presse idrauliche sono, sono state concepite per diminuire il tempo di cambio lotto. Continua a leggere e scopri di quali features è dotato l’impianto.

Presse idrauliche Mecolpress
Le presse idrauliche sono, per loro natura, leggermente più lente rispetto ad unità meccaniche di pari forza ma sono state concepite per diminuire il tempo di cambio lotto. In particolare l’impianto è dotato delle seguenti features:
1- Rilevamento pezzo scaricato per mezzo di pesatura pezzi: una sensibile cella alloggiata sul braccio di scarico provvede alla pesatura dei pezzi stampati e discrimina se l’operazione di espulsione è avvenuta con successo. Il sistema è semplice, robusto e permette di settare a ricetta il corretto valore di peso per ogni pezzo. Non sono più necessarie regolazioni o pulizie per gli elementi fotosensibili.
2- Regolazione automatica della quota di penetrazione punzoni anche durante lo stampaggio: modificare la profondità di foratura non è un problema, un sistema idraulico controllato da encoder permette la regolazione centesimale della posizione dei punzoni.
3- Cambio stampi e punzoni in un unico pacchetto automatico: l’attrezzo a forare fisso permette di cambiare in una sola operazione stampo e punzoni, la macchina provvede in automatico al bloccaggio degli stampi e all’ingaggio delle spine.
4- Riscaldo di stampi e punzoni esterno in ombra rispetto alla produzione: poter cambiare stampi e punzoni in automatico permette di scaldare gli stessi durante le operazioni di forgiatura realizzate tramite le presse idrauliche, cioè in ombra rispetto al tempo di produzione. Questa caratteristica permette di risparmiare più di mezz’ora per ogni cambio stampi.
5- Regolazione della forza di chiusura pressa e di ogni singolo punzone: la pressa ed ogni singolo punzone hanno forze e velocità di azionamento regolabili entro ampi margini, ciò permette di trovare la legge di moto corretta per ogni materiale e per ogni stampo.
6- Rilevazione della forza esercitata da ogni singolo punzone per individuazione danneggiamento spina: celle di carico nei perni provvedono al rilevamento della forza reale esercitata dal punzone. Ciò permette di rilevare scarti pezzo dovuti per esempio alla rottura punzone, oppure consente la regolazione dell’energia del punzone stesso al fine di minimizzare il consumo macchina.
Le presse idrauliche possono controllare numerosi parametri di processo e su questi gestire la logica per gli scarti oppure raccogliere i valori rilevati per analisi statistiche. Leggi qui per capire quali sono i parametri di processo più importanti per le presse idrauliche.

Presse idrauliche – Parametri di processo
Parametri di Processo
Le presse idrauliche possono controllare numerosi parametri di processo e su questi gestire la logica per gli scarti oppure raccogliere i valori rilevati per analisi statistiche
In particolare i parametri di processo più importanti per le presse idrauliche sono i seguenti:
- Temperatura billette al carico: la costanza nella temperatura delle billette garantisce qualità costante di stampaggio e la grandezza influenza in maniera diretta tutti gli altri parametri controllati.
- Tempi di ingresso punzoni: il tempo di penetrazione dei punzoni è un buon indice del corretto svolgimento del processo di forgiatura, è infatti correlato direttamente all’energia richiesta dal pezzo lungo tutta la corsa di penetrazione.
- Forza reale penetrazione punzoni: fornisce indicazioni simili al tempo di ingresso punzoni ed è influenzato dagli stessi parametri.
- Posizione finale raggiunta da ciascun punzone: il parametro più importante per giudicare se un pezzo è buono o scarto è proprio la posizione finale raggiunta dal punzone. Eccesso o mancanza di materiale influenzano infatti questa quota così come materiale in ingresso con temperatura non corretta.
Le macchine della serie ME hanno le carte in regola per essere competitive in un ambito di stampaggio moderno, controllato e operano al loro meglio su lotti medio/piccoli.
Le presse idrauliche possono essere equipaggiate con forni a gas o meglio ancora ad induzione e in questo caso si prestano particolarmente alla forgiatura di materiali differenti: ottone, alluminio, acciaio, titanio.
Sono disponibili come optional sistemi di termoregolazione degli stampi.













