
SEO/320: la pressa meccanica per lo stampaggio moderno
La nuova pressa meccanica di stampaggio a ciclo continuo e discontinuo
Mecolpress è orgogliosa di presentare un nuovo modello di pressa meccanica a ciclo continuo\discontinuo di stampaggio, taglia 320 tonnellate.
Questa macchina andrà a migliorare le caratteristiche di tutte le precedenti macchine nel range dalle 200 alle 360 tonnellate. Da adesso in poi quindi una sola pressa potrà garantire le prestazioni delle storiche SEO/27 CVE-CS o le SEO/36 CVE-CS, e sarà appunto la nuova pressa meccanica SEO/320!
L’esperienza maturata in questi 50 anni di attività ci ha portato ogni giorno ad analizzare le esigenze di stampaggio di numerosi Clienti. La necessità principale che emerge è che servono maggiori capacità di forza per deformare i nuovi materiali, senza piombo e decisamente più altoresistenziali.
Il risultato è un modello di macchina totalmente rivoluzionario che racchiude tutte le migliorie apportate alle macchine storiche nel corso degli ultimi anni.
LA SEO/320 nasce per soddisfare tutte le nuove esigenze produttive figlie dei cambiamenti in atto nel mondo dello “stampaggio moderno”.
I problemi ricorrenti per uno stampatore
Se sei uno stampatore o sei titolare di una stamperia, ti sarà capitato sicuramente di richiedere alla tua macchina prestazioni al limite per soddisfare i tuoi Clienti. Almeno su una delle tue presse, sarà occorsa:
- la rottura degli ingranaggi e, in particolare, dei denti;
- la rottura degli alberi di trasmissione;
- la manutenzione su cuscini e frizioni…
Obbligandoti a dei fermi macchina inattesi, con tutti i disagi che ciò ti avrà arrecato!
Soluzioni proposte da Mecolpress
I fermi macchina non possono sparire totalmente. Ricordiamoci che stiamo parlando di presse meccaniche che lavorano metalli ad alte temperature e possono essere soggette a sovraccarichi! Possono però essere drasticamente ridotti.
Perché spesso si dice che, anni fa, le macchine non si rompevano?
La risposta è semplice! Erano dimensionate e studiate esattamente per le esigenze produttive di allora che non coincidono più con quelle odierne!
La risposta Mecolpress alle nuove prestazioni richieste nelle operazioni di stampaggio è la nuova pressa SEO/320 che è ciò di cui ogni stampatore necessita oggi!
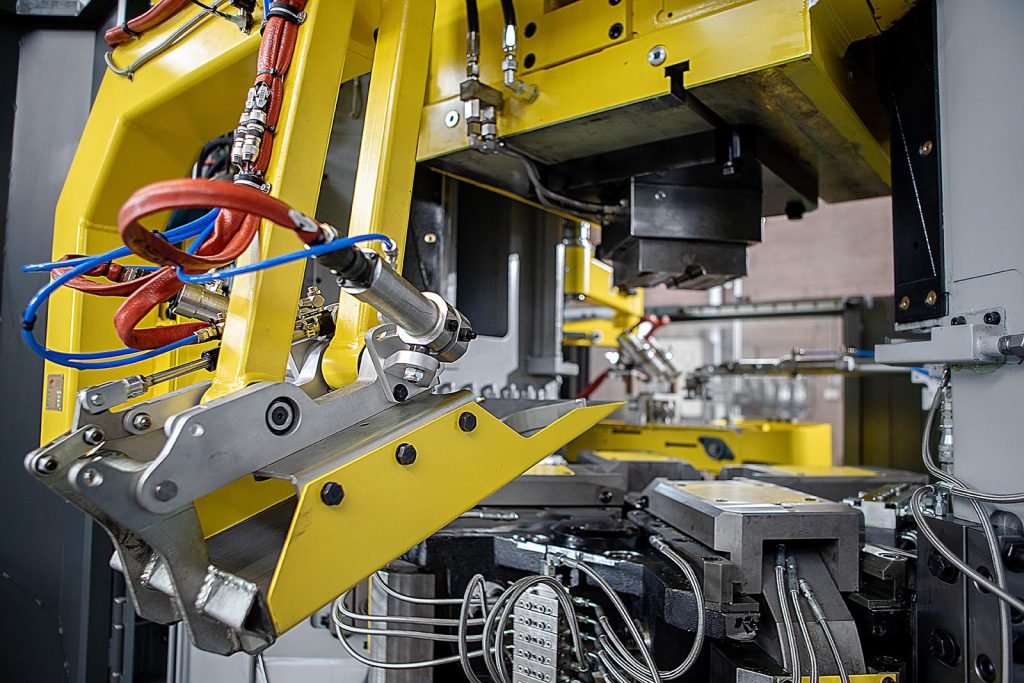
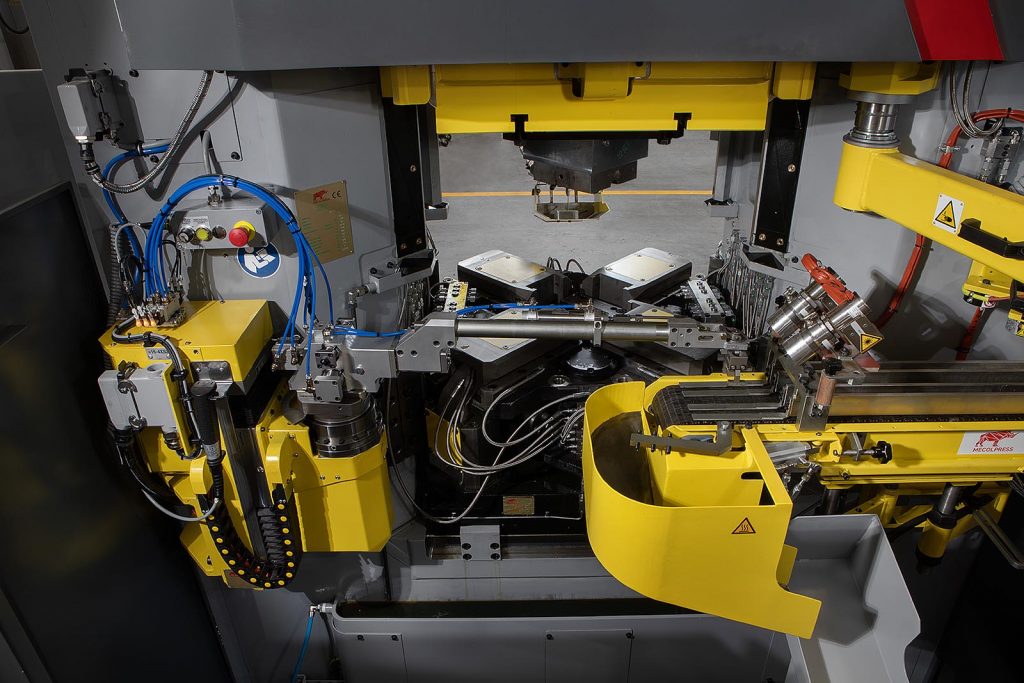
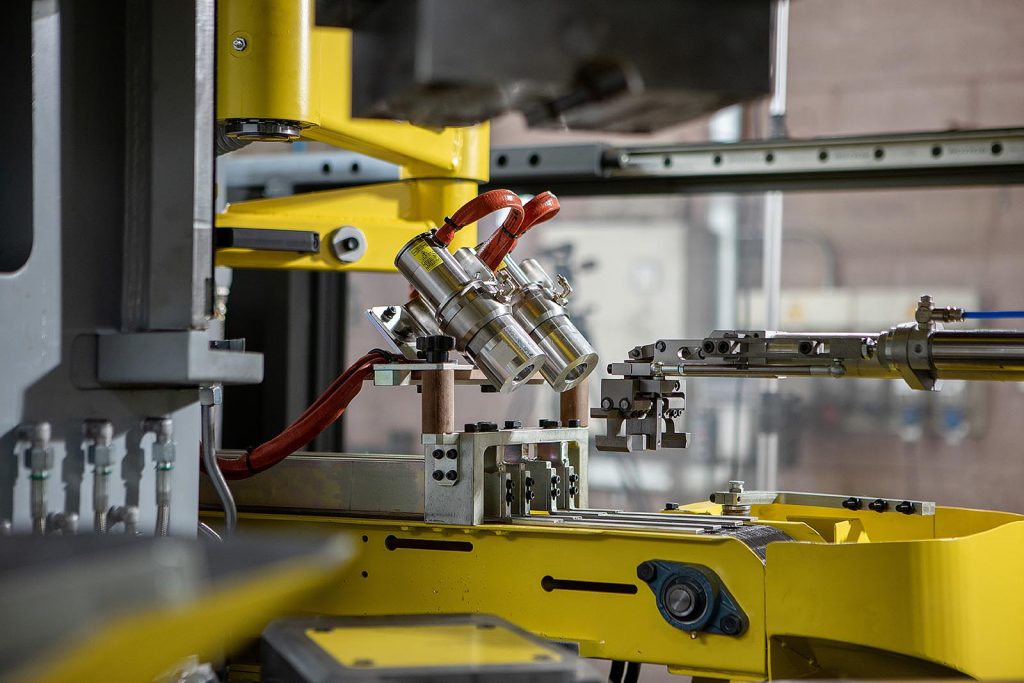
Caratteristiche Tecniche della Pressa meccanica SEO/320
- La macchina ha una struttura monolitica in carpenteria saldata, per garantire la massima stabilità e la durata negli anni.
- Gli ingranaggi hanno una conformazione totalmente innovativa ed estremamente semplificata che non consiste soltanto nella maggiorazione dimensionale, come si potrebbe pensare, ma in una serie di miglioramenti che permettono alla macchina di lavorare alle massime prestazioni senza alcun rischio di rottura.
- Il cuscino è stato semplificato, con l’eliminazione delle regolazioni manuali e delle parti meccaniche soggette normalmente ad usura.
- Il volano è stato progettato per garantire una sufficiente energia di deformazione anche a bassi giri. Questa particolare caratteristica è molto apprezzata da chi deve stampare il materiale che richiedono basse velocità di deformazione.
- Abbiamo prestato molta attenzione all’ergonomia: l’operatore può attrezzare la macchina velocemente e senza sforzi eccessivi. Troverai quindi una macchina senza spazi angusti con ampia visibilità e soprattutto sicura ed affidabile.
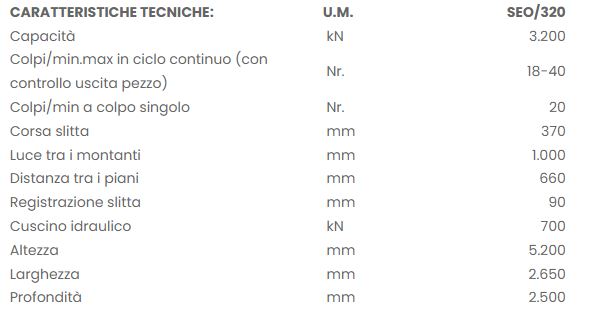
Riepiloghiamo nella seguente tabella le principali caratteristiche tecniche della nuova SEO/320:
Un’opportunità per gli stampatori
Mecolpress offre a tutti i potenziali clienti la possibilità di visionare almeno una versione per ogni modello di macchina presso la sede produttiva di Flero (Brescia). Infatti, le principali versioni dei modelli più richiesti sono sempre in produzione.
Questo si traduce in un importante vantaggio per te Cliente perché ti viene offerta:
- l’opportunità di vedere e/o provare le nostre macchine con il supporto del nostro personale specializzato a tua disposizione per chiarire qualsiasi dubbio o curiosità;
- una data di consegna molto competitiva in caso d’acquisto!

Smart Brass Forging
Riportiamo l’articolo pubblicato sul FIA Magazine, l’associazione forgiatori americani, che ci vede protagonisti.
EQUIPMENT & T ECHNOLOGY
Smart Brass Forging
Danilo Fagnani
MECOLPRESS ha iniziato la propria attività a Brescia (Italia) più di 50 anni fa, nel 1969, fornendo soluzioni per l’industria dello stampaggio a caldo dell’ottone. MECOLPRESS ha quindi ampliato la sua produzione includendo applicazioni per lo stampaggio a caldo di acciaio, alluminio, titanio e leghe speciali.
MECOLPRESS offre le più moderne tecnologie disponibili per le presse meccaniche (serie HEAVY), idrauliche (serie ME) e a vite (bilancieri TDS, FPN).
La zona di Brescia, è generalmente considerata la culla della produzione dell’ottone, almeno il 20% della produzione mondiale totale infatti si trova qui. Le aziende bresciane sono ancora in grado di competere con gli ottonifici cinesi (35% della produzione mondiale di ottone), anche se i costi di produzione non sono paragonabili in termini di manodopera, energia, etc… Il segreto di questo successo è il know-how dell’intera filiera produttiva dell’ottone, avviata a livello industriale a partire dal 19° secolo, partendo dal processo di fusione, passando per la forgiatura per poi arrivare al completamento del prodotto finale.
MECOLPRESS nasce e si sviluppa in questo ambiente interessante e dinamico, partecipando e contribuendo a risolvere le principali sfide dei produttori di ottone (Smart Brass Forging).
Queste sfide sono ciclicamente ricorrenti nel mercato e possono essere riassunte come segue:
- disponibilità e costi delle materie prime;
- variabilità nel mercato dei pezzi determinata da picchi di forte domanda, che costringono a produrre piccoli lotti con frequenti cambi di produzione;
- difficoltà a reperire la manodopera necessaria: operatori altamente qualificati, tecnici di manutenzione, addetti alle operazioni ordinarie;
- necessità di garantire la migliore qualità dei prodotti riducendo quelli non conformi;
- riduzione dei consumi energetici in linea con la green economy.
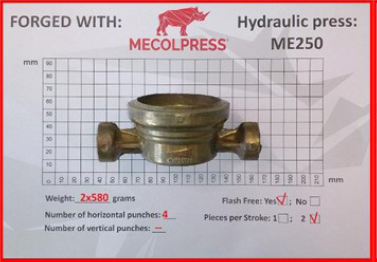
MECOLPRESS fornisce al mercato le più potenti presse idrauliche (serie ME) che offrono alte prestazioni riuscendo ad ottenere:
- pezzi forgiati senza bava;
- spessori ridotti del materiale;
- maggiore profondità raggiunta dal punzone.
Queste caratteristiche consentono di ottenere particolari con un peso inferiore e di evitare qualsiasi ulteriore processo a valle come la rifilatura. La serie di presse idrauliche ME (più di 60 unità fornite dal 2010) ha dimensioni standard:
– da 100 a 500 tonnellate come forza di chiusura dello stampo,
– da 30 a 350 tonnellate di forza di spinta dei punzoni.
I punzoni hanno un movimento indipendente che guida ed ottimizza il flusso di materiale all’interno della cavità dello stampo. Le forze di punzonatura, le velocità, le sequenze di spostamento possono essere implementate in modo flessibile dal pannello operatore touch screen a seconda dei prodotti da forgiare (Smart Brass Forging). Uno dei quattro punzoni orizzontali può essere orientabile (senza perdere forza di stampo!) con l’angolo variabile da da 0 a 45° consentendo foratura inclinate.
Le presse idrauliche della serie ME garantiscono prestazioni produttive che, a seconda delle dimensioni dell’attrezzatura, possono arrivare fino a 30 cicli al minuto e consentono di forgiare più pezzi per corsa, produrre alcune migliaia di parti all’ora è facilmente realizzabile! Ciò consentirà di completare i lotti di produzione nel minor tempo possibile anche se rilevanti nel numero di pezzi da raggiungere.
Se le condizioni di mercato stanno cambiando e il mercato si sposta verso un numero inferiore di pezzi per lotto con frequenti variazioni tra i prodotti, il sistema di cambio rapido degli stampi consentirà di ridurre drasticamente i tempi morti. Il bloccaggio/sbloccaggio utensili completamente automatico ed i bracci di supporto servocomandati consentono all’ operatore di effettuare il cambio nel più breve tempo possibile (circa 15-20min), in completa sicurezza e senza l’ausilio di alcun utensile (Smart Brass Forging).

La politica MECOLPRESS di avere un importante e fornito magazzino pezzi di ricambio per tutte le presse che sono state fornite, è un punto chiave per evitare tempi di fermo macchina indesiderati in caso di manutenzione dell’attrezzatura.
Pressa idraulica Mecolpress Serie ME Next Generation: eccezionale riduzione del peso dei pezzi stampati
MECOLPRESS sviluppa un proprio software di controllo per le presse: CALIPSO (Smart Brass Forging).
Questa interfaccia utente è basata su un modello touch screen, è molto semplice ed intuitiva, ed è stata sviluppata in diverse lingue; consente a qualsiasi operatore di lavorare con continuità sulla pressa e non richiede particolari competenze o conoscenze. Molte funzioni sono state semplificate come numero di dati di input per ridurre l’effetto del fattore umano nelle condizioni di lavoro della pressa. CALIPSO viene installato su tutte le presse idrauliche della serie ME, dal carico della materia prima allo scarico dei pezzi forgiati. I parametri principali di ogni lotto prodotto vengono salvati nella memoria interna, e possono essere facilmente recuperati per la produzione futura e trasferiti al sistema gestionale del cliente MES\MRP. La pressa dispone di un modulo di connessione Ethernet OPC-UA che garantisce questa funzione oltre al servizio di teleassistenza da parte dei tecnici MECOLPRESS.
Il reparto R&D di MECOLPRESS è in grado di definire i parametri di processo ottimizzati e/o la migliore geometria dello stampo attraverso il software FEA che consente di analizzare sia il flusso del materiale che la forza di forgiatura. Questo servizio on-demand è apprezzato dai clienti che cercano un fornitore affidabile.
Le presse idrauliche ME possono essere abbinate a tutti i tipi di forni: billette, barre, metano, induzione elettrica. Occorre tener presente che la temperatura di riscaldamento, la tolleranza sul peso della billetta e le proprietà della microstruttura metallurgica del materiale sono parametri chiave per garantire un processo efficace senza bava.
L’elevata capacità produttiva, la flessibilità di passare da un prodotto all’altro e l’alta affidabilità delle apparecchiature vengono meno però se il processo di forgiatura non è correttamente controllato.
Il software CALIPSO gioca così un ruolo determinante, supportando i clienti nel controllo, con il minimo sforzo. Le forze di forgiatura, i parametri e le sequenze di spostamento dei punzoni, la temperatura delle billette, ecc. possono essere monitorati nei valori massimi\medi oppure costantemente durante il ciclo di lavoro. Le soglie desiderate possono essere impostate nel sistema per monitorare l’andamento dei parametri e se viene rilevata una discrepanza, i pezzi possono essere deviati automaticamente nell’apposito cassone di raccolta per ulteriori controlli.
MECOLPRESS è fortemente impegnata ad essere parte attiva nel passaggio ecologico dell’intero settore, riducendo il consumo di energia, le emissioni inquinanti, e la riduzione delle materie prime impiegate. Questa applicazione però non deve diminuire o compromettere le eccezionali prestazioni delle presse della serie ME. Il software CALIPSO e l’ingegneria interna sono i protagonisti di questo target:
- circuiti idraulici di funzione rigenerativa autoadattativa;
- Modalità ECO per l’ottimizzazione della pressione di lavoro;
- geometria ottimizzata degli attuatori;
- impostazione flessibile della pressione;
- convertitori di frequenza i corrente alternata \pompe idrauliche a portata variabile;
- Il software CALIPSO che apprende dall’esperienza ed ottimizza i parametri di lavoro senza l’intervento dell’operatore (Smart Brass Forging).

Vista principale della pressa idraulica serie Mecolpress ME Next Generation.
Gli aspetti sopra descritti portano ad una riduzione del consumo energetico fino al 50% rispetto alle presse a tecnologia standard.
Il sistema di lubrificazione degli stampi, molto importante nello stampaggio senza bava, utilizza l’innovativa tecnologia tubo nel tubo che fornisce flussi alternativi di aria e olio solo con le quantità necessarie. Tutti i parametri sono impostati nel software di controllo Calipso e si possono raggiungere fino a 30 punti di lubrifica; possono essere integrati negli stampi o con ugelli esterni. Le apposite pompe sono installate sul fondo della macchina per raccogliere tutta la quantità di olio rimanente evitandone il trabocco.
La lubrificazione della pressa è selettiva e solo i componenti attivi vengono raggiunti dal fluido, un adeguato sistema di raccolta evita perdite. Mai più spreco di liquidi!
L’innovativa cappa aspirante incorporata nella struttura della pressa raccoglie l’emissione molto vicino al punto di provenienza, diminuendo l’eventuale diffusione nell’ambiente di fumi e garantendo la miglior vista sull’armadio interno del processo agli operatori.
Come tutti i prodotti MECOLPRESS, la serie ME soddisfa i più severi standard di sicurezza internazionali e può essere prodotta in conformità con quelli nordamericani e canadesi.


MECOLPRESS FIERE 2022, presenti a CastForge (Germania)

CastForge 2022
Questa fiera si terrà presso il Centro fiera di Stoccarda dal 21 al 23 Giugno 2022.
Oggi i clienti del settore “Fusione e Forgiatura” ricercano prodotti di alta qualità pronti per l’installazione. Poiché complessità e richieste specifiche sono in continuo aumento, è fondamentale rimanere sempre al passo con le ultime novità.
Questa fiera sarà un’occasione importante per interfacciarsi e confrontarsi su queste tematiche, in uno dei più grandi mercati d’Europa.
Per questo, dal 21 al 23 giugno 2022 Mecolpress sarà a Stoccarda in occasione di Castforge (Stand 5B57).
Realtà Aumentata, la pressa a portata di clic
Sul nostro stand sarà possibile visionare ben 2 presse in Realtà Aumentata: la ME e la Heavy.
Questa tecnologia consente di sovrapporre informazioni multimediali alla realtà inquadrata dalla fotocamera del proprio dispositivo mobile, smartphone e/o tablet, arricchendo la visione dell’ambiente circostante con contributi aggiuntivi in formato digitale.
Ottieni il tuo biglietto di ingresso gratuito

Per agevolare la visita ed accedere in sicurezza, è opportuno registrarsi per ottenere il biglietto di ingresso gratuito.
Puoi richiedercelo semplicemente compilando questo form:

MECOLPRESS FIERE 2022, presenti a BIEMH (Spagna)
BIEMH Bilbao 2022
Questa fiera si terrà presso il Bilbao Exhibition Centre dal 13 al 17 Giugno 2022.
Saranno presenti con le loro novità aziende spagnole ed internazionali operanti nei settori quali:
Metallurgica, Saldatura, Articoli ed attrezzature, Macchine utensili, Soluzioni Tencologiche, e tanto altro ancora.
Vi aspettiamo Padiglione 5 Stand D34
Realtà Aumentata, la pressa a portata di clic
Sul nostro stand sarà possibile visionare ben 2 presse in Realtà Aumentata: la ME e la Heavy.
Questa tecnologia consente di sovrapporre informazioni multimediali alla realtà inquadrata dalla fotocamera del proprio dispositivo mobile, smartphone e/o tablet, arricchendo la visione dell’ambiente circostante con contributi aggiuntivi in formato digitale.
Ottieni il tuo biglietto di ingresso gratuito
Per agevolare la visita ed accedere in sicurezza, è opportuno registrarsi per ottenere il biglietto di ingresso gratuito.
Puoi richiedercelo semplicemente compilando questo form:

MECOLPRESS FIERE 2022, presenti a GLOBAL INDUSTRIE (Francia)
Global Industrie Paris 2022
In tre edizioni Global Industrie si è affermata come una delle principali fiere al mondo dedicate all’industria. Il suo posizionamento decisamente moderno, orientato sia all’industria del futuro che al business internazionale, spiega il successo riscontrato dalle precedenti edizioni tenutesi negli anni pari a Parigi e negli anni dispari a Lione. Una diversificazione geografica che le consente di valorizzare sia la propria offerta che la varietà dei suoi visitatori.
Global Industrie 2022 si terrà a Parigi per 4 giorni dal 17 maggio 2022 al 20 maggio 2022.
Vi aspettiamo Stand 6M91
Realtà Aumentata, la pressa a portata di clic
Sul nostro stand sarà possibile visionare ben 2 presse in Realtà Aumentata: la ME e la Heavy.
Questa tecnologia consente di sovrapporre informazioni multimediali alla realtà inquadrata dalla fotocamera del proprio dispositivo mobile, smartphone e/o tablet, arricchendo la visione dell’ambiente circostante con contributi aggiuntivi in formato digitale.
Ottieni il tuo biglietto di ingresso gratuito
Per agevolare la visita ed accedere in sicurezza, è opportuno registrarsi per ottenere il biglietto di ingresso gratuito.
Puoi richiedercelo semplicemente compilando questo form:

PRESSA IDRAULICA, il salto di Mecolpress ad una nuova modalità eco-green
Caratteristiche principali della nuova Pressa Idraulica ME eco-green
Presentiamo sul mercato il nuovo standard di presse idrauliche oleodinamiche ME, nate dall’esigenza di offrire ai propri clienti una macchina ancora più flessibile e performante in termini di qualità e consumi, con una nuova modalità eco-green!
Proponiamo una gamma di presse con una forza di chiusura stampo che va attualmente dalle 100 alle 500 tonnellate (come standard) e una forza dei punzoni laterali minima di 30 tonnellate e che può arrivare fino a 350 tonnellate, completamente indipendenti e regolabili sia dal punto di vista delle velocità che delle potenze che dei movimenti. Il cilindro di chiusura idraulico permette di esercitare una forza di deformazione anche prima del contatto stampi a seconda del tipo di pezzo da realizzare.
L’alimentazione è gestita da un robot antropomorfo al carico e una pala di scarico sincronizzata con un sistema di controllo innovativo che va ad eliminare le difficoltà di set up dei sensori tradizionali.
Per quanto riguarda l’aspirazione fumi, dopo un’attenta analisi delle problematiche che le macchine tradizionali posso causare, abbiamo implementato e ottimizzato il sistema rendendolo efficace e funzionale.
Il sistema di aspirazione raccoglie il fumo direttamente dall’area di generazione, in prossimità dello stampo, ed evita che possa distribuirsi all’interno della cabina della pressa migliorando la visibilità interna e riducendo gli eventuali accumuli di olio !
A tal proposito, le macchine della nuova serie sono integrate da una griglia calpestabile che circonda la macchina e previene lo sgocciolamento eventuale sul pavimento del luogo di lavoro.
Le presse idrauliche possono essere configurate in maniera personalizzata in base alle esigenze produttive segnalate dal cliente.
Ad esempio, uno dei punzoni può essere posizionato con un angolo di ingresso diverso rispetto ai classici 90°, consentendo così la realizzazione di forme particolarmente complesse come, ad esempio, raccordi a y o corpi filtro.
Altre configurazioni possibili da aggiungere sulla nuova ME eco-green sono:
- un quinto punzone verticale che agisce da sotto lo stampo,
- il carico di uno o due billette contemporaneamente fino a un massimo di quattro,
- un braccio portastampo che alleggerisce il processo di attrezzaggio macchina,
- un sistema di cambio rapido stampi con bloccaggio idraulico,
- riscaldo stampi a induzione a cui a pressa idraulica è particolarmente compatibile,
- sistema antincendio integrabile alla macchina.
La principale innovazione è però legata al risparmio energetico
Rispetto alla serie ME precedente garantiamo infatti un risparmio energetico in una modalità completamente innovativa.
Dal 2022 tutte le presse ME sono in grado di minimizzare in modo autonomo il consumo energetico per ottenere un pezzo forgiato: la pressa apprende automaticamente il valore di pressione massima ottimale con cui comandare ciascun punzone coinvolto nel processo di deformazione del pezzo (ciclo ECO, impostabile da selettore).
Inoltre, durante il movimento di ciascun punzone, il software di controllo Calipso ottimizza l’istante in cui è necessario fornire la pressione massima (funzione ciclo rigenerativo auto-adattivo): tutti i parametri della macchina vanno ad auto-adattarsi alle variazioni delle altre componenti della linea.
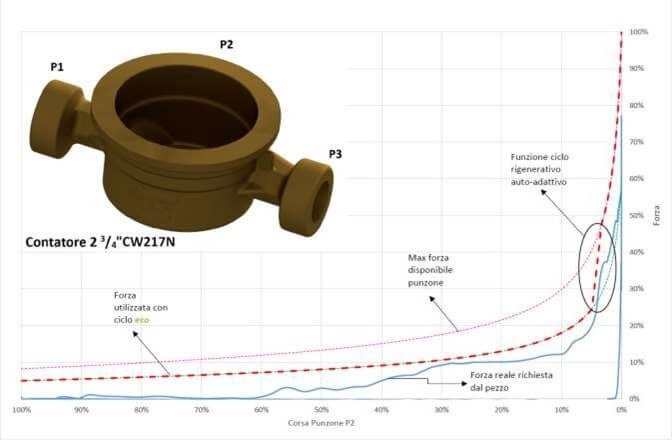
Il risultato complessivo si traduce in un vantaggio economico e competitivo per il cliente che può risparmiare fino al 50% della potenza installata senza ridurre la forza dei punzoni e senza perdere i vantaggi della soluzione con comando idraulico che si conferma essere quella che conferisce maggiore potenza e reattività.
Per fare ciò non è più necessario l’intervento diretto dell’operatore, a cui non è richiesta tassativamente una grande esperienza:
dovrà semplicemente attivare il ciclo ECO dal pannello di controllo, a tutto il resto poi ci pensa la pressa ME!


Discover Mecolpress
“𝗗𝗶𝘀𝗰𝗼𝘃𝗲𝗿 𝗠𝗲𝗰𝗼𝗹𝗽𝗿𝗲𝘀𝘀”:
𝗨𝗻 𝘃𝗶𝗮𝗴𝗴𝗶𝗼, 𝗮𝘁𝘁𝗿𝗮𝘃𝗲𝗿𝘀𝗼 𝗮𝗹𝗰𝘂𝗻𝗲 𝗶𝗺𝗺𝗮𝗴𝗶𝗻𝗶 𝗱𝗶 𝗯𝗮𝗰𝗸 𝘀𝘁𝗮𝗴𝗲, 𝗮𝗹𝗹𝗮 𝘀𝗰𝗼𝗽𝗲𝗿𝘁𝗮 𝗱𝗶 𝗠𝗲𝗰𝗼𝗹𝗽𝗿𝗲𝘀𝘀.
Con qualche foto “rubata” qua e là ed alcuni commenti a riguardo, cercheremo di farvi conoscere meglio la nostra azienda.
Vi guideremo alla scoperta del mondo Mecolpress, del nostro costante impegno di crescita ed innovazione delle tecnologie di stampaggio a caldo, e di come ci impegniamo per garantirvi la più alta affidabilità ed assistenza Clienti di tutto il mondo.
L’intento è quello di utilizzare un punto di vista non patinato o mutuato da immagini da catalogo, ma in stile reportage per mostrare aspetti normalmente nascosti, ma che possono, a nostro parere, rivelare peculiarità interessanti e di valore.
Un percorso che tende a sottolineare, a far emergere, che dietro alle macchine, alla tecnologia ed alla meccanica, si muovono donne e uomini che con le loro idee e la loro passione sviluppano costantemente nuove soluzioni per l’evoluzione dei nostri prodotti e servizi.
Un modo per mostrare un lato “umano” dell’industria, fatto non solo di asettica ingegneria ma anche di abilità, competenza ed esperienza di persone che vivono quotidianamente l’azienda, l’officina produttiva e gli uffici amministrativi/direzionali.
Immagini che rivelano un’anima fatta di capacità personali, metodi ricchi di creatività che si evidenzia anche nei dettagli del processo produttivo.
È anche attraverso queste iniziative che le aziende possono condividere aspetti, informazioni e immagini che contribuiscono concretamente alla crescita ed al consolidamento del rapporto tra aziende.
Ecco un piccolo estratto delle immagini Discover Mecolpress, per vederne altre seguite la campagna che abbiamo lanciato sui nostri canali social a dicembre 2021 e che continua tuttora.







Seguici sui nostri canali social:




DALLO STAMPAGGIO A CALDO DELL’OTTONE, PASSANDO PER ALLUMINIO E ACCIAIO: LA VISIONE DI MECOLPRESS
Leggi lo speciale del Corriere della Sera dedicato all’industria metallurgica. In questo articolo si parla della visione di Mecolpress, quale fornitore e produttore di macchinari per lo stampaggio a caldo. Clicca qui:
Speciale Corriere della Sera 13 Dicembre 2021
INDUSTRIA METALLURGICA: L’ORO DEL MADE IN ITALY
DALLO STAMPAGGIO A CALDO DELL’OTTONE, PASSANDO PER ALLUMINIO E ACCIAIO: LA VISIONE DI MECOLPRESS

… da leader indiscussi nella produzione di presse per lo stampaggio a caldo di particolari in ottone ci stiamo impegnando in questi ultimi anni nella realizzazione di macchine per lo stampaggio a caldo di acciaio e alluminio. E’ la nostra sfida attuale…

MECOLPRESS ALLA MECSPE 2021
L’ECCELLENZA DELLA TECNOLOGIA APPLICATA ALL’INDUSTRIA
Da 19 edizioni è il più grande appuntamento dedicato alle innovazioni per l’industria manifatturiera.
La fiera terrà a Bologna dal 23 al 25 novembre.
Ti aspettiamo al Pad. 26 Stand B105
MECSPE, la principale manifestazione in Italia sulle tecnologie innovative per le imprese del manifatturiero 4.0 promossa da Senaf, si unisce a questo clima di ripartenza e fiducia delle imprese perseguendo il proprio impegno a supporto di questo settore e facendosi rappresentante da ormai 18 edizioni di oltre 2.300 espositori e associazioni di categoria.
L’appuntamento di quest’anno, riprogrammato a BolognaFiere, dal 23 al 25 novembre 2021, avrà come filo conduttore “digitalizzazione, formazione e sostenibilità”, temi che i visitatori potranno approfondire attraverso 13 saloni sinergici divisi per aree tematiche, dimostrazione del talento, impegno e creatività delle PMI italiane.
Un tessuto, quello industriale, supportato da sempre da MECSPE che si fa promotore di proficue collaborazioni tra i diversi attori della filiera, condividendo con loro visioni e progetti, come dimostrano le storiche partnership con Confartigianato Meccanica e CNA Produzione.
A MECSPE 2021 esponiamo il bilanciere FPN 220 Turbo HS.
Si tratta del top di gamma dei bilancieri a marchio OSTERWALDER, marchio acquisito da Mecolpress da più di 20 anni.
Queste presse a vite sono particolarmente adatte ai processi dove è richiesta una elevata precisione dei componenti forgiati, ad esempio nella produzione di ingranaggi. Sono adatti allo stampaggio a caldo di particolari in acciaio, ma anche di tutti gli altri materiali.
La versione TURBO permette di raggiungere maggior velocità, aumentando la produttività dal 20% al 40%.
Realtà Aumentata, la pressa a portata di clic
Oltre alla pressa FPN Turbo, sarà possibile visionare ben 2 presse in Realtà Aumentata: la ME e la Heavy.
Questa tecnologia consente di sovrapporre informazioni multimediali alla realtà inquadrata dalla fotocamera del proprio dispositivo mobile, smartphone e/o tablet, arricchendo la visione dell’ambiente circostante con contributi aggiuntivi in formato digitale.
Ottieni il tuo biglietto di ingresso gratuito

Per agevolare la visita ed accedere in sicurezza, è opportuno registrarsi per ottenere il biglietto di ingresso gratuito.
Puoi richiedercelo semplicemente compilando questo form:

Noi ci sarEMO!
Noi ci sarEMO!
EMO è la manifestazione fieristica mondiale della macchina utensile che viene ospitata da Italia e Germania e che quest’anno si terrà nel capoluogo lombardo, in presenza presso Fiera Milano Rho dal 4 al 9 ottobre.
EMO MILANO 2021 conta già la conferma di tutti i principali player internazionali del settore, oltre 30 i paesi ad oggi rappresentati, a copertura della totalità dei segmenti che costituiscono il mondo delle macchine per la lavorazione dei metalli.
Leader indiscussa nel panorama delle manifestazioni espositive di settore, EMO rappresenta al meglio l’articolato mondo della lavorazione dei metalli, mettendo in mostra il meglio della visione e innovazione.
Macchine utensili a asportazione e deformazione, robot, tecnologie abilitanti e automazione, soluzioni per la fabbrica interconnessa e digitale, additive manufacturing saranno tra i protagonisti di EMO MILANO 2021.
La fiera si sviluppa nell’intero quartiere di fieramilano Rho, facilmente raggiungibile con qualsiasi mezzo di trasporto.
Per garantire a visitatori e espositori la partecipazione in totale sicurezza agli eventi, il Gruppo Fiera Milano ha elaborato un protocollo per lo svolgimento in sicurezza delle manifestazioni fieristiche, nel pieno rispetto delle regole sanitarie emanate a livello nazionale.

MECOLPRESS presente con una “rivoluzione” del concept fieristico
Realtà Aumentata, la pressa a portata di clic
Questa tecnologia consente di sovrapporre informazioni multimediali alla realtà inquadrata dalla fotocamera del proprio dispositivo mobile, smartphone e/o tablet, arricchendo la visione dell’ambiente circostante con contributi aggiuntivi in formato digitale.
Uno strumento molto potente nel campo della comunicazione aziendale e in tal senso l’AR ha un grandissimo impatto sulla customer experience, perché trasforma il modo in cui le aziende interagiscono con i propri clienti.
Nelle fiere di settore la Realtà Aumentata risulta essere particolarmente utile, sia per gli espositori che per i visitatori, che potranno vivere un’esperienza visiva a 360 gradi.
Saranno 2 le presse scelte dal catalogo MECOLPRESS, a dare vita a questo spazio innovativo di realtà virtuale, che offrirà la possibilità di vedere e sperimentare le funzionalità delle macchine rappresentate.
Ti aspettiamo Pad. 5 – Stand B29
Ottieni il tuo biglietto di ingresso gratuito
Per agevolare la visita ed accedere in sicurezza, è opportuno registrarsi per ottenere il biglietto di ingresso gratuito.
Puoi richiedercelo semplicemente compilando questo form:












