Are you doubtful between mechanical press and hydraulic press?
Are you doubtful about the press to choose? Mechanical press or hydraulic press?
Ask to Mecolpress, you will have no more hesitations!
You have just got a new commission and you need a new press for hot forging. Are you sure that you can identify the press that best suits your needs?
Typical request
It often happens that a Customer, or potential one, comes to us with the part he desires to forge. Usually it’s about complex situations, very far from standard applications. That’s exactly why the Customer asks for our help and support.
If the Customer is not a newcomer in the forging world, he usually arrives in Mecolpress with clear and straight idea about the type of press he wants. But very often it happens that he will change his view after having the possibility to get in contact with our forging know-how!
You ask for a mechanical press but you need an hydraulic one!
For example, some weeks ago two different customers came to visit us bringing some sampling to be forged. They were sure to ask a quotation for a mechanical press, they realized instead that the right machine for their situation was a hydraulic one!
Both our customers had the chance to test new dies, only 4 hours were needed for the preparation and installation of the dies and to run some tests. Even though the furnace was not the best one for their kind of production, because it’s a furnace that Mecolpress uses for testing, the machine gave a flash-free part in only 4 hours, with a saving of about 30% of material and with a quality definitely superior than the one they could achieve using a mechanical press.
Moreover, it is important to take into consideration the limits of the mechanical press:
- Since the part is not balanced, the mechanical press should use all its possible force to forge it.
- Working in this way the risk to run into damages or machine breakdown becomes greater.
On the contrary, The ME hydraulic press can forge the part better. The forged parts which required more force used however less than 200 tons on a punch, therefore it consists of a forces distribution that is totally different compared to the traditional mechanical press.
Often the customer is skeptical towards the hydraulic press, but just because he is not familiar with it!

Find out more about the hydraulic presses
The hydraulic presses patented by Mecolpress are suitable for the hot forging of standard parts or special parts in brass and aluminum. The dies closure force is higher than the one of the traditional mechanical presses and the independent and controlled movements of the ram and of the extruders allow to hot forge also complex parts without flash.
These are oleodynamic presses provided with coring tools combinable till to a maximum of 5 punches (4 horizontal and one vertical) suitable for the hot forging of brass, aluminum, copper and other materials.
Compared to the traditional mechanical presses these presses have different advantages, including:
- Reduced vibrations and noises.
- No foundations are required.
- Higher flexibility: there are no mechanical connections between tooling and ram; this implicates that you can decide speed, force, position and movement sequence for each punch independently. The result is the possibility to decide how to let the material flow, this helps the part production with a better quality level.
- Ease of tooling: easy access to the forging area and automatic adjustment of punches strokes from the panel that cancels the mechanical adjustment on the spines (for example insertion of spacer).
- The press is easy and intuitive to be used even without a great experience in the forging field. Together with the machine a lifelong service via teleservice and phone assistance is provided.

Some practical examples about the choice for a hydraulic press.
- Hydraulic press ME150: this is a quite small machine and often we suggest it to who has no experience in the hot forging field.
- Hydraulic press ME 250: let’s get serious!
Example: are you undecided if you want to buy a 400t mechanical press or a ME250 hydraulic press?
If you have small and easily to force parts to be produced in huge quantities and in series maybe the choice of a mechanical press is the most suitable, but if you have a part that is lightly more complicated, probably you need an hydraulic one. In this case, we are sure that a test here in Mecolpress will remove any doubt!
- Hydraulic press ME from 450tons onwards: This press is more efficient, more cost-effective, it allows to save material, to increase the productivity, it is more convenient, more silent, no foundation pit is required and despite of what our competitors affirm, the energy consumption is not high. In fact, this consideration comes from the fact that just the installed power is taken into consideration.
Did you carry out a forging simulation and forging tests?
In order to choose the right press it is surely helpful to carry out a forging simulation, our technical office can support the customer during the process for choosing the machine with a software analysis of material flow, in order to carry out a sort of “virtual pre-acceptance” of the plant.
Once that the forging simulation is successfully over, then the next step is a real test in our factory. Indeed we have available machines devoted for the forging tests, this is a very important aspect for the customer that often gives him the possibility to invest in a more aware and motivated way. Touching the forged part doesn’t leave no room for doubt!
Being able to satisfy and fully understand the customer needs, to demonstrate and propose our most suitable solutions with concrete tests thanks to the machines and toolings we have available in Mecolpress for the forging tests is for us matter of pride.
With or without flash?
When you have to face a forging project for a new piece, the first step to take is to make a simulation by means of forging software and to decide whether to set the simulation with or without flash.
With or without flash?
Start with the forging simulation
In general terms we can affirm that thin-thickness pieces and material movements in different directions or with sudden dimension changes can give defects in flash free forging.
If the geometry is uniform and the section variations are contained, you can think of dealing with a flash free project.
It is true in all cases that starting a flash free project can allow evaluations that push to optimize the geometries of the piece (if it is possible to operate on the outer geometry) or it can drive the next analysis with flash.
A first flash free step involves certainly reduced calculation times and allows an evaluation of the punches forces and dies closure that can approximatively be considered valid in general.
Suitable for forging with flash
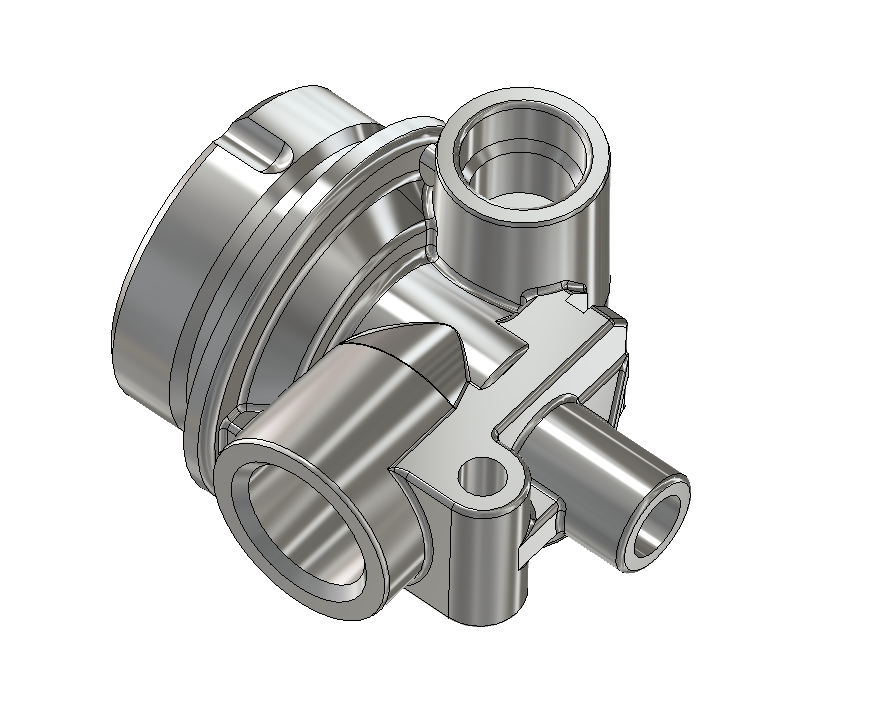
Here above a geometry that very hardly is fit for a flash free forging
Suitable for flash-free forging
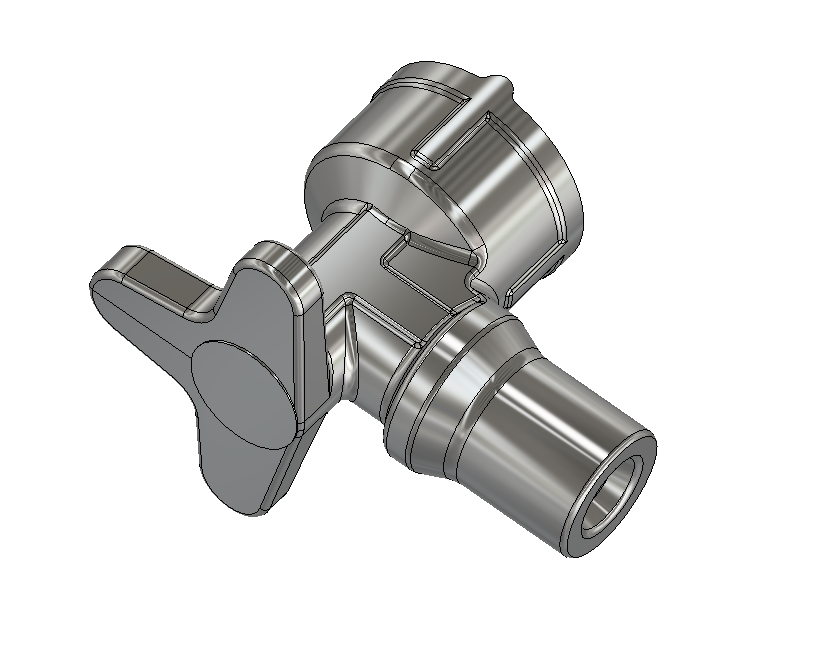
In this case, the success of a flash free project is very likely.
Is the press you have chosen suitable for forging your piece?
Secondly, it is necessary to roughly estimate if the analyzed piece is workable for the considered machine model.
At this stage you need to have a database showing the average pressures on half dies and on punches.
For this purpose, as the simulation history evolves, it is very useful to keep an Excel file in which the results in terms of forces are summarized in average pressures on half dies and punches.
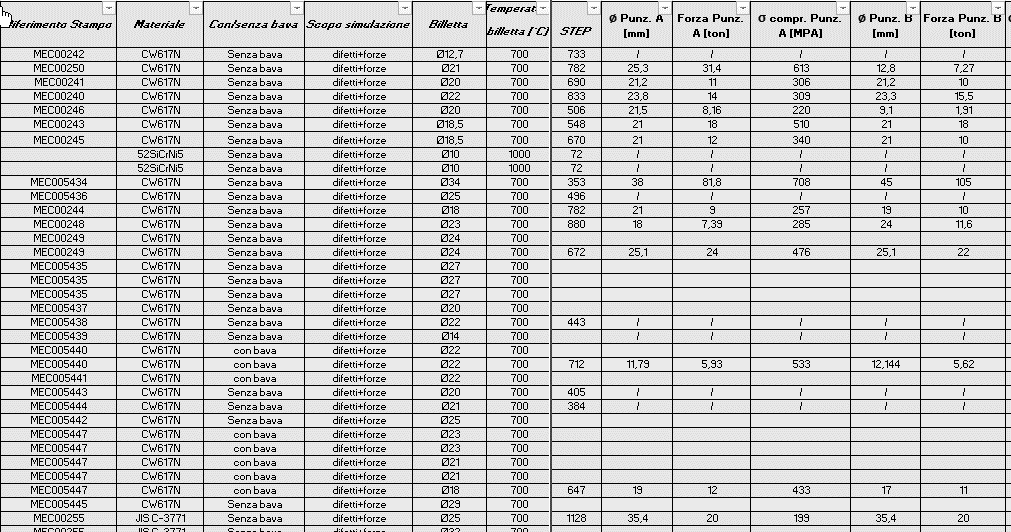
This procedure allows you to understand at a glance if the result of a simulation can be considered valid or may be affected by calculation errors. Obviously, more cases are available more is likely to have reliable results, because the geometry of the piece strongly affects the force on each element of the die and therefore in the evaluation it is necessary to consider pieces with similar morphological characteristics.
Once the geometry of the piece is drawn, including the desired corings, it is necessary to obtain by subtraction the geometry of die and punches.
Firstly, however, the shape has to be scaled to take into consideration the fact that the formation occurs at a high temperature, while the drawing dimensions are valid for pieces at ambient temperature.
The typical brass value for forging is 1.012, while in the case of aluminum the factor 1.010 is generally used. With an Excel sheet, you can therefore estimate the diameter and length of the billet of first attempt.
For flash-free forging choose the hydraulic presses
Mecolpress hydraulic presses of ME series are the best solution for the forging of a part of brass, aluminum, or of other materials, without flash.
The closing force of the dies, higher than the one of the traditional mechanical presses, and the independent and controlled movement of the ram and of the extruders allow the hot forging of even complex parts without flash.
ME hydraulic presses have proved to be unbeatable in the forging of parts having some complexities.
For example, if you have to forge gate valves, our ME presses allow to forge these valves totally without flash, with very high precision, without the risk of defects caused by brass flow in the die.
In addition, even the production is higher compared to the one allowed by the traditional method with eccentric mechanical presses and with bell tool.
A ME350-4G240 hydraulic press, for example, can forge two-inch gate vales without flash, without the help of special tools, and with a productivity of about 800 parts/hour.
Another significant and practical example is that with a ME hydraulic press you can hot forge 4 brass parts at a time without flash!

Hydraulic Press ME100, the SuperFast!
Forge up to 60 pieces per minute without flash!
Our range of hot forging hydraulic presses ME has been enriched with the latest model ME100. It is a compact machine, dedicated to the forging of low-weight complex pieces, with extremely high productivity.
Mecolpress patented hydraulic presses, suitable for hot forging of standard and special brass or aluminium pieces.
This clamping force is higher than those of traditional mechanical presses. Independent & controlled movements of the ram and punches allow for flash-less hot forging also of complex pieces.
In addition to the ME150, ME250, ME350, we now also offer the ME100:
- 100 Tons of die closing force;
- 30 Tons for each of the punches (there can be up to 5)
- Forge in single or double figure, horizontally or vertically, and it is Super-Fast!
We tested it up to 30 strokes per minute and of course … it was promoted with full score!
As for all our ME hydraulic presses, the range of pieces that can be forged is very wide.
Here is a photo of typical brass parts that can be forged with this press:

Some info as an example:
– it can print ball valve bodies up to 3/4 inch, without flash (in single figure), or 1/2 inch in double figure.
– Accepts dies size 180x180mm.
– Punches stroke: 75mm.
Mecolpress has in fact the skills and the appropriate structure to make you ad hoc consultancy. Through the drawing of the piece you want to forge, we can perform a die simulation through the dedicated software in our internal technical office.
It will also be possible, if necessary, to carry out a real forging test of your piece thanks to the machines that we always have available at our company to carry out forging tests. We are thus able to offer you the machine, or the most suitable forging line for your needs.
And if the right press for you was not the ME100, we are always able to make the specific proposal for the needs of each customer, because Mecolpress has the widest range of hot forging presses of all!
Why to choose Mecolpress presses?
Mecolpress makes available to its customers quality presses and all its technologic know how. For those who need high performing machineries for hot forging we are a reliable and with a solid experience partner in this field, gained in many years of activity.
Whether it is an entire forging line or a single machinery, Mecolpress can suggest the most performing solution for production and offer a technical support able to face every need.
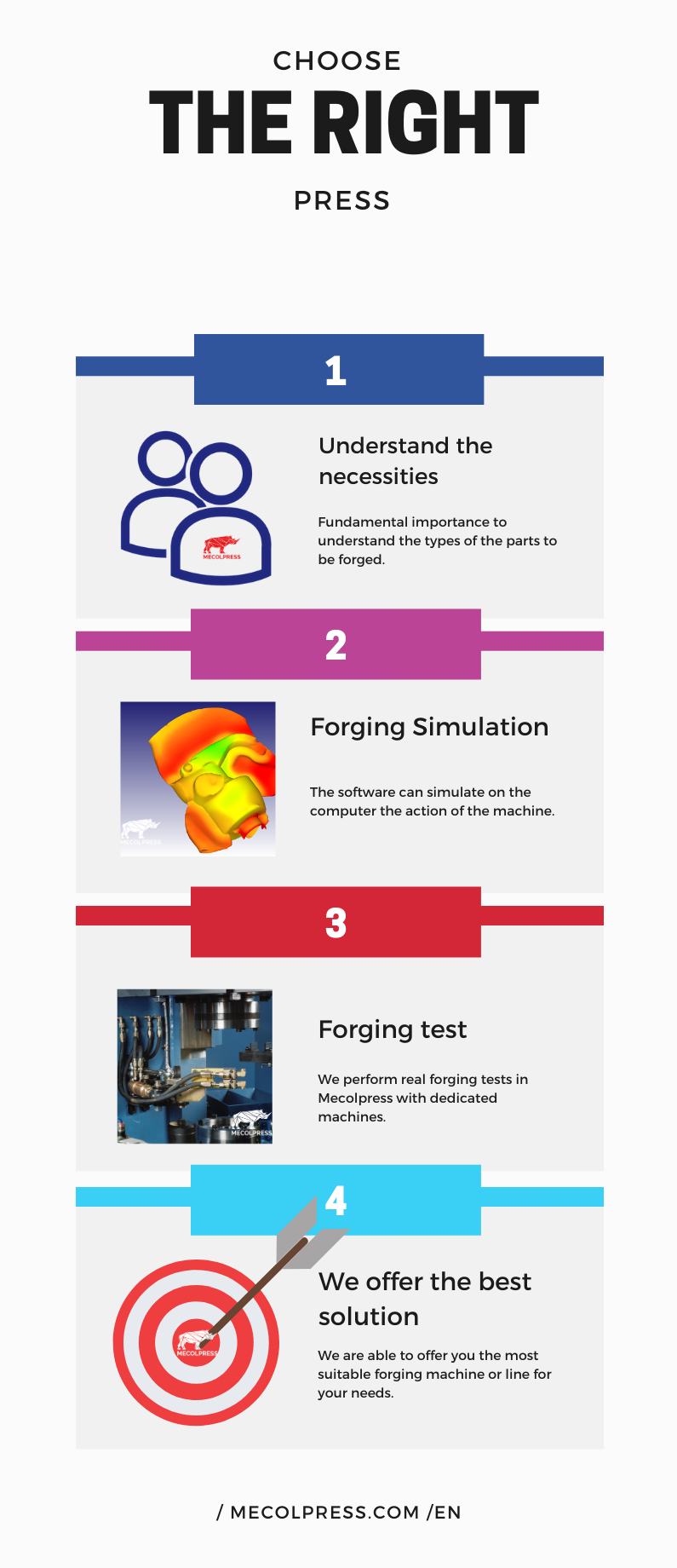
A first meeting to understand the necessities
When a new potential customer contacts us expressing its need to buy a press, our sales department organizes immediately a first meeting either at customer’s or at our premises in order to show the different machines and their functioning.
During this phase, to us it is of fundamental importance to understand the types of the parts to be forged and which could be the eventual criticalities connected to the single parts in order to be able to propose the most suitable press. In many cases our offers are based directly on the drawings of the parts to be forged that are analyzed by our technical office in great details.
In order to understand which is the best press, our technical office takes advantage of a software that can simulate on the computer the action of the machine. In this way we provide a valid tool for the identification of the machinery that meets the productive needs.
Some customers in addition to the single press require the entire hot forging line and, in this case as well, we can provide all the necessary machineries, and to optimize the production.
Forging tests at Mecolpress
Once the most fitting press for the customer has been identified, even if this is hydraulic or mechanical, we carry out forging tests at our premises. So, the customer can be sure in advance of the final result before starting the production at his premises.
In order to carry out the test, the dies for the realization of the wished parts are mounted on the machine. In case the customer does not have the die, there is the possibility to commission it directly to Mecolpress. Indeed, our company offers a complete service to support the customer during all the productive steps and can also offer this component.
During the many years of activity we have gained high technical skills and we have confronted with different situations. The gained experience has turned us into a partner that can understand the forgers needs, able to propose mechanical or hydraulic press for a specific production type.

Gate valves hot forging: Mecolpress solution
Gate valves hot forging can present some criticalities. Mecolpress hydraulic presses could brilliantly overcome these, reducing production costs and consenting to obtain a forged part without flash.
Function and features of gate valves
The most commonly hot forged brass parts are the ones used for the liquids control.
The parts can be, for example:
- water meters bodies,
- ball valves,
- water and gas fittings,
- gate valves.
These latter ones have the function of fluid flow adjusting and stopping onto a tube and they fulfill it by controlling through an handwheel (or a motorized actuator) the interposition of a disc between the in- and out- sections of the valve. In order to better visualize their movement, you can image it like the closing of a gate slide in the middle of a tunnel.
Also depending on application typology, every manufacturer develops his own drawing for valves that are characterized by contours, dimensions and always different thicknesses.
The range of measures of the valve is very wide. These measures are usually defined in inches and are related to the useful section of fluid passage when the valve is totally open.
Also the working pressures, the valve control and the working environment determine the need to have valves with hose joints that are more or less distant from the valve center, with circular section neck valve o irregular hexagon section neck valve, with greater of minor neck height.

Hot forging by means of eccentrical mechanical press
Normally the hot forging of a gate valve is not very easy to realize, above all if you want to forge the part without possible defects, using little material (therefore with most possible depth of all the holes) or without flash as well.
The traditional forging with eccentric mechanical presses of gate valves requires a greater energy compared to the forging of ball valves having the same dimensions, and a punches stroke, in particular of one, much higher.
For example, for the realization of gate valves of 2 inches or more, eccentric mechanical presses of minimum 450 tons capacity and a forging tool (defined as bell tool) that allows the realization of holes of great diameter are normally used.
This technology has been valid and successfully used for many years, and Mecolpress as well proposes it to its customers through its SEO and SEO CVE CS presses series.
But there is also a much more efficient way for gate valves hot forging: the hydraulic press.
Forging by means of hydraulic press
Gate valves can be hot forged even by means of Mecolpress hydraulic press of ME series.
Our ME presses allow to forge these valves completely flashfree, with very high precision, without risk of defects due to the brass flow in the die.
Moreover, also the productivity is higher than the one allowed by traditional method with eccentric mechanical presses and bell tool.
An hydraulic Mecolpress press ME350-4G240, for example, can forge 2 inch gate valves flashfree, without the help of special tools, with a productivity of about 800 parts/hour.
Production optimization: a Case Study
Exactly for this application in January 2019 we supplied a hydraulic press ME350 to one of the most important valve manufacturers of Far East.
We started the collaboration with the customer by studying the “traditional” valve geometry and after the forging simulations carried out by our technical office, we could verify that some improvements connected to the shape were possible.
Indeed, the study showed that the thicknesses could be reduced and therefore it was possible to reduce the weight and the cost of the forged part. Moreover, our technicians considered useful to modify corners and corner rounding to ease the brass flow. These modifications grant a longer die duration.
Once the approval from the customer for the new geometry was obtained, we realized the die and then a sample of these valves that were sent to the customer both for dimensional checks and for mechanical machining tests.
All the tests gave successful outcome and now the customer is impatient to receive the hydraulic press and to start producing this with this new much more efficient method that will reduce considerably the necessary brass quantity to realize the hot forged valve.
Over the years Mecolpress has developed a considerable experience in gate valves hot forging field and for every valve shape, or brass alloys to be used, including, for example, brass without lead or anti-dezincification brass.

Forging simulation
Mecolpress sells turn-key forging plants.
This means to offer to the customer not only reliable and innovative machines, but competence on the forging product and process as well: the forging line has to work regularly, respecting the productivity level and granting stable quality. During the proposal phase, the careful evaluation of the parts to be forged is always a crucial element.
Traditionally, this activity was limited to the knowledge acquired thanks to many years of experience of a few key persons, so the evaluation of the parts was based on their “memory”, trying to remember the difficulties or solution identified in the past on similar parts. Precise technical parameters and data were seldom available and recorded, and therefore the surprises during the dies real tests were very frequent, in particular the forging forces were unknown and heavily influencing the final acceptance test of the machine.
Since the work flow programming is becoming more and more important to respect the planned delivery time and, at the end, to match the yearly turnover goals, the possibility to precisely foresee and plan the final activities of the forging line manufacturing is a key factor. Mecolpress since already five years use a hot forging simulation software that allows to analyse in the technical office the flow of the material in the die, and in this way to carry out a “virtual pre-acceptance” of the forging equipment. The goal is to anticipate as much as possible the forging difficulties and, to a higher level, to share among a wider number of persons and departments, the forging process knowledge: the aim is to go from “workshop expert man” to “forging mathematics”. For the sales department as well, this methodology brings clear advantages: the possibility to demonstrate in a transparent and easy-to-understand way the technical reasons on which the die design and identification of the suitable machine are based, is often a winning element to involve the customer in the project definition and in the last phases of the negotiation.
Usually the choice of the machine and the die design phases respect a standard sequence of steps:
- first, the customers provide us with the drawings of the forged and/or of the machined part,
- the Mecolpress sales personnel choose the most difficult or doubt ones and give these to the technical office.
- From this moment onward, subsequent FEM analysis are carried out, eventually suggesting as well to the customer modifications of details of the part, to reach the result of a forged piece that satisfy the (final) customer requirements and can be forged without defects thanks to the Mecolpress technology.
- The forging simulation software has been programmed with the Mecolpress machines specific dynamic characteristics and grant therefore highly reliable results.
After the die has been manufactured, the real forging phases in the production departments start.
Tthe first thing to do is to share the project parameters and machine program data between the technical office and the dies test department.
It is now that it is essential to understand if, and eventually how, the real behaviour of the material is deviating from the expected path, and to this extent the hydraulic forging machines have a special production cycle called “simulation steps” to produce several parts with pre-programmed partial completion steps, in particular with different cores penetration depths.
If this process is well managed and used, it easily lead to verify what foreseen in the computerized simulation, and also to identify the source of defects that might be found later in the finished parts, even in areas that are not easy to be seen at first sight.
Once the dies have been successfully tested in the production dept., the customer participate to the forging line final acceptance and can examine the forging process as proposed in the offer and agreed in the order.
To have anticipated the analysis of the piece and to share the forging process knowledge among the engineers of the technical office has reduced the variability of the length of the real tests duration and has brought to a much more precise and reliable calculation of the lead time of the machine in general.