The dies lubrication determines your forging success!
Knowing to take advantage of the correct dies lubrication is crucial in a hot forging system of brass, steel, aluminum, titanium or copper parts.
We have already highlighted many times in our previous articles how the lubrication can make the difference and solve many of the common problems that the forgers observe during the production of their forged parts. Our research of the perfect lubrication has evolved, becoming more and more precise and customizable, exactly like we are constantly required by the market.
A correct lubrication doesn’t mean that it must be of large quantity, but that it must be correctly dosed and the most appropriate lubricants must be chosen according to the metal types and required part to be forged.
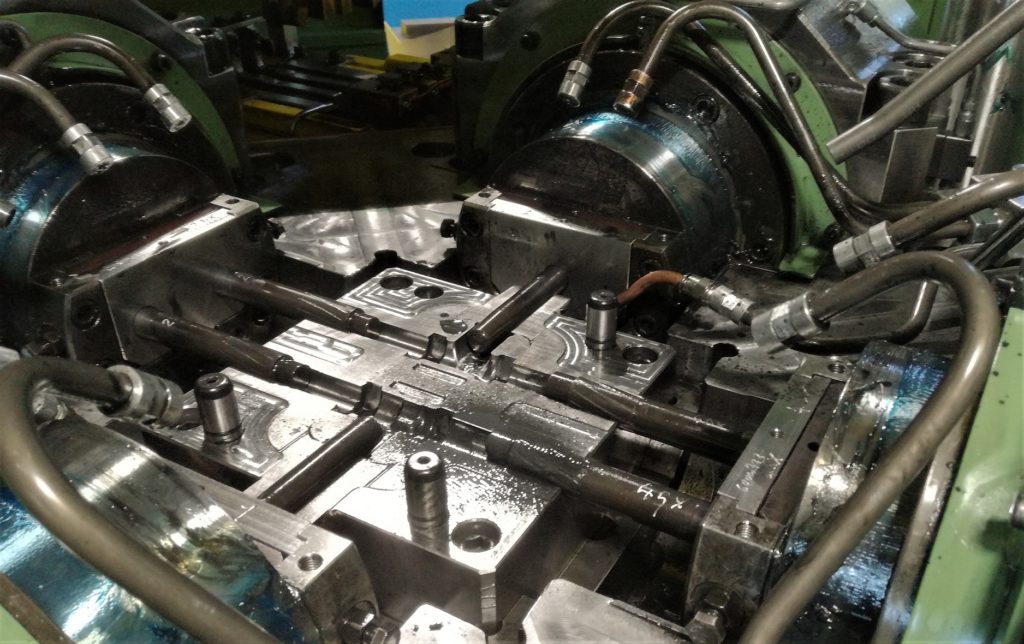
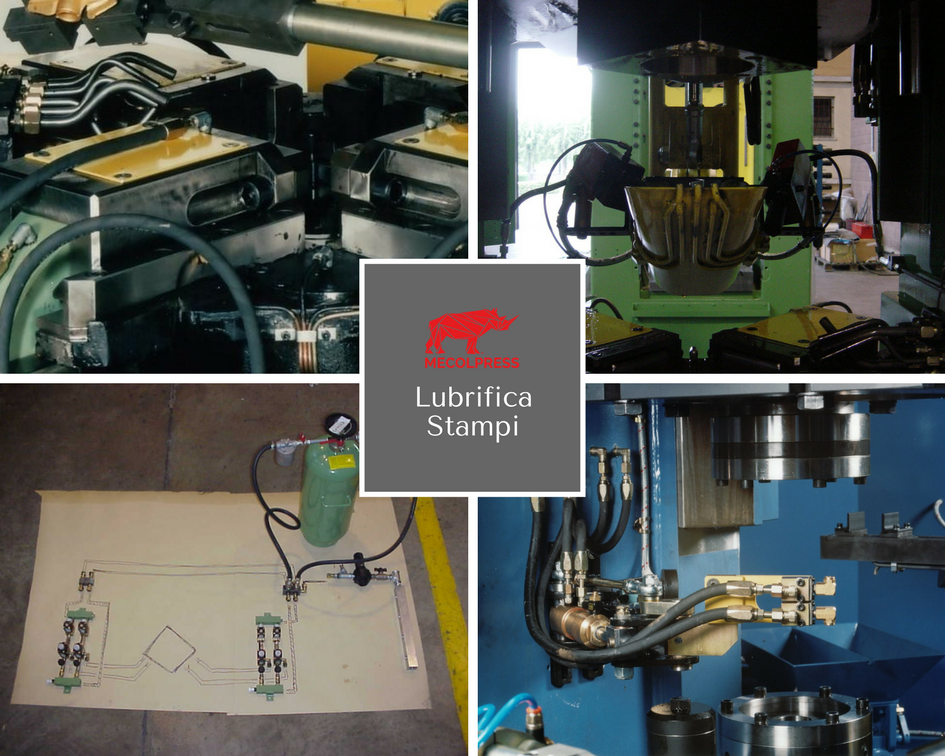
The dies lubrication system of hydraulic presses of ME series and of eccentric press at continuous cycle of HEAVY series
With the hydraulic presses of ME series and the mechanical eccentric at continuous cycle presses of HEAVY series we have revolutionized the dies lubrication system:
- We drag the outgoing oil+graphite mixture on the lubrication point.
- We let the lubrication liquid and the compressed air flow in two concentric tubes of the control valves of the single points up to the usage point.
- For each of the points the pilot is independent and therefore for each of them we give the possibility to the user to choose from the operator panel how, when and how often to intervene.
But we were not satisfied yet!
Which are the requests the forgers most frequently address to us?
We have verified that some of the questions you ask our service department are regarding the lubrication system:
“My die has broken, what can I do to guarantee it a long-lasting life?”
“The dies lubrication system I am using is not satisfying.”
“Is it possible to reduce the waste of lubricants, in view of an even more ecological choice?”
“How can I obtain a successful forging system?”
Our Research and Development team has therefore perfected and developed a new lubrication system.
What’s new in the lubrication system of the HEAVY series
Heavy series is our new proposal of a mechanical eccentric at continuous cycle press. It is a very revolutionary machine, the result of 50 years of experience in the hot forging presses production, and of the continuous search for innovation and technology perfection.
As a result, we have completely reviewed even the automation and the dies lubrication.
First of all, the dies lubrication system allows for each single point the independent and programmable management.
It is possible to start the lubrication cycle in different ways: during the ascent or descent of the ram, during the loading or unloading cycle, with appropriate delay and duration times.
Each point can be used for the nebulization of the lubricant or for the cooling and cleaning of the dies.
The system can be implemented with 2 or more high capacity air blowing points.
It is possible to program the schedules: the pumping circuit, the automatic mixer and the heating resistance placed in the tank allow to prepare the liquid and the entire circuit for the starting time at optimal conditions.
The nebulization of the lubricant, thanks to the particular pipe system, is obtained only in proximity of the usage area: in this way the dosage, repeatability and the sensibility to the dosage variation are guaranteed.
40 lubrication/cooling points are foreseen, of which 16 are placed in the lower dies-holder and 16 in the upper dies-holder. The disposition of the lubrication/cooling points throughout the dies allows to reach efficaciously the critical points to be lubricated/cooled, in addition to drastically reduce the times of production change.
Reactive, smart system for creating your recipes
The responsiveness to the settings variations is immediate, unlike the traditional system that requires several minutes of production before it stabilizes.
In addition to this, we can have a strong blowing without the help of compressors (that are contributing to increase the consumptions and the general maintenances of the plant).
A smart software system helps moreover the operator to adapt automatically the dosage of the lubricant in the startup phase of the production, till to reach the correct forging conditions.
Our system can be adapted even to the use of lubricant/water-base release agent, e.g. used in the aluminum sector, that are different from the classic graphitized oil.
All the parameters, activation of the used points, start modalities, timers and counters, once they have been optimized, are saved in the recipe devoted to the type of the part to be produced, in order that for the following batches of the same article there is a fast production start without useless waste of time.

Forge gate valves with a ME Hydraulic press!
In this video you can see the hot forging of gate valves with a ME hydraulic press.
Go beyond the normal criticality of the forging of these valves, get a piece without flash and reduce production costs.
What are gate valves and how they are traditionally forged?
The brass or other materials gate valves have the function of fluid flow adjusting and stopping onto a tube. They fulfil this control through a hand wheel (or a motorized actuator).
To give you an idea, you can compare the function of the mentioned valve to the closing of a gate slide in the middle of a tunnel flooded by the water.
Usually the gate valves are hot forged through traditional eccentric mechanical presses, but their realization is not easy, above all if you want to forge the part without possible defects, using little material (therefore with the most possible depth of all the holes) or without flash as well.
The traditional forging of gate valves by means of eccentric mechanical presses requires a greater energy compared to the one necessary for forging of ball valves having the same dimensions, and it requires a much higher punches stroke, in particular for one of them.
For example, for the realization of gate valves of 2 inches or more, eccentric mechanical presses of minimum 450 tons capacity and a forging tool (defined as bell tool) that allows the realization of holes of great diameter are normally used.
This technology has been valid and successfully used for many years, and Mecolpress as well proposes it to its customers through its SEO and SEO CVE CS presses series.
Gate valves forged by means of hydraulic presses
There is also a much more efficient way for gate valves hot forging: ME hydraulic press.
ME hydraulic presses, in fact, thanks to the different working dynamics of the punches, are proving to be really decisive for all the forgings of more “problematic” and complex parts, consenting for example to avoid the use of EV bell tool.
As we show in this video by means of ME presses you can forge high quality gate valves, without flash, detail of great importance. The presence of flash in the forged parts implicates a considerable waste of material, and moreover, to remove it, it is necessary to use a trimming press, which means therefore that you will have to equip yourself with an additional machine.
Another interesting aspect to be underlined is the fact that hydraulic presses have a cycle frequency significantly higher than normal mechanical presses.
Our ME hydraulic presses have also as standard equipment the Calipso software, our innovative program for collecting and checking forging data. Through this intelligent system you can perform analyses of the production process, but not only! In fact, it is possible to obtain an optimal and separate management of any pieces to be discarded or otherwise to be evaluated.
The checking of the pieces carried out by Calipso guarantees the certified quality of each piece produced.
Another important advantage that is standard on our ME hydraulic presses is the innovative die lubrication system, that can also be optionally applied to eccentric continuous cycle presses. In hot forging it is important not to underestimate the way in which the dies are lubricated; finding the “perfect” lubrication in your forging process ensures an increase in the life of the dies and materials unattainable with traditional systems!
The ME hydraulic press has an innovative forging system compared to traditional mechanical presses. Innovative because, for example, it does not generate mechanical shocks, it considerably reduces the noise generated during production, the tooling is much faster and more convenient.
Here is the video of the forged gate valves with ME hydraulic press:
The advantages of using hydraulic presses in gate valves hot forging
In summary, why should you choose a hydraulic press to forge gate valves?
- No bell EV tool,
- Gate valve without flash,
- Forged pieces controlled by the powerful Calipso software,
- Separate management of non-compliant parts,
- Better forging lubrication system,
- No mechanical shock,
- Less noise,
- More setup speed.
I THOUGHT IT WAS DIAMOND BUT IS…GRAPHITE!
The most curious thing to know regarding the graphite – one of the allotropy forms of carbon – is that it can be considered from the chemical point of view a diamond twin. But it is completely different for the physical features: first of all, it’s black! And, in addition, it has its own, very precious, application in the protection covering of metallic areas exposed to corrosion. Keep reading if you want to discover more about graphite and about graphitizing!
Graphite, a precious mineral for industry
To the touch it is unctuous and slippery, graphite has a metallic shining and a density between 2,09 and 2,2. Extremely soft (with a variable hardness between 1 and 2) it’s very easy to scratch. It solidifies in the hexagonal system, not in the shape of completely developed crystals, but in the shape of scales or irregular masses. It is the only not metal that is a good electricity conductor, on the contrary it conducts heat in a bad way.
It exists in nature as a mineral that includes impurities, it is amply supplied all over the world; important deposits are located in England, Siberia, Madagascar, Mexico, Sri Lanka, Canada and in many American places.
It is also artificially produced, warming up for 11-13 weeks at a temperature of 950 degrees Celsius a blend of petrol and carbon derivatives and then transferring the product of the cooking in electric furnace, where for 4-5 weeks it remains at the temperature of 2.800 degrees Celsius. Most of the process of graphitization (that is a warming at the temperature of 2500-3000 degrees Celsius) it happens not only for the temperature but also for a refinement caused by a reduction of metals and vaporization of metal oxides present in carbon.
What is graphite for?
Graphite is used for electrodes in the electrochemical industry, for electrical furnace or crucibles addressed to very high temperature, in industrial paints.
Moreover, it is used as lubricant (sometimes mixed with grease, oils or water) in a semi-permanent treatment that is called graphitizing and it is used in order to protect the metallic surfaces.
The graphitizing process
Graphite is a lubricant element and it can be available as powder or as paste. It guarantees the homogeneity of the superficial color of the billet. In addition, it produces a positive effect on gas consumption for the heating of brass or aluminum billets because, by making them black, it facilitates the heat absorption.
As it is lubricant, regarding the mold it contrasts efficiently:
- Consumption
- Wearing out
Furthermore, it avoids that the billets stick one to another in the push-type gas furnace. It is a widely used process in Italy and less in other countries that, though, is not always recommended (for example in the case of products subjected to chrome plating).
For aluminum is interesting the treatment realized with not black graphite but of silver color. This coloring minimizes the visibility of possible dark spots on the pieces.
Graphitizing and working of metals
The graphitizing machines are essentially rotating drums, where the pieces of cut bar are inserted, to which some grams of graphite are added. During the necessary time of rolling, the graphite powder is homogeneously distributed on all the pieces, facilitating the next stage of the hot forging.
The goals of lubrication, during the working of metals are complexes. The reasons we interpose lubricating material between the basic material to be worked and the tools or die that produce the deformation can be summarized in:
- Friction reduction;
- Use reduction;
- Surface aspect;
- Temperature control;
- Form changing control;
- Distribution control of the stresses in the product.
Regarding the surface aspect, thanks to their properties to avoid the contact between metals, lubricants can prevent the developing of marked and poor-quality surfaces on the product. But simply producing a not damaged surface could be not enough because a bright, reflecting or matt aspect can be required. In that sense, the lubricant used makes a significant difference.
Graphite is confirmed the real classic lubricant in solid film. It sticks well to the metallic surfaces and, for that reason, it is usually used for the pre-treatment of the tools and dies, as an additive for other lubricant at room temperature and, in particular, as lubricant for high temperature operations. The disadvantage is that graphite is not easy to remove once the working is finalized.
For some types of processes and materials to be worked, the choice of each kind of lubricant it’s in many cases very easy, but the real choice of a specific lubricant – best composition and condition for the use – it is not. In the operative reality we have to take into consideration so many factors (the available equipment, the tonnage produced, the range of products to be manufactured with a certain equipment, pre -and -post working treatments) so that each lubrication problem can be treated in a specific way. So it is better to get to the final lubricant choice only after a careful evaluation of the application.
Would you like to protect the metallic surfaces? Entrust them to Mecolpress!
Die Lubrication in the new generation of presses
In the most modern presses, like the continuous cycle eccentric SEO-CVE-CS or the hydraulic presses of the ME range:
- The mix oil+graphite is “pulled out” by the compressed air exiting the spraying point.
The lubrication fluid and the air are flowing in two concentric pipes, from the distribution blocks of the single lines to the application or spraying point.
For each of the points, the control is independent and it is therefore possible to decide for each one, from the operator panel:
- How long to spray air only (for example to reduce the temperature of the die and clean it from small burrs);
- How long then to spray air and the oil+graphite mix;
- How long at the end to blow again air only, to spread the lubricant and avoid thick deposits.
- The lubricant reach the application point through the press structure, the base (subpress) onto which the die is positioned, and through the die itself, all of them foreseen with channels and holes to reach the right points without losses and without spraying where it is not needed.
- Having the lubricant flowing through the machine and the die allow high time saving, because there is no more the need to reposition the and re-bend the singles pipes.
A modern and well thought press must in any case always allow to work with the pipes (Read previous article), that are still useful in case of work with third parties dies, or small batch testing with older dies.
It is even possible to modify existing dies, at the purpose to improve the performances and the precision of the lubrication, and adapt these for less modern machines to have internal lubrication channels.
Furthermore, from the operator panel, it will be possible for each lubrication point, to select if it should work as:
Upper die lubrication point;
Lower die lubrication point;
Punches lubrication point.
Each one of these settings offer specific pre-programmed activation conditions, each single point with its working time for air blowing, oil spraying…
Moreover, in our hydraulic presses ME the lubrication fluid is kept mixed and if necessary heated up in the power unit tank.
It is also important to know that the distribution line is built as a ring.
What does it mean? That the lubricant is always moving in the pipes, and it is therefore excluded every possible problem like lines clogging or lubricant cooling down too much, because the fluid is not staying in the pipes waiting for a valve to open, but continuously run around.
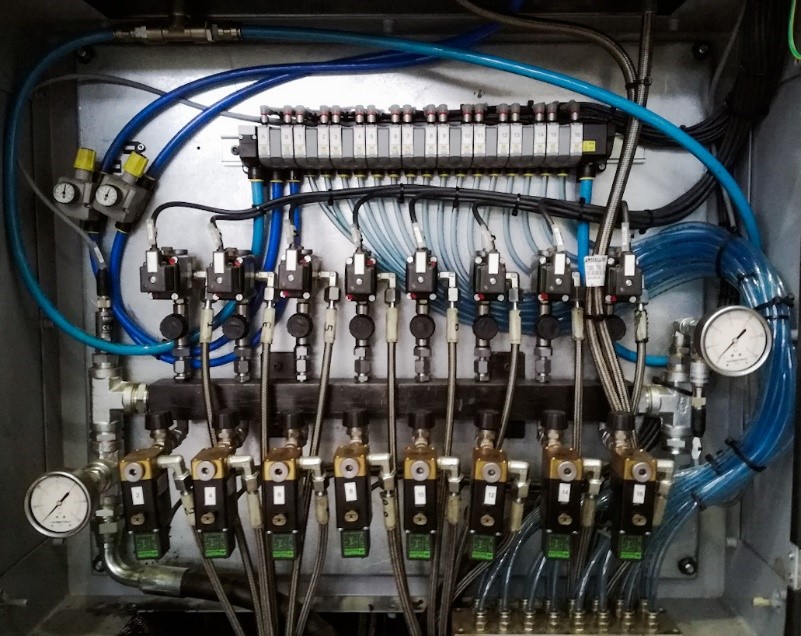
Moreover, there are control manometers at the beginning and at the end of the line, to keep the pressure at a constant level independently from how many spraying points are activated simultaneously.
ADVANTAGES OF THE LUBRICATION SYSTEM:
- Less waste of lubricant materials;
- Tool set-up time extremely reduced;
- Zeroing of the possibility of wrong or imprecise position;
- The lubricant is always moving, it is not staying in the pipes waiting for a valve to open: it is therefore excluded every possibility of clogging of the line or cooling down too much of the fluid;
- The pressure in the circuit is kept constant thank to the control manometers.
All of this is thought to grant to your forging process the “right lubrication”.
Dies Lubrication
For sure, among the secrets of an expert, to get forged parts at high productivity and without defects, the ability to manage the dies lubrication is one of the most important.
Actually, it is necessary to know how to have a “right lubrication” of the dies.
Clearly, “right lubrication” does not mean “a lot”, but on the contrary it means:
- Well distributed on every point of the die;
- Specifically differentiated between lower die figure, upper die figure, punches heads and their sliding channels…
Punches with spiral grooves to ease the lubrication distribution around the surface

“Right” means first of all to choose the most suitable materials, for the metal that we will forge, and dose or, if required, mix them in the best ratio to obtain the two basic effects of this operation:
- To allow the easy sliding of the punches on the die and of the billet material in the die figures;
- Reduce the temperature of the die components, to increase their working life duration.
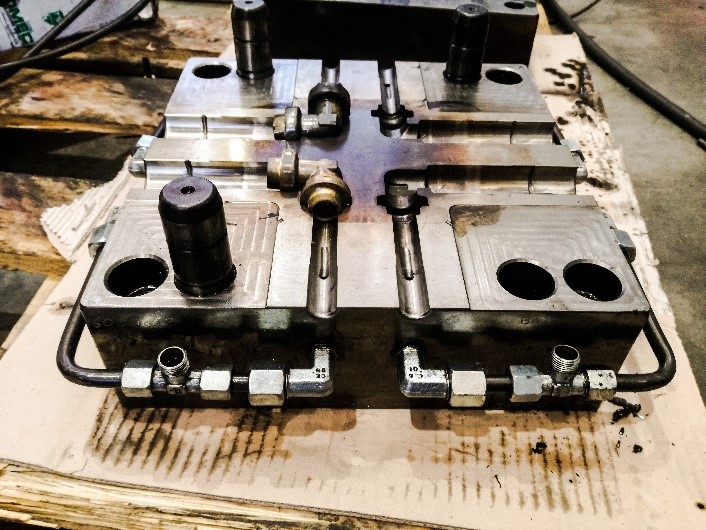
The dies lubrication mix, typically oil and graphite, is dosed by valves that are very distant from the spraying point, therefore a variation in the quantity settings becomes effective only after many cycles, all those necessary for the new quantity of fluid to cover the whole way from valve to spraying point.
These, the spraying points, are copper pipes that, from a distribution block mounted on the subpress, are directioned and bent to target the specific points: the die figures, the punches etc.
In this way, every time the die is to be changed, it becomes necessary:
- To redirect the copper pipes, having every time to find the perfect position;
- To dedicate a lot of time to the set up operation.
And how is it made in the new generation of presses? Read more