
EXHIBITIONS 2026: MECOLPRESS AT CASTFORGE (GERMANY)
Mecolpress at CastForge 2026
Mecolpress will participate in CastForge 2026, the international trade fair dedicated to castings, forgings and related machining processes, taking place from June 9 to 11, 2026 at Messe Stuttgart, Germany.
We look forward to meeting you at:
Hall 8 – Booth 8E76
More information is available on the official CastForge website.

A key event for the forging industry
CastForge is one of the leading European events dedicated to the forging and casting industry, bringing together companies, suppliers and international professionals from the sector.
An important opportunity to share innovation, production technologies and new market solutions.
Mecolpress forging solutions
During the exhibition, Mecolpress will present its technologies and solutions for hot forging applications, with particular focus on:
- process stability and repeatability
- energy efficiency
- digital process monitoring
- advanced technologies for hydraulic and mechanical presses
Visit Mecolpress at CastForge 2026
CastForge represents an important opportunity to meet customers and partners, discuss the latest technological developments in the industry and share Mecolpress know-how in forging technology.
To receive a visitor ticket and arrange a meeting during the exhibition, please contact the Mecolpress team.
We look forward to welcoming you at:
Hall 8 – Booth 8E76

MECOLPRESS AT MCE 2026: HOT FORGING TECHNOLOGY FOR THE HVAC SECTOR
Mecolpress will take part in the upcoming edition of MCE – Mostra Convegno Expocomfort, the leading international exhibition dedicated to HVAC, renewable energy and energy efficiency.
📅 24–27 March 2026
📍 Fieramilano Rho
📌 Hall 4 – Stand M15
A strategic opportunity to meet manufacturers, producers and industry professionals operating in heating, cooling and energy-efficient building technologies.
Why Mecolpress at MCE
The HVAC sector requires brass, aluminium and steel components that guarantee:
-
High mechanical performance
-
Dimensional precision
-
Long-term reliability
-
Efficient and repeatable production processes
Hot forging technology represents the ideal solution for manufacturing high-strength components used in thermal systems, valves, fittings, hydraulic systems and advanced energy applications.
Our participation in MCE confirms Mecolpress’s commitment to:
-
Strengthening its presence in the HVAC market
-
Showcasing high-productivity forging solutions
-
Expanding relationships with international partners and customers

Mecolpress Solutions for HVAC Applications
At Hall 4 – Stand M15, we will present our mechanical and hydraulic hot forging presses, designed to ensure:
-
Maximum process repeatability
-
Advanced production parameter control
-
High energy efficiency
-
Fully customized solutions
Thanks to advanced automation systems and digital control technologies, Mecolpress presses optimize production cycles, reduce scrap and enhance the final quality of forged components.
Innovation, Efficiency and Sustainability
MCE represents a global meeting point for technologies supporting the energy transition and sustainable development.
Within this context, Mecolpress offers solutions that contribute to:
-
Improving manufacturing efficiency
-
Reducing energy consumption
-
Delivering high-performance components for advanced energy systems
The quality of the forging process directly impacts the performance and safety of HVAC systems, making the choice of production technology a strategic factor.
Meet Us at MCE 2026
📍 Hall 4 – Stand M15
📅 24–27 March 2026
📌 Fieramilano Rho – Milan
Our technical and commercial team will be available for meetings and project discussions.
📩 To schedule an appointment during the exhibition, please contact us through our website or reach out directly to our sales department: sales@mecolpress.com
We look forward to welcoming you in Milan.

EXHIBITIONS 2025: MECOLPRESS AT FORGE FAIR (Cleveland)
FORGE FAIR 2025
We are waiting for you at booth 419 with our partner Forging Equipment Solutions.
Mecolpress will hold a presentation on Wednesday 14 May on the theme “Experiences About Ferrous and Nonferrous Hot Metal Forging”


EXHIBITIONS 2025: MECOLPRESS AT ISH (GERMANY)
ISH 2025
The world’s leading trade exhibition is the flagship and heart of the healthcare and HVAC industry, as well as a unique driver of innovation. ISH focuses on modern bathroom design, sustainable heating and air conditioning technology and smart home systems. Under the motto “Solutions for a sustainable future”, ISH 2025 will be launched with a new, clear and modern event structure.
It will be held from 13 to 17 March 2025 in Frankfurt at Messe Frankfurt.
We look forward to seeing you at our Booth, Stand Hall 9.1 Stand no. C91
Get your free admission ticket

To facilitate the visit and access in safety, it is appropriate to register to get the free admission ticket.
You can request it by simply filling out this form:

EXHIBITIONS 2024: MECOLPRESS AT CASTFORGE (GERMANY)
CastForge 2024
Stuttgart Trade Fair Center from 4 to 6 June.
Today costumers of the “Casting and Forging” field are looking for high-quality products ready for installation. As complexity and specific requests are constantly increasing, it is essential to stay on top with the latest news.
This Exhibition represents an important opportunity to meet face to face and discuss these topics in one of the largest markets in Europe.
For this reason, from 4 to 6 June 2024 Mecolpress will be in Stuttgart at Castforge Hall 5, Booth 5A37.
Augmented Reality, the press just a click away
On our stand it will be possible to view 2 Augmented Reality presses: ME hydraulic press and Heavy Mechanical Forging Presses.
This technology allows to add the multimedia virtual information to the actual view that is captured by the camera of mobile device, smartphone and/or tablet, enriching the surrounding viewing with additional digital contents.
Get your free ticket
To facilitate the visit and access in safety, it is appropriate to register to get the free admission ticket.
You can request it by simply filling out this form:

Exhibitions 2024: Mecolpress at AHR (U.S.A.)
AHR 2024
AHR EXPO – CHICAGO
The largest event in the HVACR industry returns to Chicago.
Three days dedicated to the latest energy saving solutions and sustainable technology in the field of heating, ventilation and air conditioning systems.
It will be held from 22 to 24 January 2024, in Chicago at McCormick Place .
We look forward to seeing you at our Booth: South Building – Stand S10262

Mecolpress presents the latest innovations in the field of brass hot forging:
- SEO and Heavy mechanical eccentric presses from 320 to 600 tons, high productivity up to 40 strokes per minute.
- ME series hydraulic presses: flash-free forging with significantly reduced energy consumptions.
- Direct drive screw presses: suitable to produce parts having complex geometry!
Augmented Reality, the press just a click away
On our booth it will be possible to view two presses in Augmented Reality: ME and Heavy series.
This technology allows to overlap multimedia information on the reality framed by the camera of your mobile device, smartphone and/or tablet, enriching the vision of the surrounding space with additional digital contributions.
Get your free admission ticket
To facilitate the visit and access in safety, it is appropriate to register to get the free admission ticket.
You can request it by simply filling out this form:

EXHIBITIONS 2022: MECOLPRESS AT CASTFORGE (GERMANY)

CastForge 2022
Castforge Exhibition from 21 to 23 June in Stuttgart.
Today costumers of the “Casting and Forging” field are looking for high-quality products ready for installation. As complexity and specific requests are constantly increasing, it is essential to stay on top with the latest news.
This Exhibition represents an important opportunity to meet face to face and discuss these topics in one of the largest markets in Europe.
For this reason, from 21 to 23 June 2022 Mecolpress will be in Stuttgart at Castforge (Stand 5B57).
Augmented Reality, the press just a click away
On our stand it will be possible to view 2 Augmented Reality presses: ME hydraulic press and Heavy Mechanical Forging Presses.
This technology allows to add the multimedia virtual information to the actual view that is captured by the camera of mobile device, smartphone and/or tablet, enriching the surrounding viewing with additional digital contents.
Get your free ticket
To facilitate the visit and access in safety, it is appropriate to register to get the free admission ticket.
You can request it by simply filling out this form:

EXHIBITIONS 2022: MECOLPRESS AT BIEMH (Spain)
BIEMH Bilbao 2022
This event will be held at the Bilbao exhibition centre from 13 to 17 June 2022.
Mecolpress will present its latest technological innovations regarding metal forging.
Besides Spanish companies also international ones will be participating in this event, operating in sectors such as: metallurgy, welding, articles and equipment, machine tools, technological solutions, and much more.
You can find us in Pavilion n°5 Stand D34
Augmented Reality, the press just a click away
On our stand it will be possible to view 2 Augmented Reality presses: ME hydraulic press and Heavy Mechanical Forging Presses.
This technology allows to add the multimedia virtual information to the actual view that is captured by the camera of mobile device, smartphone and/or tablet, enriching the surrounding viewing with additional digital contents.
Get your free ticket
To facilitate the visit and access in safety, it is appropriate to register to get the free admission ticket.
You can request it by simply filling out this form:

Exhibitions 2022: Mecolpress at GLOBAL INDUSTRIE (France)
Global Industrie Paris 2022
In three editions, Global Industrie has established itself as one of the leading exhibitions in the world dedicated to industry.
Its resolutely modern positioning geared both to the industry of the future and to international business explains the success encountered by its previous editions held in even years in Paris and odd years in Lyon. A geographical diversification which enables it to enhance both its offer and the variety of its visitors.
Global Industrie returns to the capital from the 17th to the 20th of May, at Paris Nord Villepinte.
We are waiting for you Stand 6M91
Augmented Reality, the press just a click away
On our stand it will be possible to view 2 Augmented Reality presses: ME hydraulic press and Heavy Mechanical Forging Presses.
This technology allows to add the multimedia virtual information to the actual view that is captured by the camera of mobile device, smartphone and/or tablet, enriching the surrounding viewing with additional digital contents.
Get your free admission ticket
To facilitate the visit and access safely, it is advisable to register to get the free admission ticket.
You can request it by simply filling out this form:
The dies lubrication determines your forging success!
Knowing to take advantage of the correct dies lubrication is crucial in a hot forging system of brass, steel, aluminum, titanium or copper parts.
We have already highlighted many times in our previous articles how the lubrication can make the difference and solve many of the common problems that the forgers observe during the production of their forged parts. Our research of the perfect lubrication has evolved, becoming more and more precise and customizable, exactly like we are constantly required by the market.
A correct lubrication doesn’t mean that it must be of large quantity, but that it must be correctly dosed and the most appropriate lubricants must be chosen according to the metal types and required part to be forged.
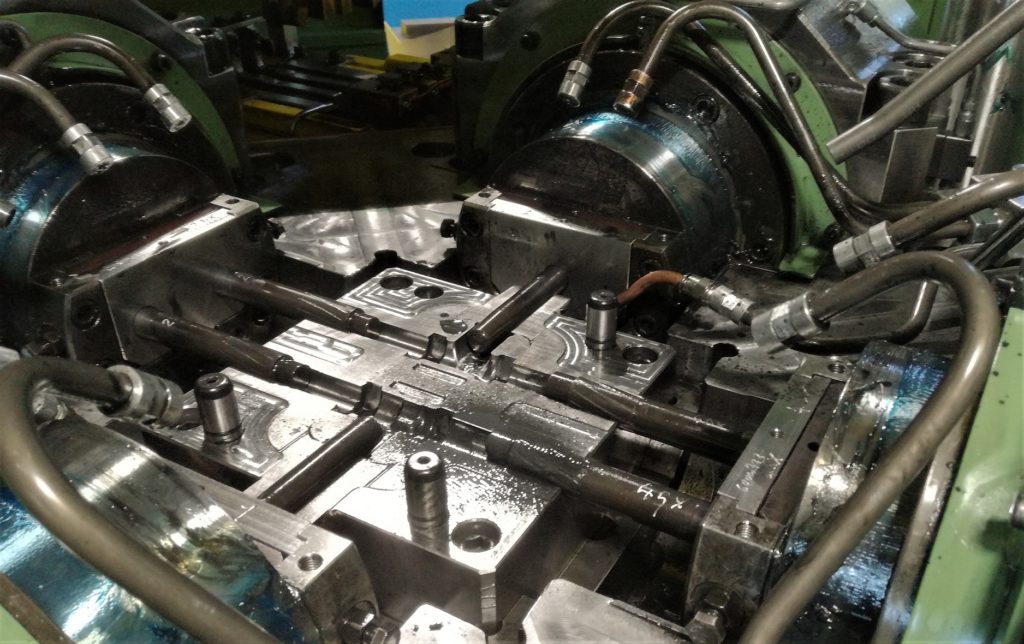
The dies lubrication system of hydraulic presses of ME series and of eccentric press at continuous cycle of HEAVY series
With the hydraulic presses of ME series and the mechanical eccentric at continuous cycle presses of HEAVY series we have revolutionized the dies lubrication system:
- We drag the outgoing oil+graphite mixture on the lubrication point.
- We let the lubrication liquid and the compressed air flow in two concentric tubes of the control valves of the single points up to the usage point.
- For each of the points the pilot is independent and therefore for each of them we give the possibility to the user to choose from the operator panel how, when and how often to intervene.
But we were not satisfied yet!
Which are the requests the forgers most frequently address to us?
We have verified that some of the questions you ask our service department are regarding the lubrication system:
“My die has broken, what can I do to guarantee it a long-lasting life?”
“The dies lubrication system I am using is not satisfying.”
“Is it possible to reduce the waste of lubricants, in view of an even more ecological choice?”
“How can I obtain a successful forging system?”
Our Research and Development team has therefore perfected and developed a new lubrication system.
What’s new in the lubrication system of the HEAVY series
Heavy series is our new proposal of a mechanical eccentric at continuous cycle press. It is a very revolutionary machine, the result of 50 years of experience in the hot forging presses production, and of the continuous search for innovation and technology perfection.
As a result, we have completely reviewed even the automation and the dies lubrication.
First of all, the dies lubrication system allows for each single point the independent and programmable management.
It is possible to start the lubrication cycle in different ways: during the ascent or descent of the ram, during the loading or unloading cycle, with appropriate delay and duration times.
Each point can be used for the nebulization of the lubricant or for the cooling and cleaning of the dies.
The system can be implemented with 2 or more high capacity air blowing points.
It is possible to program the schedules: the pumping circuit, the automatic mixer and the heating resistance placed in the tank allow to prepare the liquid and the entire circuit for the starting time at optimal conditions.
The nebulization of the lubricant, thanks to the particular pipe system, is obtained only in proximity of the usage area: in this way the dosage, repeatability and the sensibility to the dosage variation are guaranteed.
40 lubrication/cooling points are foreseen, of which 16 are placed in the lower dies-holder and 16 in the upper dies-holder. The disposition of the lubrication/cooling points throughout the dies allows to reach efficaciously the critical points to be lubricated/cooled, in addition to drastically reduce the times of production change.
Reactive, smart system for creating your recipes
The responsiveness to the settings variations is immediate, unlike the traditional system that requires several minutes of production before it stabilizes.
In addition to this, we can have a strong blowing without the help of compressors (that are contributing to increase the consumptions and the general maintenances of the plant).
A smart software system helps moreover the operator to adapt automatically the dosage of the lubricant in the startup phase of the production, till to reach the correct forging conditions.
Our system can be adapted even to the use of lubricant/water-base release agent, e.g. used in the aluminum sector, that are different from the classic graphitized oil.
All the parameters, activation of the used points, start modalities, timers and counters, once they have been optimized, are saved in the recipe devoted to the type of the part to be produced, in order that for the following batches of the same article there is a fast production start without useless waste of time.