
EXHIBITIONS 2026: MECOLPRESS AT CASTFORGE (GERMANY)
Mecolpress at CastForge 2026
Mecolpress will participate in CastForge 2026, the international trade fair dedicated to castings, forgings and related machining processes, taking place from June 9 to 11, 2026 at Messe Stuttgart, Germany.
We look forward to meeting you at:
Hall 8 – Booth 8E76
More information is available on the official CastForge website.

A key event for the forging industry
CastForge is one of the leading European events dedicated to the forging and casting industry, bringing together companies, suppliers and international professionals from the sector.
An important opportunity to share innovation, production technologies and new market solutions.
Mecolpress forging solutions
During the exhibition, Mecolpress will present its technologies and solutions for hot forging applications, with particular focus on:
- process stability and repeatability
- energy efficiency
- digital process monitoring
- advanced technologies for hydraulic and mechanical presses
Visit Mecolpress at CastForge 2026
CastForge represents an important opportunity to meet customers and partners, discuss the latest technological developments in the industry and share Mecolpress know-how in forging technology.
To receive a visitor ticket and arrange a meeting during the exhibition, please contact the Mecolpress team.
We look forward to welcoming you at:
Hall 8 – Booth 8E76

Mecolpress at the 15th Forging Conference in Brno
Mecolpress at the 15th Forging Conference in Brno
Innovation, process control and efficiency in ferrous and non-ferrous hot forging metal
Mecolpress at the 15th Forging Conference in Brno
Mecolpress will take part in the 15th FORGING CONFERENCE, organized by the Forging Association of the Czech Republic, taking place on May 19–20, 2026 in Brno.
The event will be hosted at the Orea Congress Hotel Brno,
Křížkovského 47, 603 73 Brno – Pisárky, Czech Republic.
An important international technical conference dedicated to innovation in forging processes, bringing together companies, industry experts and research centers.
More information is available on the official conference website
Mecolpress technical speech
During the conference, Mecolpress will present a technical speech entitled:
“Experiences about ferrous and not ferrous hot metal forging”
The presentation will focus on practical experiences in hot forging processes for ferrous and non-ferrous materials, with particular attention to process control, efficiency and product quality.
Process control and production stability
A stable and repeatable process is the foundation of product quality.
The speech will highlight the importance of process capability (Cp and Cpk) as a key factor in ensuring consistent performance, scrap reduction and higher production efficiency.
Energy efficiency
Mecolpress solutions are designed to reduce energy consumption by up to 50%, thanks to systems capable of adapting power according to the actual working cycle.
An approach that improves both sustainability and productivity.
Monitoring and digitalization
Real-time monitoring of process parameters — including force, position and speed — allows faster interventions and more efficient production management.
Digitalization therefore becomes an essential tool to increase process control and competitiveness.
Innovation applied to forging
Participation in the conference confirms Mecolpress’ commitment to the development of advanced forging technologies.
Solutions designed to improve:
- product quality
- production efficiency
- energy savings
- process reliability
An international exchange of expertise
Events such as the 15th Forging Conference in Brno represent an important opportunity for dialogue between industry and research.
For Mecolpress, this is another step forward in its path of growth and innovation within the forging industry, fully aligned with its vision of Shape Forming Technology.

FORGING VS. METAL CASTING: WHICH TECHNOLOGY TO CHOOSE?
Forging vs. casting metals represents one of the most critical decisions in the production of metal parts, both ferrous and non-ferrous.
Casting and forging, even though they have the same goal—to obtain a part with the defined shape and characteristics—are based on completely different principles, which can influence:
- mechanical properties
- structural quality
- energy consumption
- production costs
- application areas
But which technology is best suited to your production needs?
Metal casting technology: characteristics and limitations
Casting involves bringing metal to a liquid state and pouring it into a die that reproduces the desired shape. Once solidified, the material assumes the geometry of the die.
Advantages
- High geometric flexibility
- Possibility to create very complex shapes
- Presence of internal cavities that are difficult to achieve with other technologies
- No particular dimensional limits
Structural limitations
Cast components may have internal defects such as:
- porosity
- blowholes
- segregations
These phenomena can reduce the mechanical strength and stiffness of the part, making casting less suitable for applications subject to high dynamic loads or critical structural requirements.
Forging technology: performance and reliability
Forging is a process of plastic deformation of metal in the solid state (heated but not molten), achieved through the application of high compressive forces.
During the process:
- the internal structure of the material becomes more compact
- the fibers orient themselves according to the geometry of the piece
- internal discontinuities are drastically reduced
Forging advantages
The result is a component with:
- greater mechanical strength
- improved ductility
- high reliability over time
- more homogeneous structure
The geometric limits of forging: overcome with Mecolpress technology
Traditionally, forging can present more stringent geometric constraints than casting.
Thanks to the solutions developed by Mecolpress, these barriers can now be largely overcome.
Mecolpress presses series
Advanced applications
With Mecolpress technologies it is possible to obtain:
- Forging of brass components weighing more than 5 kg.
- Forging of brass and aluminium with up to 5 punches (4 horizontal + 1 vertical), even independent, up to 240 tons, to preform the piece with the minimum possible weight.
- Flash-free forging, with reduction of the material used, heating energy and subsequent processing.
- Forging of steel, aluminium, titanium and special alloys with deformation force up to 5,000 tons (TDS series).
The result is a more efficient, sustainable and cost-optimized process.



Casting vs Forging: direct comparison
| CHARACTERISTIC | CASTING | FORGING |
|---|---|---|
| State of the metal | Liquid (molten metal) More energy required More emissions | Solid or heated (not molten) Less energy required Reduction of emissions |
| Complexity of shapes | Very high Possible internal cavities | High thanks to the possibility of applying up to 5 independent punches for pre-forming |
| Mechanical properties | Lower Possible presence of defects | Elevate Compact and oriented structure |
| Typical defects | Porosity Blowing Segregations | Minor More homogeneous material |
| Mechanical resistance | Medium | High |
| Setup costs | Generally contained | Reduced thanks to the quick die changing system proposed by Mecolpress |
| Subsequent processing | Often necessary | Improved surface quality Preforming of holes thanks to punches |
| Production of big part | Yes | Limited |
| Typical applications | Base Carter Complex components | Shafts Connecting rods Structural components for aeronautical applications Safety components Valves Medical components Fashion components |



Why choose Mecolpress forging?
In addition to the evident advantages of the forging process, Mecolpress presses integrate advanced technologies that further increase production performance.
Proprietary software that monitors and tracks all production parameters in real time, ensuring consistent quality and traceability.
- Quick dies changing system
Dies changes can be made in less than 30 minutes, without manual intervention or external equipment.
- Reduction of electricity consumption
Up to 50% less than traditional solutions, thanks to highly energy-efficient technologies.
- Teleservice
Remote access to press parameters for diagnosis, optimization, and immediate technical support.
Conclusion
The choice between casting and forging always depends on the final application of the component.
However, when the following are required:
- high mechanical properties
- structural reliability
- defect reduction
- energy efficiency
- process sustainability
Forging represents the most technologically advanced solution today.
Thanks to Mecolpress innovations, forging is increasingly overcoming traditional limitations, offering superior performance compared to casting in numerous industrial applications.
Want to learn more about which technology is best suited to your production process?
The Mecolpress team is available for a personalized technical analysis.
📩 Contact us through our website www.mecolpress.com


MECOLPRESS AT MCE 2026: HOT FORGING TECHNOLOGY FOR THE HVAC SECTOR
Mecolpress will take part in the upcoming edition of MCE – Mostra Convegno Expocomfort, the leading international exhibition dedicated to HVAC, renewable energy and energy efficiency.
📅 24–27 March 2026
📍 Fieramilano Rho
📌 Hall 4 – Stand M15
A strategic opportunity to meet manufacturers, producers and industry professionals operating in heating, cooling and energy-efficient building technologies.
Why Mecolpress at MCE
The HVAC sector requires brass, aluminium and steel components that guarantee:
-
High mechanical performance
-
Dimensional precision
-
Long-term reliability
-
Efficient and repeatable production processes
Hot forging technology represents the ideal solution for manufacturing high-strength components used in thermal systems, valves, fittings, hydraulic systems and advanced energy applications.
Our participation in MCE confirms Mecolpress’s commitment to:
-
Strengthening its presence in the HVAC market
-
Showcasing high-productivity forging solutions
-
Expanding relationships with international partners and customers

Mecolpress Solutions for HVAC Applications
At Hall 4 – Stand M15, we will present our mechanical and hydraulic hot forging presses, designed to ensure:
-
Maximum process repeatability
-
Advanced production parameter control
-
High energy efficiency
-
Fully customized solutions
Thanks to advanced automation systems and digital control technologies, Mecolpress presses optimize production cycles, reduce scrap and enhance the final quality of forged components.
Innovation, Efficiency and Sustainability
MCE represents a global meeting point for technologies supporting the energy transition and sustainable development.
Within this context, Mecolpress offers solutions that contribute to:
-
Improving manufacturing efficiency
-
Reducing energy consumption
-
Delivering high-performance components for advanced energy systems
The quality of the forging process directly impacts the performance and safety of HVAC systems, making the choice of production technology a strategic factor.
Meet Us at MCE 2026
📍 Hall 4 – Stand M15
📅 24–27 March 2026
📌 Fieramilano Rho – Milan
Our technical and commercial team will be available for meetings and project discussions.
📩 To schedule an appointment during the exhibition, please contact us through our website or reach out directly to our sales department: sales@mecolpress.com
We look forward to welcoming you in Milan.

EXHIBITIONS 2025: MECOLPRESS AT ISH (GERMANY)
ISH 2025
The world’s leading trade exhibition is the flagship and heart of the healthcare and HVAC industry, as well as a unique driver of innovation. ISH focuses on modern bathroom design, sustainable heating and air conditioning technology and smart home systems. Under the motto “Solutions for a sustainable future”, ISH 2025 will be launched with a new, clear and modern event structure.
It will be held from 13 to 17 March 2025 in Frankfurt at Messe Frankfurt.
We look forward to seeing you at our Booth, Stand Hall 9.1 Stand no. C91
Get your free admission ticket

To facilitate the visit and access in safety, it is appropriate to register to get the free admission ticket.
You can request it by simply filling out this form:

Hot forging in the fashion sector
Hot forging presses are also used in the fashion industry manufacturing.
The worldwide fashion sector is characterized by extremely significant business volumes: around 3 thousand billion euros and it employs 50 million people.
Italy is one of main districts for the fashion industry with historic brands and production chains deeply rooted in the territory.
The sector is affected by global uncertainties linked to inflation, geopolitical tensions, post-Covid recovery but double-digit growth is estimated in the coming years. The increase in business volume is possible thanks to a high dynamism full of creativity and style which canalizes an important flow of news and innovations every season.
The digitalization of sales channels and operational departments and the near-shoring approach have created the need to make the manufacturing process increasingly productive and efficient.
Metals hot forging is a key operation to characterize fashion products and accessories. The logos of the major brands applied on bags, shoes, clothes and belts are made through hot forging and then finished with other downstream processes.
Mecolpress has been the protagonist of this continuous growth process, offering technologically advanced forging solutions with the aim of:
- Increasing production capacity up to 1500 pieces per hour;
- Reducing machine downtimes due to maintenance and tool changes (availability >95%);
- Reducing the consumption of materials, energy and CO2 emissions by 50% (GREEN TECHNOLOGY Industry 5.0);
- Allowing the digital communication between production line and company system and remote diagnostic access (Industry 4.0);
- Flexibility in forging products of different sizes and materials (steel/brass/aluminium);
- Increasing the safety of the production line by reducing human intervention (industry 5.0).
TDS Electrical Torque-Driven Screw presses
TDS Electrical Torque-Driven Screw presses result to be particularly suitable for the hot forging of parts destined to fashion sector.
Here below the 4 strong points that make many customers to prefer these hot forging screw presses:
- Cycle time does not dependent on forging energy => always optimized productivity
- Reduction of friction parts => less maintenance and less energy consumption
- Flexibility in energy settings => production flexibility for product size and type of material (brass, steel, aluminium) and reduction in dies wear
- Energy recovery of braking energy => reduction in energy consumption



Click on the image to enlarge
Complete forging lines integration
Even in the fashion sector, the frequent request is to have complete forging lines.
We can supply the line following the customer need, so in addition to the hot forging press, we integrate the cutting, heating, forging and deburring of the forged pieces.
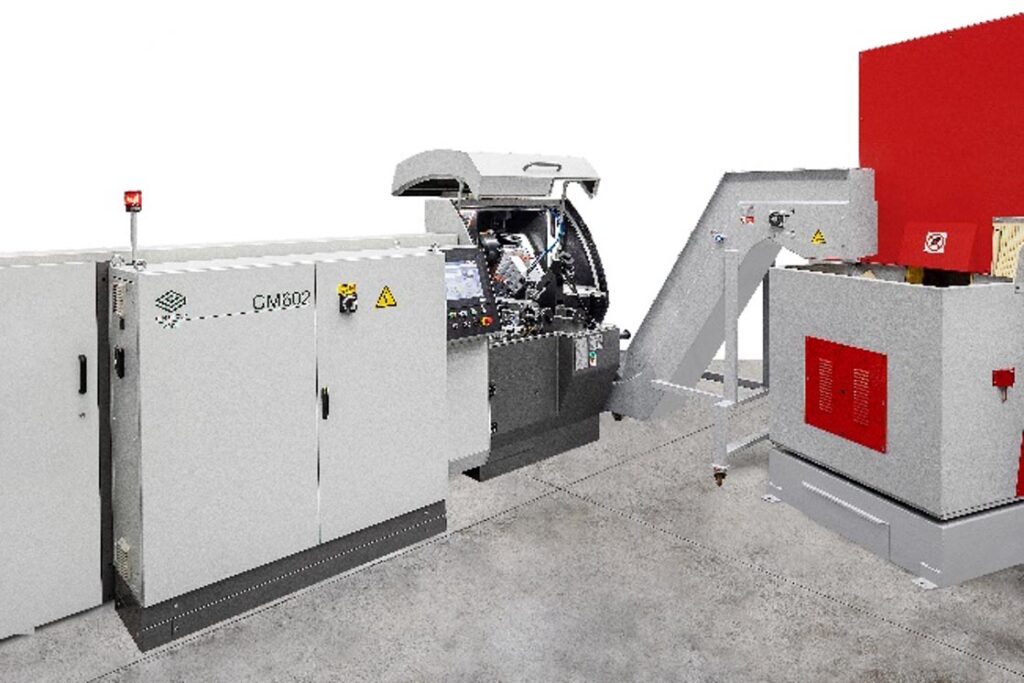

Click on the image to enlarge
The presses for forging of parts destined to fashion sector have to optimize the process phases:
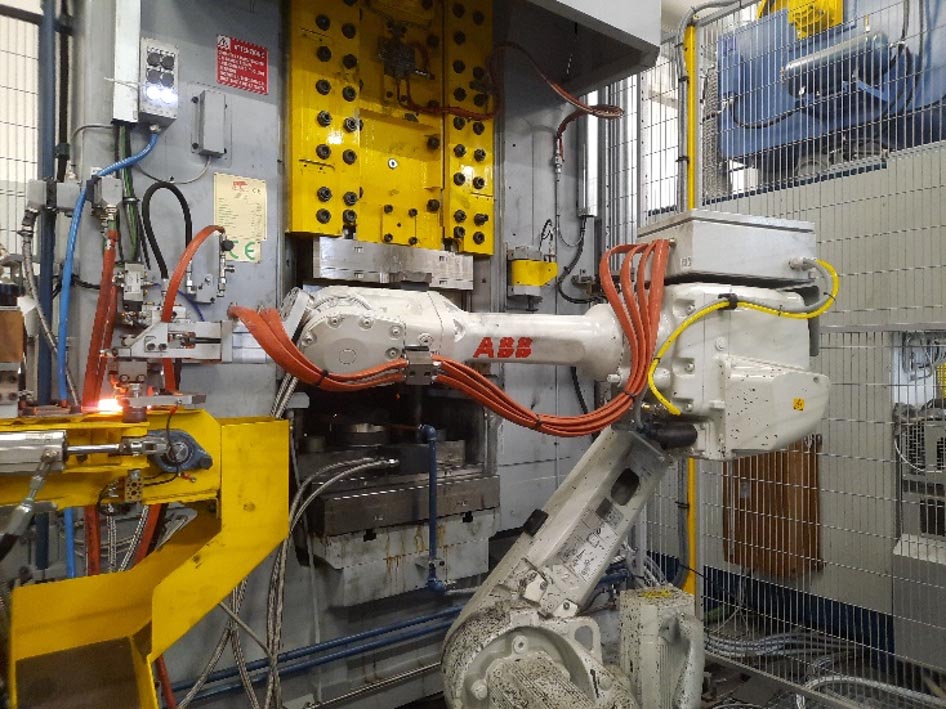
Automation of machine loading and unloading
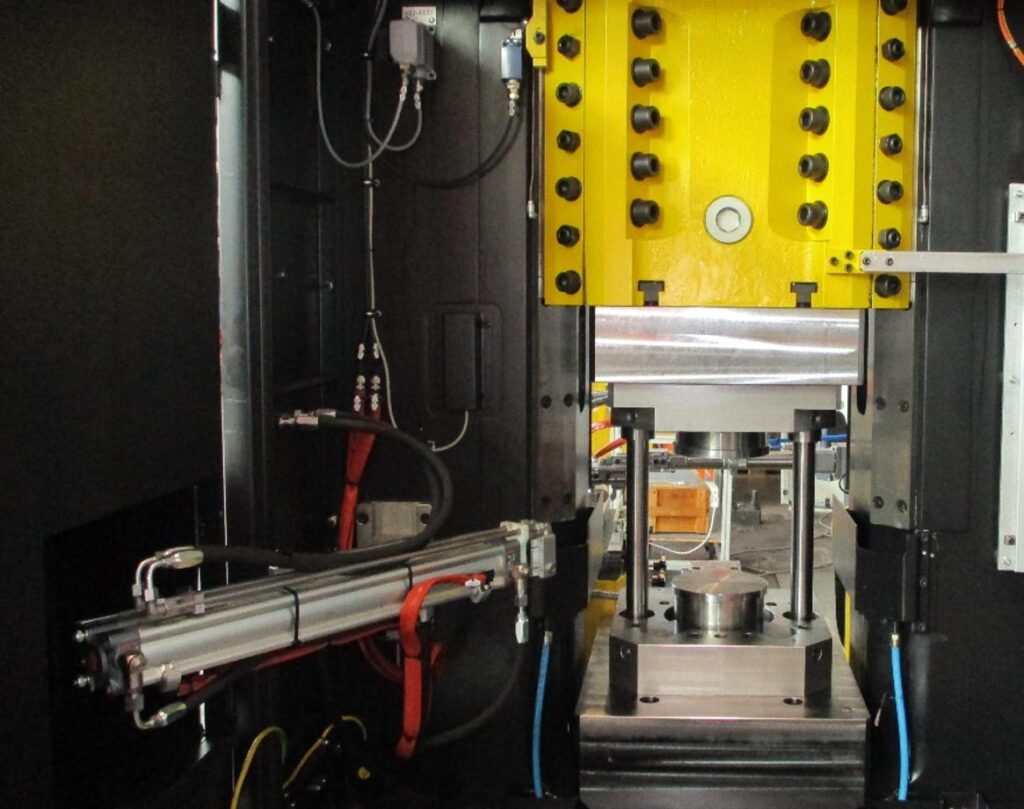
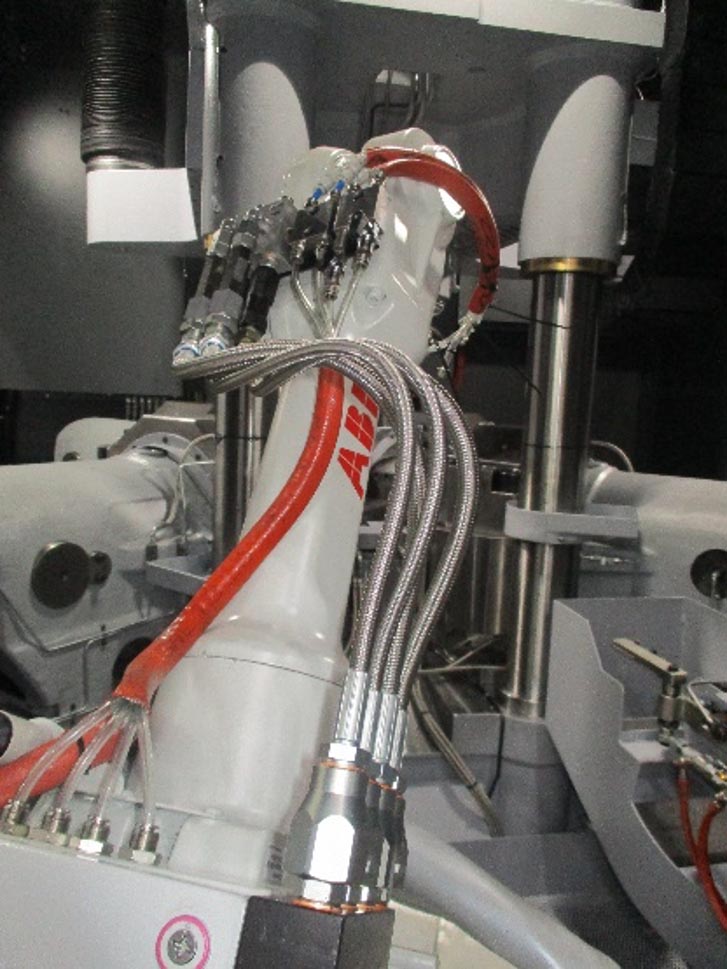
We underlined the importance of automating the loading and unloading phases of pieces. The presses must include certain solutions to guarantee maximum performance:
- High-speed Cartesian systems for heated material loading.
- Flexible anthropomorphic robots for heated material loading.
- Unloading of the forged product via air blow to avoid sliding and contact defects.
- Folding of the material to be forged to have a shape as close as possible to the forged parts and to reduce material consumption.
- Possibility of different shapes of the starting material from the traditional round billet to customized shapes (letters, symbols, …).

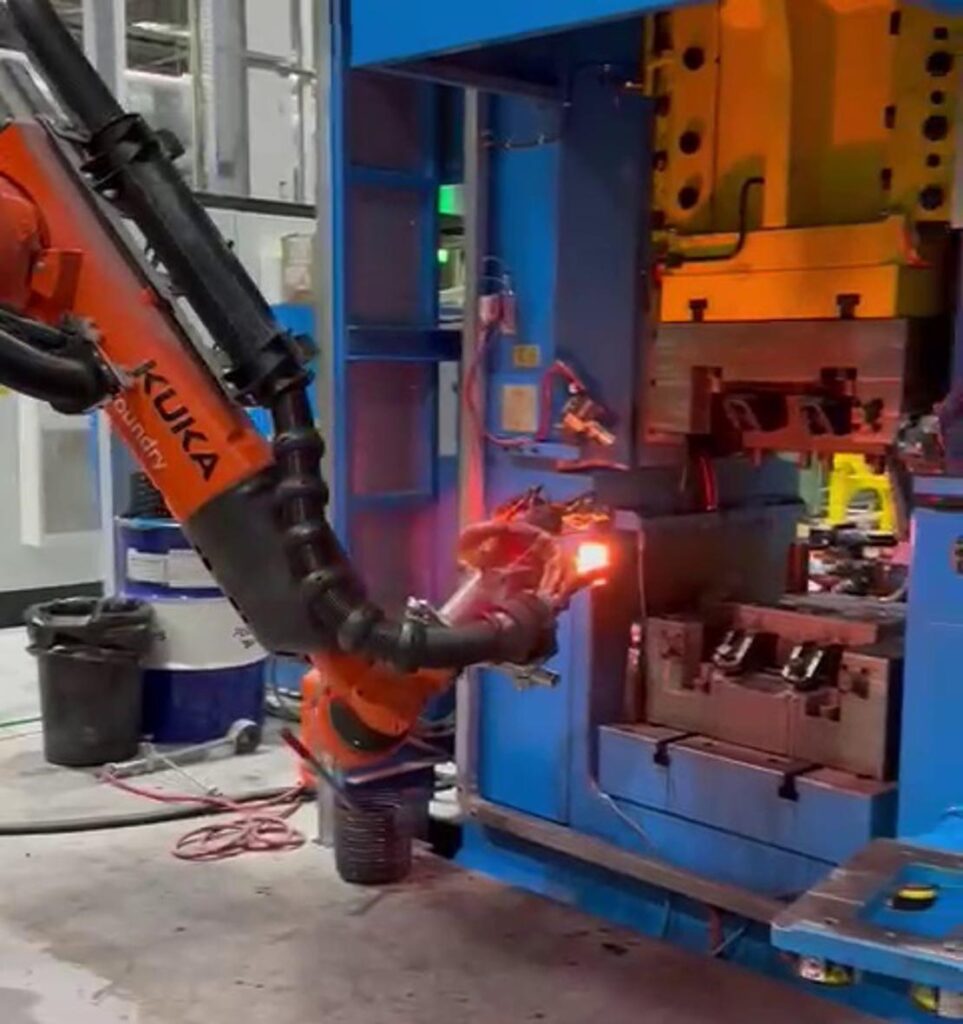

Click on the image to enlarge
Productive process data control system
An important solution to take into consideration to start a successful hot forging project for parts in the fashion sector is certainly to equip yourself with a control system of the productive process.
Mecolpress Calipso Software allows to monitor and to adjust the data connected to forging process, and it presents numerous advantages, among which:
- Based on HMI architecture complete with touch screen display
- Functioning parameters of the press and of the auxiliaries that can be inserted from the display.
- For each forging cycle, the main parameters are saved for collection and analysis.
- Integrable with company MES/MRP systems.
- Remote access for diagnostics and problems solving
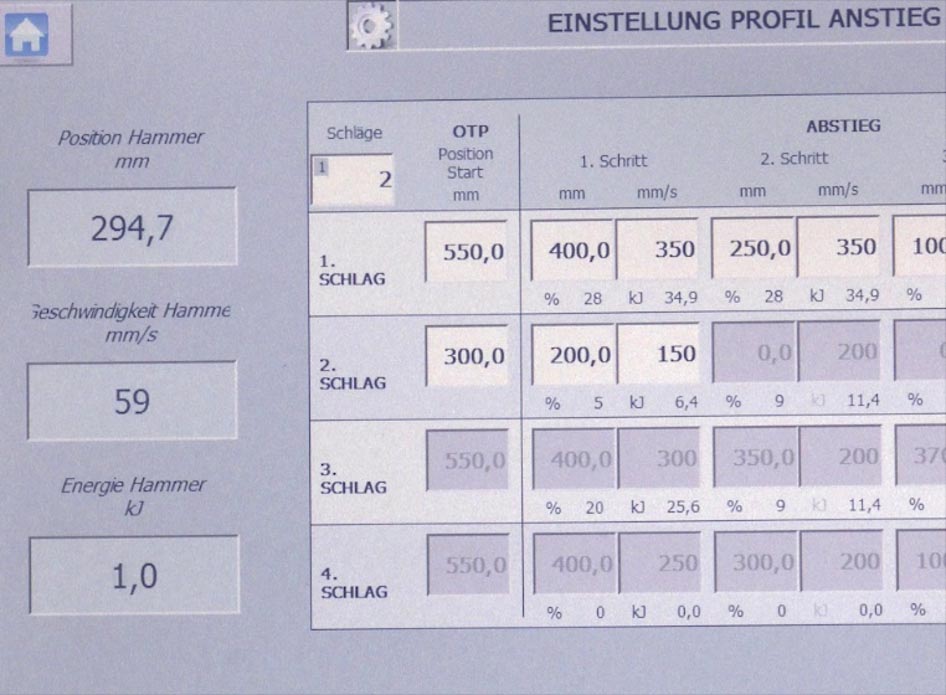
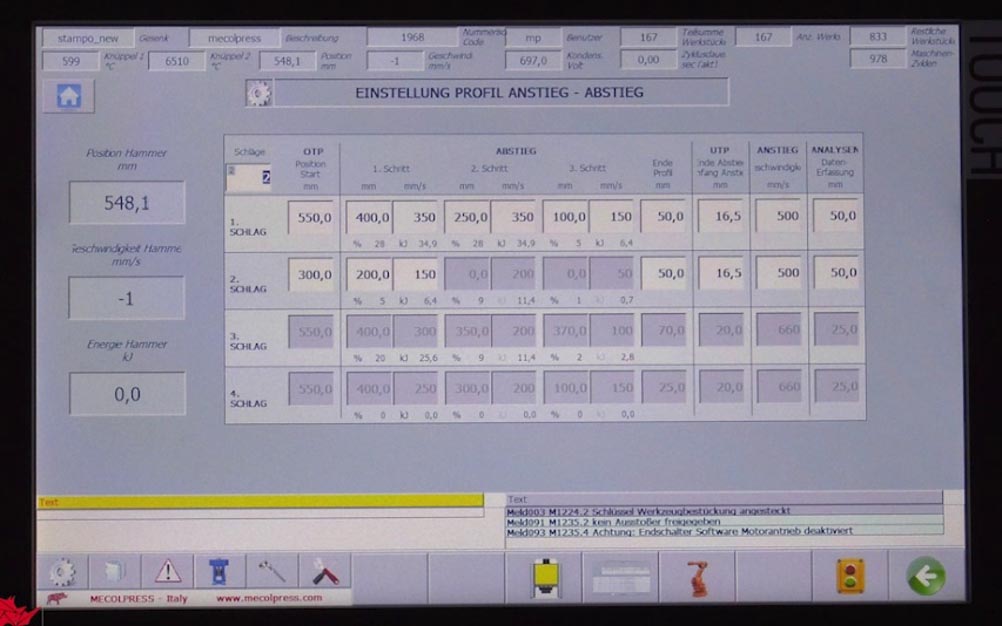
Click on the image to enlarge
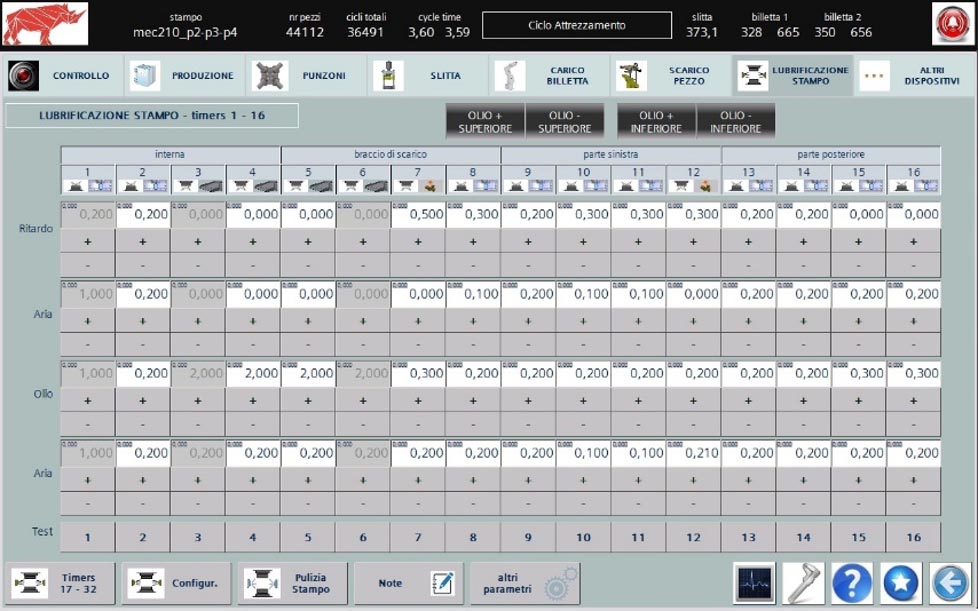
Dies lubrication
The proper dies lubrication makes the difference for a successful hot forging process.
A correct lubrication does not mean a lot of lubrication, but it must be properly dosed, the most suitable lubricants must be chosen based on the metal to be forged and the required piece.
We propose:
- Automatic air-oil lubrication unit managed by the control panel.
- Up to 30 lubrication points.
- Automated lubrication arm synchronized with the forging cycle.



Click on the image to enlarge
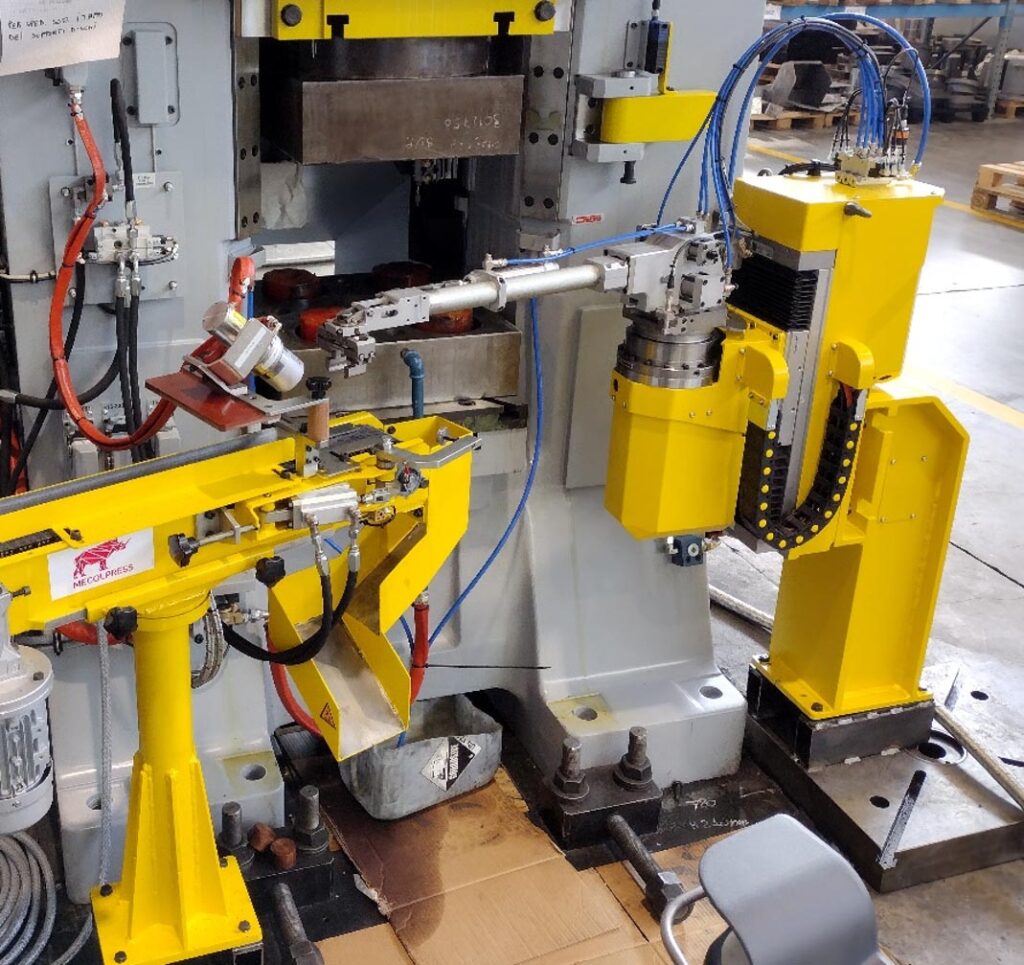
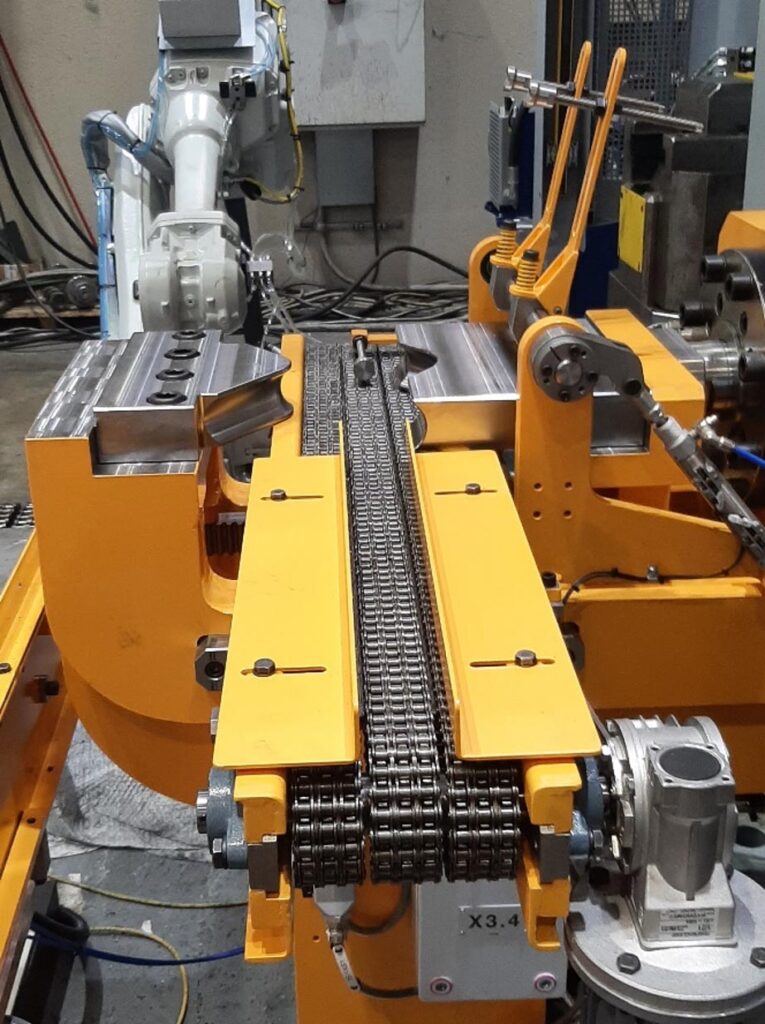
Dies changing system
To allow a quick unlocking, the die holder has been optimized, and the auxiliary arm becomes essential for bringing the dies out of the working area of the press.


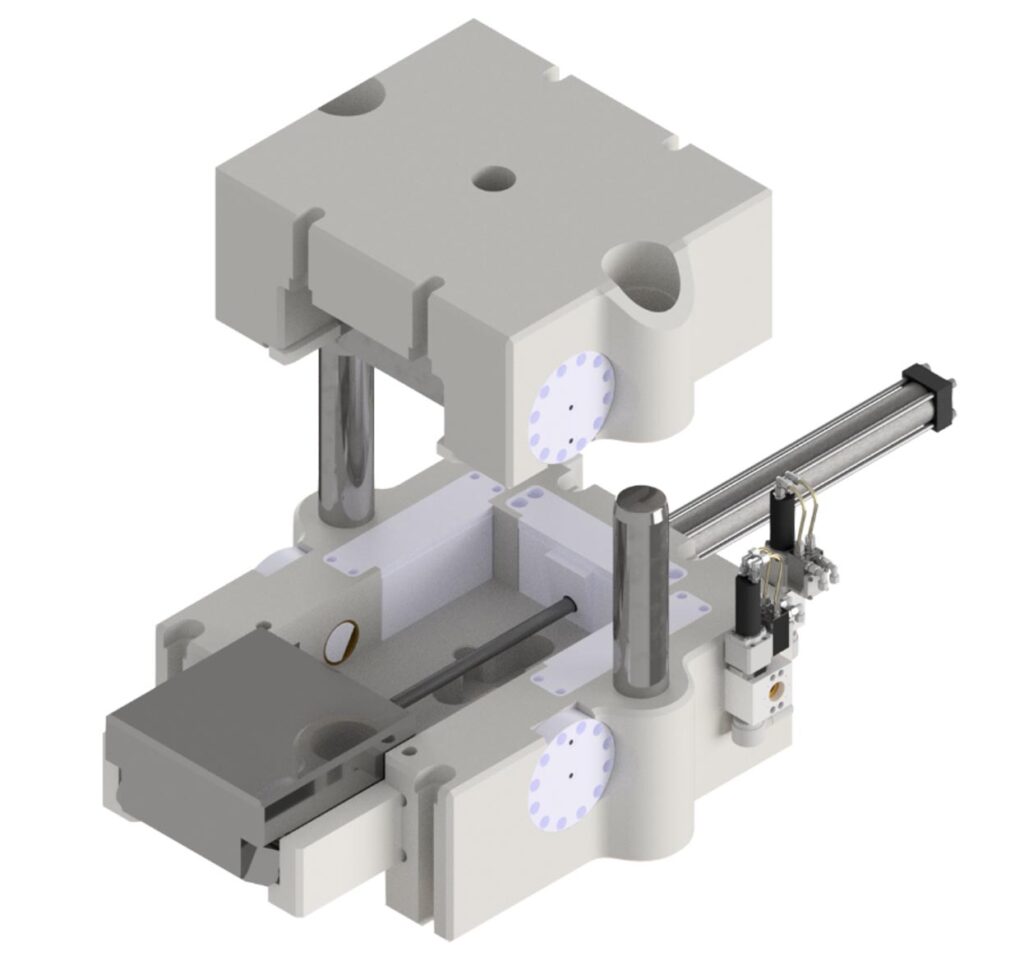

Click on the image to enlarge
Dies pre-heating
This is an important phase of the hot forging productive process that foresees the use of modern induction technologies avoiding open flames or CO2 emissions.

In the fashion sector, therefore, hot forging presses and related devices are widely used.
It is always important to develop an accurate and successful forging project to maximize profits and reduce waste.

If the forging industrial process is stable and steady, it generates profit!
If the forging industrial process is stable and steady, it generates profit!
Today more than ever it is very important that the industrial process, in our case the hot forging one, remains stable and steady during operations time. As a matter of fact, by achieving this goal it is possible to generate profit.
The costs increase in raw materials, energy and specialized personnel is a more and more important and relevant constant for every manufacturing business. The profit of each order or job must always deal with these variables which can hardly be controlled.
The production stability can be controlled: the process must always be repeatable in the performances and must grant steady operative costs.
The metals hot forging is not an exception. Annual productions can reach tens of millions of pieces and each of these must be produced following the expected and planned parameters, the profit expectation must be guaranteed!
How is it possible to manage, monitor and correct tens of parameters, for millions of parts, granting the stability?
It is possible to grant the process stability even when millions of parts are produced and the process parameters are numerous, in this way:
01
=> monitoring the variability factors that influence each process to understand if they are under control or not by means of the statistical control.
02
=> Obtaining highest rigidities, forging force, and positioning precision.
03
=> Real time check of the behaviour of the main process parameters.
04
=> Modification of the main forging values without interrupting the production.
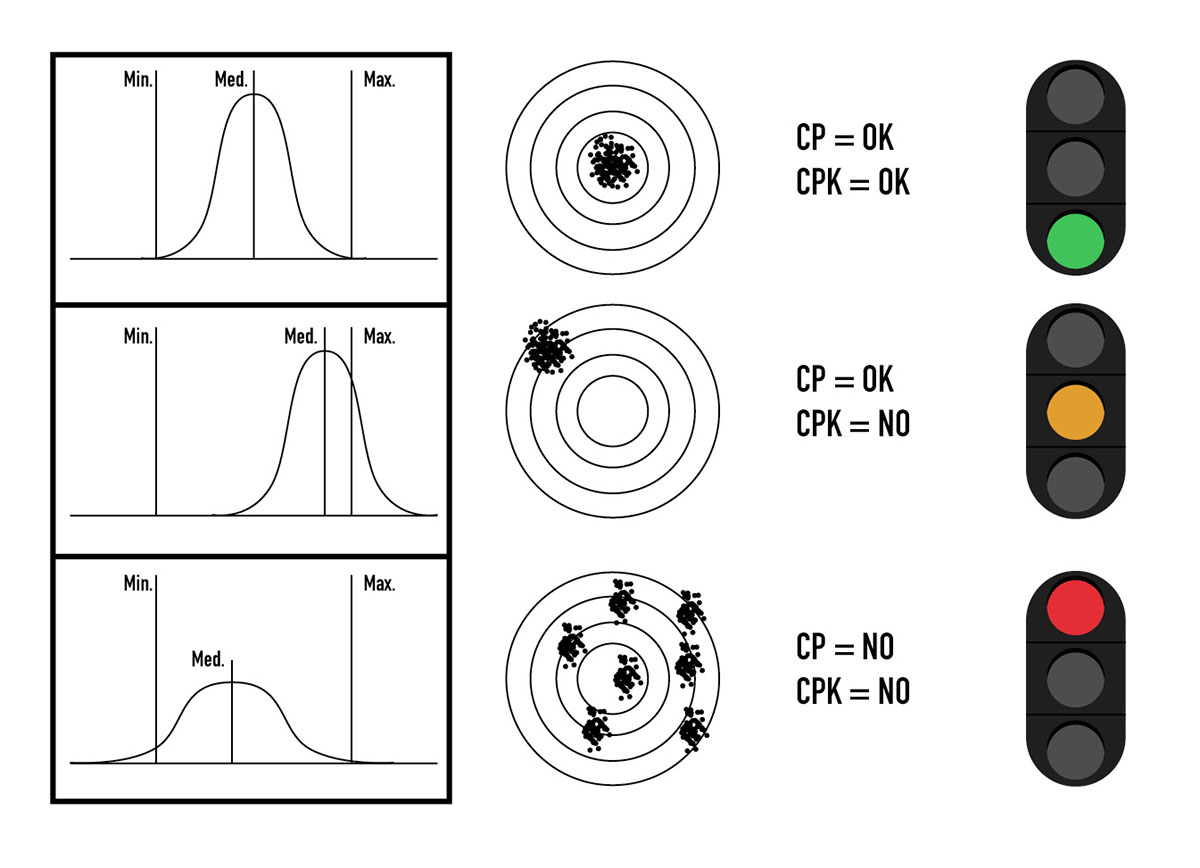
Statistics teaches that Cp and Cpk parameters are fundamental for controlling the progress of the forging process, for each variable in fact they are the key to understand its stability.
The example of the shooting with darts game allows you to quickly understand the concept:
a good Cp indicates that we are very repeatable in our shots, but it does not mean that we are hitting the target.
Only by obtaining a good Cpk, too, as a matter of fact, the optimal result is guaranteed!
=> Cp e Cpk must be much higher than one.
Let’s move on to a practical forging example:
-
Forging a batch of 25,000 water meters.
-
or forging a batch of 50,000 gas control valves
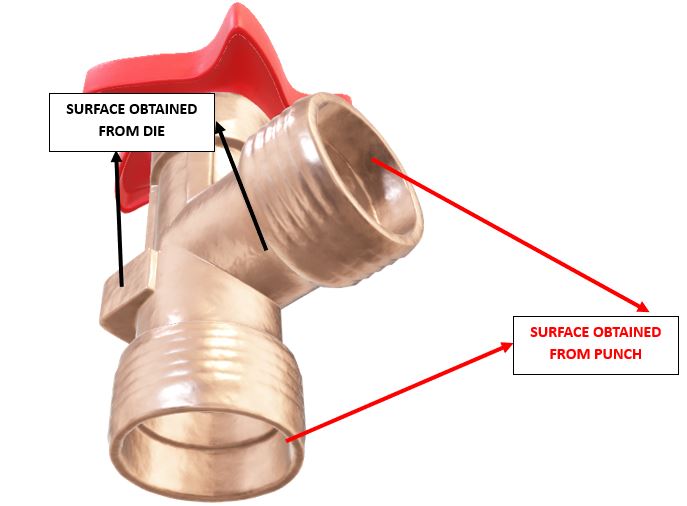
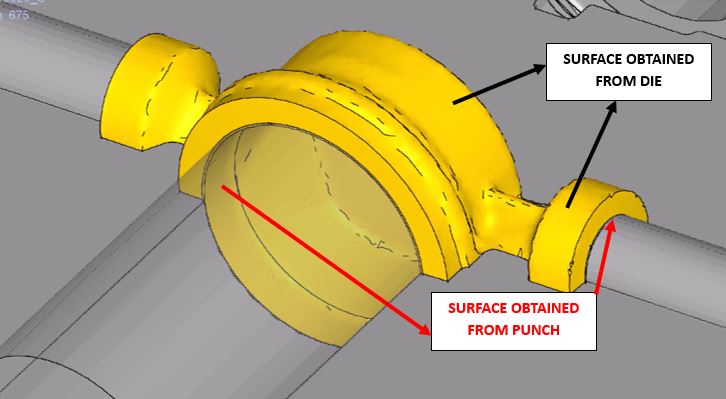
The dimensions of the forged parts are determined:
- by the surfaces of the part shape created in the die.
Cp depends on the presses rigidity performance and on the die design.
Cpk depends on the correct evaluation of the material shrinkage, which is related to the forging temperatures, to the part geometry and raw material chemical composition.
- by the punches involved in the material deformation.
Cp is obtained from punches rigidity and thrust force.
Cpk is obtained from the possibility to adjust the punch arrival position.
During the forging tests carried out with our customers from all over the world, the dimensional statistical analyses carried out on the produced samples (batches of thousands of pieces) have demonstrated that Cp and Cpk parameters were always abundantly and stably higher than one.
The complex geometries or the parts dimensions are not a problem.
How could we maintain the forging industrial process stable on our ME Hydraulic Presses?
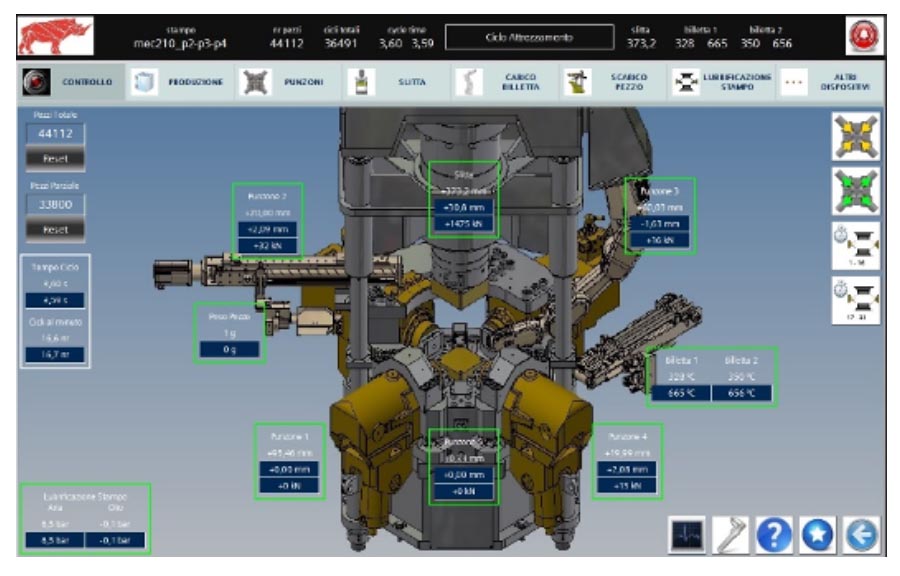
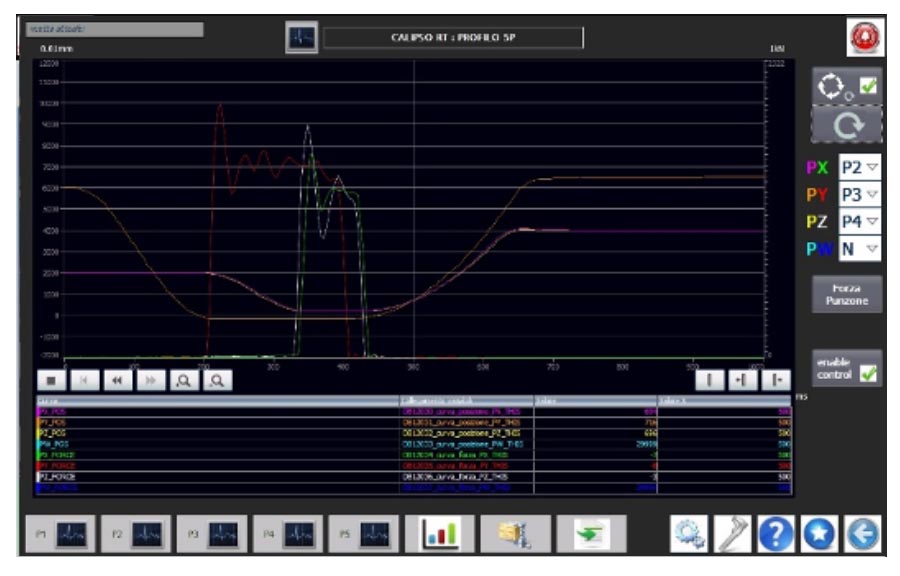
- Mecolpress presses are equipped with Calipso software for operative parameters setting and their continuous control. Calipso, software entirely developed by Mecolpress, allows you to control the main process parameters in real time (forging forces, position, speed, …). Even before measuring the pieces, it is possible to understand if the forging process is stable and guarantees constant performance.
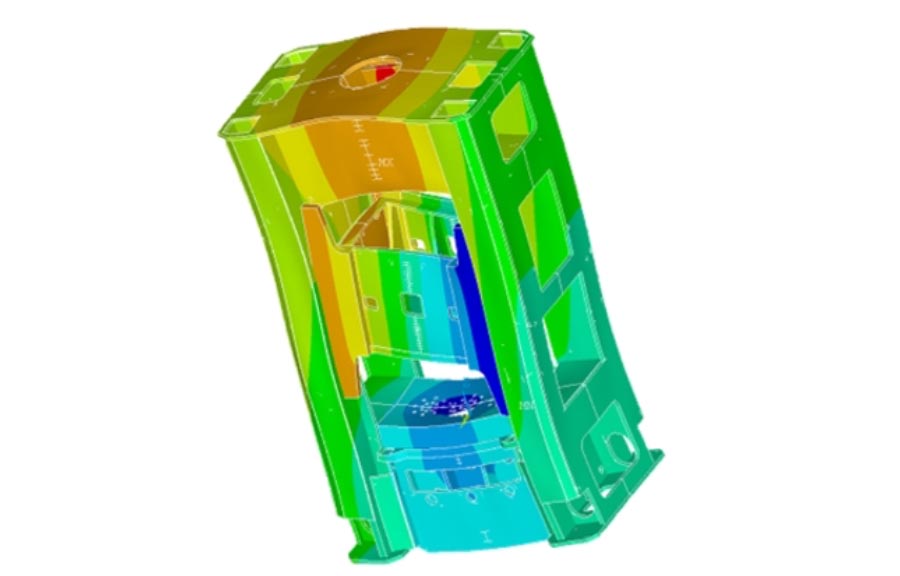
- Our presses are designed with advanced calculation systems (FEM) which allow to predict the rigidity of the components with the utmost precision, minimizing their deformations, even if subjected to high loads.
=> Cp under control

- We have designed our hot forging presses in order to have the highest possible dies closing force and maximum punch thrust force.
=> Cp under control

- The stroke adjustment of the individual punches occurs in real time, thus allowing the related dimensions to be modified during production.
=> Cp under control
- The long experience in dies design and the collaboration with the best specialized companies in the sector have allowed us to create the dies with extreme accuracy, in order to guarantee stable production of the pieces.
=> Cp under control

ME 350 NEXT GENERATION PRESS
ME 350 Next Generation Press: still the most powerful press, now it also minimizes the energy consumption.
ME350 press is the powerful of Mecolpress hydraulic presses: the latest version we have developed is able to grant a significant reduction in energy consumption.
Our goal is to make our customers more competitive in a very challenging market. The increase in the costs of raw materials and energy is not yet stabilized and a substantial reduction is not yet in sight. Our customers have to manage and deal with variables such as:
- product differentiation,
- the need to adapt to high volume production batches,
- managing frequent product changes,
- the difficulty of finding a stable workforce,
- the need to produce just in time,
- the increasingly high quality required of the forged product.
Mecolpress technological innovation starts from the challenges the market imposes on producers with the aim of overcoming them.
The new ME350 Next Generation press incorporates all the latest innovations:
01
Maximum dies closing force and maximum one of the independent extruder punches => flash-free forging and reduced thicknesses => reduction in raw material consumption (up to 40% compared to traditional forging).
02
Regenerative hydraulic circuit and adaptive power control to harmonize the energy consumption with the effective forging demand => reduction of electricity consumption (up to 50% compared to the presses of previous generation).
03
Anthropomorphic loading robot and quick dies changing system => increased flexibility by changing a product with another, reducing the necessary machine downtime.
04
Possibility of forging more parts each cycle in the shortest time, reaching the production of 5,000 pieces per hour => high-volume production batches are completed in a short time.
05
The production process is fully automated and connected to existing MES\ERP systems (Industry 4.0) => better staff management who can easily manage multiple presses simultaneously without stress.
06
CALIPSO Software checks the trend of the forging parameters (forces, displacements, sequences, ..) by comparing them with the references => any possible criticality on the quality of the product is overlined in real time and the part is separated from the correct ones.
All these innovations are added to Mecolpress long-lasting experience in the forging field, gained in the province of Brescia, a key area in the global panorama of the production of brass components. Mecolpress offers to the customers a vast availability of spare parts to minimize the relative delivery times and a team of specialized technicians to carry out assistance interventions all over the world.

A CUSTOMIZED TECHNOLOGY FOR THE PRESSES
Courtesy of Publitec
Magazine Deformazione N.281 FEBRURY 2023
of Aldo Biasotto
Mecolpress has chosen to make use of the customized solution proposed by Siemens, SIMAHYD, to ensure high reliability and better control of the forging process. This solution is combined with Simatic controllers, allowing both control of the hydraulic valves and management of the variable speed pumps.
Mecolpress is a company specialized in the production of machines and systems for hot forging.
Its story begins in 1969 in the Brescia area: here, for over fifty years, the company has been innovating and developing ever new solution to remain competitive on the worldwide market. The heart of Mecolpress beats in Flero (Brescia) where the technologies are designed and manufactured in an industrial area of 30,000 square metres, 10,000 of which are covered by buildings. With a staff of around 60 people, to date Mecolpress has distributed around 2,000 presses to customers in 60 countries all over the world. The context in which the company operates is broad and differentiated . At the beginning it was only focused in the brass hot forging applications, in particular in the production of fittings, valves and fashion products.
Later on, it was expanded to the world of steel, aluminium and special alloys applications, both hot and cold, thus embracing further sectors: automotive, industrial, medical, sports up to watches. To remain competitive on a global scale and bring an innovative contribution to the metal forging market, where the scenarios for the future are increasingly challenging, Mecolpress needed to rely on a top-level partner for technological components.
Thus was born the collaboration with Siemens, in particular regarding the electrical and electronic supply to the company. The goals: to ensure a high reliability in the presses functioning and better control of the forging process.
The way to reach these goals: SIMAHYD. “Siemens offers new solutions regarding power and process control, on a large scale and for different applications. To be successful, you need to be innovative in making your customer competitive: the synergy between Mecolpress and Siemens allows to reach this goal” says Maurizio Razio, Electrical Engineering Manager of Mecolpress.

The advantages of an open and customized package
To pursue this goal, Mecolpress therefore made use of the customized SIMAHYD solution. It is about a custom-built application package, specifically designed for Simatic S7-1500 controllers, which allows the control of hydraulic axes thanks to software modules that extend the functionalities of the original technological objects in Siemens controllers. In this way, both a control of the hydraulic valves and a management of the variable speed pumps are obtained.
The high level of flexibility of applications in the hydraulic sector facilitates a quick and simple control implementation: this was the case of Mecolpress technologies. By applying this solution to the presses, thanks to this package it was possible to ensure the control of the proportional valves on which the seven hydraulic cylinders depend. “The advantages of SIMAHYD open package are many: it allows to make the modifications necessary for integration into the hydraulic circuits of the machines, preserving the existing control program and, to facilitate the axes set-up, it also includes the display part, also It can be integrated into the existing operator interface.
Furthermore, this application is characterized by controller type “fail-safe”, which facilitates an integrated management of the entire machine safety”, explains Sergio Mazzon, OEM Business Developer of Siemens Digital Industries in Italy. Thanks to this customized solution, it was therefore possible to quickly manage the hydraulic power axes, such as those present on the ME Next Generation series presses, reaching extremely high precision and repeatability.

A technologies portfolio for each customer
Today Mecolpress can offer a complete portfolio of technologies according to the application needs of the Customers: eccentric mechanical or screw presses, hydraulic presses, auxiliary presses. The benefits are many and related to both the presses and the complete forging lines: high production capacity with reduced cycle times; high efficiency thanks to the minimization of energy, raw and semi-finished material consumptions; product quality control by monitoring process parameters; complete automation of the production cycle thanks to the reduced intervention of the operator; technologies allowing quick tooling change between one product and another one, in order to manage small production batches too; compatibility with industry 4.0 and arrangement for predictive analysis systems for maintenance and processes; remote or in person assistance service and spare parts warehouse suitable for a prompt response in case of need.
Thanks to the experience gained and the particular attention to innovation, today Mecolpress is able to face the growing challenges of the market head-on. “Thanks to a reliable partner like Siemens, our technologies are perceived as improving and taken into consideration for investments in new industrial assets. The prospects for growth in turnover and market share are solid and demonstrated by the numbers of the last two years and by the orders portfolio acquired” says Danilo Fagnani, Sales Manager of Mecolpress.

Brass hot forging: from the mechanical technology to the hydraulic one with me series presses
Metals hot forging is a reliable and repeatable process which allows to obtain components with high mechanical properties, minimizing the raw materials consumption.
Over more than 50 years Mecolpress has been at the service of its Customers, providing the best forging technologies that allow to maximize the products quality and the related productivity.
Not always changing means improvement, but to improve you need to change
Mecolpress is committed every day to sharing experiences with its partners to follow a common path with the aim of overcoming the performance limits of existing production processes.
It is not the strongest of the species that survives, nor the most intelligent one, but the most responsive one to changes.
Exclusively from the merge of the complementary activities:
- Development of innovative technologies;
- From consolidated experience in the hot forged parts production, the way for barriers overcoming in the productive processes can be born;
- Increase of production capacity;
- Improvement of product quality;
- Reduction of raw material consumption;
- Reduction of energy consumption;
- Reduction of resources consumption (lubricants, cooling water,…).
The experience shown in this article is related to the brass hot forging
and more precisely to the passage from the mechanical to the hydraulic technology (Mecolpress ME Series). The product subject of the evaluation is the body of a sphere valve with dimension 1” and ½. Even if it may seem a standard and consolidated product, each customer has his own design and specific features.
Mecolpress has collaborated with an Italian industry-leader company to the production of the new die and to its industrialization. After two working days and proactive information sharing, by using our ME hydraulic press, we have reached:
- Production capacity more than doubled;
- Material consumption minimized of about 6.5% thanks to the flashfree forging;
- Improvement of the workability thanks to a more uniform internal conformation;
- Increase of product quality thanks to internal defects removal.
Even if at first sight a forged part may seem perfect, its integrity can be granted only from the internal analysis.
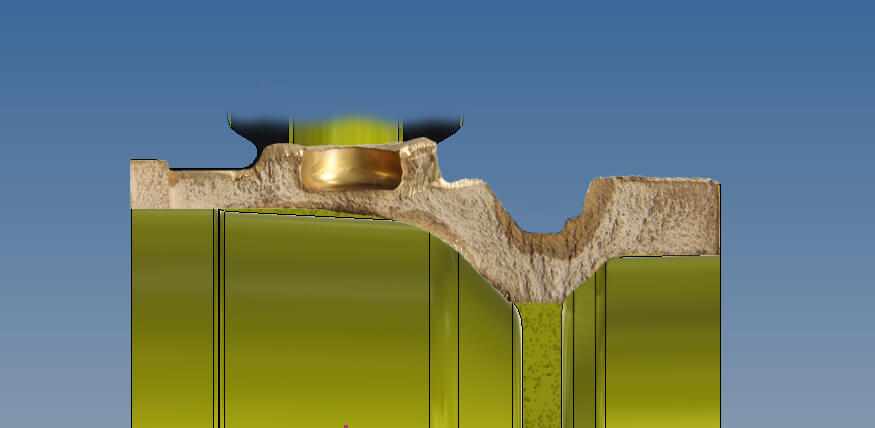
The material flow is unbalanced, the flowing speeds are not uniform, the material tends to detach from the die and to fill some areas before others (picture 1). When the flows meet each other again, they have such temperatures that they cannot be properly welded. The cold welding, indicated by the red circle, can cause problems during the machining phase, if it is included, even partially, in the surplus metal, or if during the assembly phase when the tightening torque of the front nut mechanically stresses the defected side.
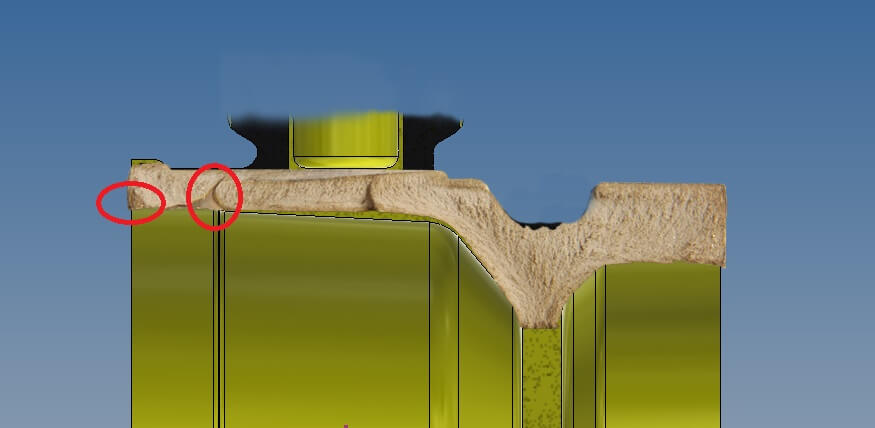
Mecolpress hydraulic presses of ME Series, even without any previous simulation numerical analysis, allow to set the correct sequence of part forming according to the material flow dynamics.
Thanks to this precious pre-forming function a progressive modification of the penetrations of the 3 punches has been applied and this has leaded to the desired result: the repositioning of the defect in a marginal zone (picture 2).
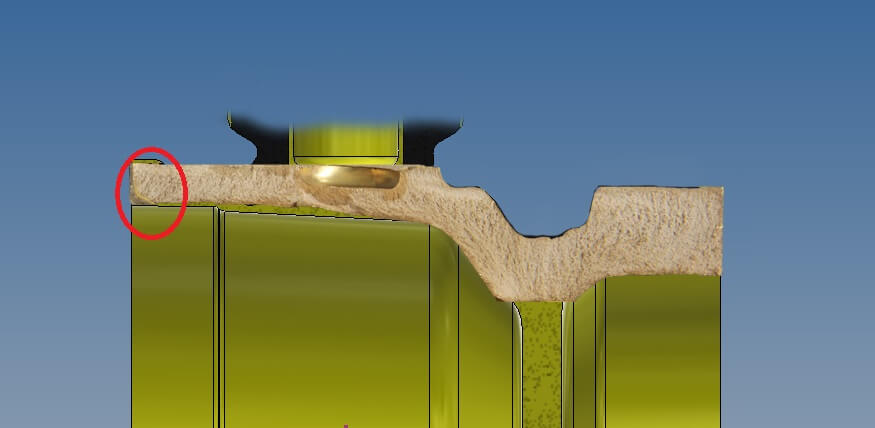
Then simple modifications to punches shape were taken into consideration in order to totally eliminate the cold junction (picture 3).
Two really efficient working days, product industrialization with new dies and more than 5500 good parts in the boxes, ready for the machining tests! A thank goes to our Customer for the precious collaboration, a thank to our team for the availability and speed of action and a thank to our hydraulic ME press that tirelessly, once again, allows to overcome the production limits and to permit a great improvement!
Wait!!! And what about energetic consumptions?!?! We are collecting data… a little patience… in the next article you will be informed about everything!