
BEST PERFORMANCE IN GREEN BRASS FORGING: DISCOVER THE INNOVATIVE MECOLPRESS SOLUTION
In recent years, all production sectors have been looking for sustainable and innovative solutions, seeking alternatives with low environmental impact, based on recycling, where possible, with particular attention to the health of all of us.
The international environmental policies are trying to reduce, as much as possible, the presence of potentially toxic materials in products that are on sale and in use.
The aim is to enable a circular economy that allows the recycling of components that have reached the end of their life, preventing them from representing a threat to the environment and health. The regulations launched in the United States and Europe (RoHS, ELV, CSPIA, DWD, ..) have been adopted by most of the world’s states or at least indicated as guidelines to follow.
A relevant part of the forged brass pieces is in contact with water, even drinking water, the presence of lead increases the risk of contamination, the use of lead-free brass alloys therefore limits the health risks.
In the production of brass, the material under investigation is precisely Lead, which has always been used as an alloy element to:
- improve workability on tool machines;
- improve the quality of cast products (low porosity);
- decrease contact friction.
The percentage of lead used in brass alloys goes from 1.5 to 3.5% and is incompatible with the target of limiting its presence to 0.1% for each homogeneous material.
Using lead-free brass alloys
The companies that are involved in hot forging of brass are therefore faced with the challenging choice of using lead-free alloys, but there is no shortage of doubts:
- What consequences could, this change in chemical composition, have on the production process?
- Can the current forging capabilities still be considered valid?
- What updating\improving should be planned in the forging department?
Over the past few years, we have worked to find the answers, and based on our experience we can therefore provide some practical adviceto successfully produce lead-free brass forged parts!

Sustainable forging, how to do it?
· Bar cutting
Cutting bars using rotating disc blades is recommended to ensure correct weight accuracy.
Tool steel/high speed steel (HSS) discs are no longer sufficient to guarantee an acceptable service life. It is necessary to switch to discs with tungsten carbide base material inserts (TCT).
Below we propose a balance of the pros/cons for each of your technologies, usually when the production of lead-free brass is around 70-80% total, TCT blades are economically advantageous.
| HSS BLADE | TCT BLADE |
| Low unit cost | High unit cost |
| Extremely short service life | High service life |
| Re-sharpenable | Not re-sharpenable |
| Reduced blade thickness | Reduced blade thickness |
Oil lubrication of the blade is necessary to reduce frictional heat.
The cutting precision must be extreme to avoid problems during the forging process, especially if it is without burr\flash. The cutting machine and the blade guidance system must have an extremely rigid body. The maximum error allowed is 0.1mm.
It is also suggested an optimization of the cutting process to minimize/eliminate material waste, given the ever-increasing costs.
Modern cutting technologies allow:
- 5mm head cuts;
- cutting of the same bar with different lengths to eliminate tail waste;
- differentiated unloading for the different cuts: head, length A and length B.
· Characteristics of lead-free brass
Lead-free brass has physical and mechanical characteristics that are very different from traditional brass.
| Standard Brass with Lead | Lead Free Brass | |
| Specific Gravity [g/cm3] | 8,5 | 8,3 |
| Thermal Conductivity [W/m] | 114 | 35 |
| Electrical Conductivity [%IACS] | 26 | 8 |
| Coefficient of Thermal Expansion [X10-6/℃] | 21 | 20 |
| Liquidus Temperature [℃ ] | 900 | 890 |
| Solidus Temperature [℃] | 885 | 855 |
| Tensile Strength [Mpa] | 435 | 650 |
| 0.2%Yield Strength [Mpa] | 295 | 450 |
| Elongation [%] | 25 | 20 |
| Hardness [HV] | 140 | 200 |
Lead-free brasses are tougher, more resistant and more refractory to heat transmission.
This trend is also confirmed when the heating temperature increases.
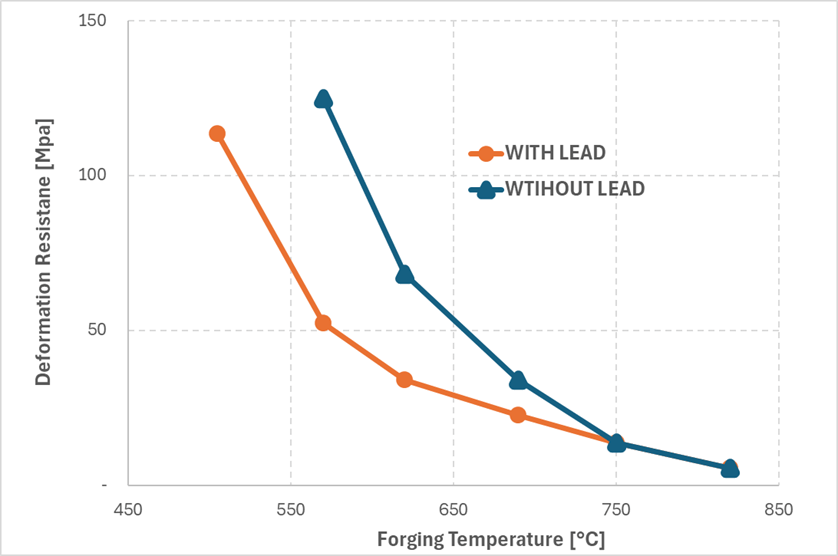
At the same heating temperature:
- Lead-free brass has a higher resistance to deformation value;
- Lead-free brass has a higher sensitivity to change in resistance to deformation in case of temperature variation.
Maintaining a heating temperature with the lowest possible variance (+- 5°C) is the key to have a reliable hot forging process.
The mechanical presses of a few decades ago were not designed with safety criteria that are suitable for these materials: simply because these materials did not exist at the time!
· Mechanical presses suitable for stamping lead-free brass
It is therefore essential to choose a press suitable for forging the new types of lead-free brass alloys.
Mecolpress SEO\HEAVY mechanical presses guarantee:
- Greater rigidity and safety margin of the structures (+50%) with capacity up to 700t.
- Greater safety margin of the transmission systems (up to +50% with epicyclic system).
- Hydraulic reaction cushions with increased capacity (+20%).
- Hydraulic cushions with SOFT IMPACT or OVERBOOST system to mitigate the impact force or increase the closing forces (+100%), with capacity up to 120ton.
- Air\oil lubrication system up to 30 points to lubricate and cool the critical points of the die (integrated\external).
- Water cooling of the most critical components.
- Hydraulic unlocking in the slide in case of overload to preserve the mechanical components.
- CALIPSO control system that memorizes the fundamental parameters for each die cycle to have full control of the process.
The ME hydraulic presses by Mecolpress guarantee:
- Net die closing force up to 350 tons.
- Thrust force of the lateral and vertical punches up to 240 tons.
- Maximization of flash-free die.
- Punch kinematics system that maximizes force in the final phases of the stroke.
- Air/oil lubrication system up to 30 points to lubricate and cool the critical points of the die (integrated/external).
- Water cooling of the most critical components.
- CALIPSO control system that memorizes the fundamental parameters for each die cycle to have full control of the process.


Don’t be caught unprepared, current regulations have started to reduce the use of lead and future ones will be even more restrictive, Mecolpress’s hot brass forging technology is ready to go!

Brass hot forging: from the mechanical technology to the hydraulic one with me series presses
Metals hot forging is a reliable and repeatable process which allows to obtain components with high mechanical properties, minimizing the raw materials consumption.
Over more than 50 years Mecolpress has been at the service of its Customers, providing the best forging technologies that allow to maximize the products quality and the related productivity.
Not always changing means improvement, but to improve you need to change
Mecolpress is committed every day to sharing experiences with its partners to follow a common path with the aim of overcoming the performance limits of existing production processes.
It is not the strongest of the species that survives, nor the most intelligent one, but the most responsive one to changes.
Exclusively from the merge of the complementary activities:
- Development of innovative technologies;
- From consolidated experience in the hot forged parts production, the way for barriers overcoming in the productive processes can be born;
- Increase of production capacity;
- Improvement of product quality;
- Reduction of raw material consumption;
- Reduction of energy consumption;
- Reduction of resources consumption (lubricants, cooling water,…).
The experience shown in this article is related to the brass hot forging
and more precisely to the passage from the mechanical to the hydraulic technology (Mecolpress ME Series). The product subject of the evaluation is the body of a sphere valve with dimension 1” and ½. Even if it may seem a standard and consolidated product, each customer has his own design and specific features.
Mecolpress has collaborated with an Italian industry-leader company to the production of the new die and to its industrialization. After two working days and proactive information sharing, by using our ME hydraulic press, we have reached:
- Production capacity more than doubled;
- Material consumption minimized of about 6.5% thanks to the flashfree forging;
- Improvement of the workability thanks to a more uniform internal conformation;
- Increase of product quality thanks to internal defects removal.
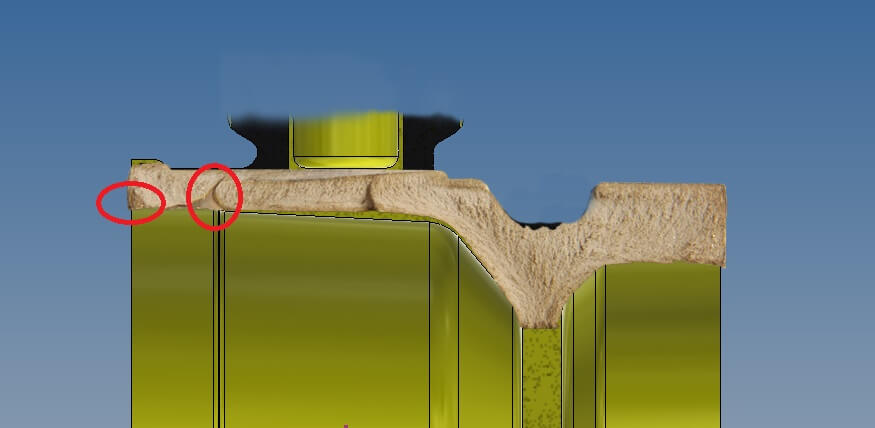
Even if at first sight a forged part may seem perfect, its integrity can be granted only from the internal analysis.
The material flow is unbalanced, the flowing speeds are not uniform, the material tends to detach from the die and to fill some areas before others (picture 1). When the flows meet each other again, they have such temperatures that they cannot be properly welded. The cold welding, indicated by the red circle, can cause problems during the machining phase, if it is included, even partially, in the surplus metal, or if during the assembly phase when the tightening torque of the front nut mechanically stresses the defected side.
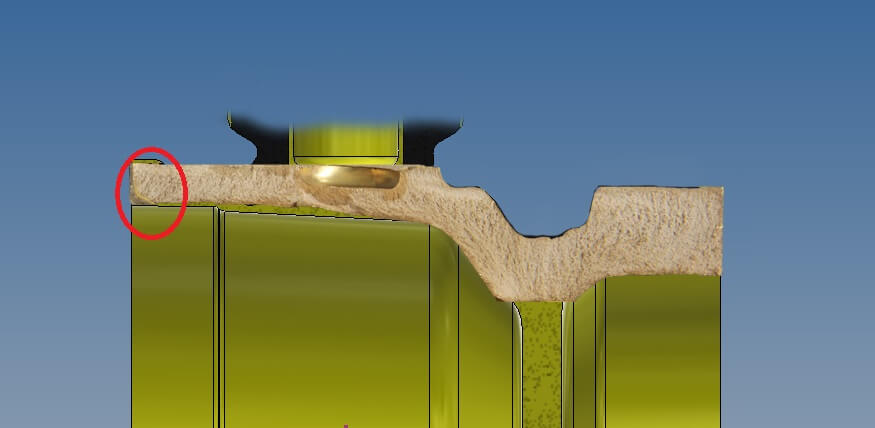
Mecolpress hydraulic presses of ME Series, even without any previous simulation numerical analysis, allow to set the correct sequence of part forming according to the material flow dynamics.
Thanks to this precious pre-forming function a progressive modification of the penetrations of the 3 punches has been applied and this has leaded to the desired result: the repositioning of the defect in a marginal zone (picture 2).
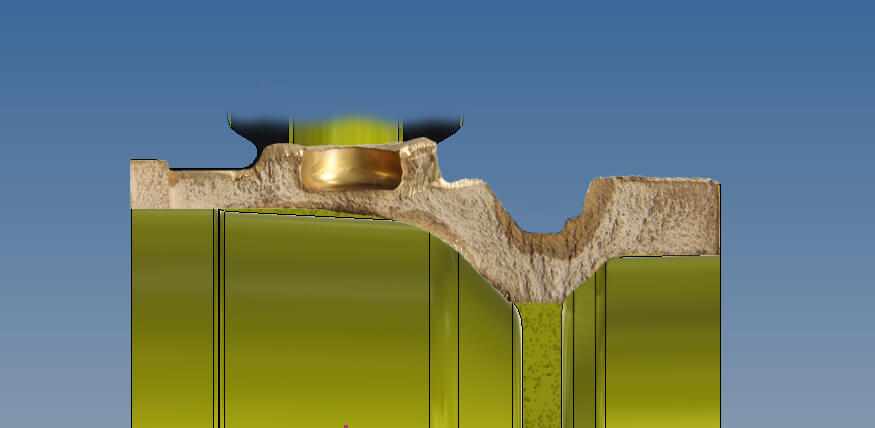
Then simple modifications to punches shape were taken into consideration in order to totally eliminate the cold junction (picture 3).
Two really efficient working days, product industrialization with new dies and more than 5500 good parts in the boxes, ready for the machining tests! A thank goes to our Customer for the precious collaboration, a thank to our team for the availability and speed of action and a thank to our hydraulic ME press that tirelessly, once again, allows to overcome the production limits and to permit a great improvement!
Wait!!! And what about energetic consumptions?!?! We are collecting data… a little patience… in the next article you will be informed about everything!

Material saving with Extruder Group
The most commonly installed equipment on the eccentric mechanical presses is the EG (Extruder Group).
Used in the production of the cored parts, it is available in more than a size. Each of these sizes, related to its dimension, allow to forge parts of gradually bigger dimensions, until the 2” valves.
Thanks to the production of cored parts through the EG (Extruder Group), then it is possible to achieve a considerable reduction of waste material during the production steps.
Indeed through this tool, it is possible to save till 40% of material compared to the full forging modalities, without coring!
How does the Extruder Group work?
When the Extruder Group is into function, the Extruder Group, through the vertical movement set by the descent of the slide, creates the horizontal movement of 4 carriages. The function of the so operated carriage is to create some cavities (holes) in the parts, guaranteeing a significant reduction of the waste material during the production stages.
Through the movement, the EG distributes the energy generated from the press to the 4 carriages. This energy transfer is connected to the part that is going to be forged and during the deformation the material will need always more power, in particular the thicknesses of the diaphragms between the holes can require efforts higher than 450 tons.
Extruder Group usage
The Extruder Group is an equipment that becomes operative at medium temperatures (350-400 °C) and it deforms the material in a considerably wide temperature range: indeed, it goes from 400°C of aluminum to 1100°C of copper.
Indeed, the Extruder Group allows the forging simultaneously of more parts (till 4 parts), at the same time of a variable cycle from 6 to 45 hits pro minute. Therefore, during the production process, a press in continuous cycle can produce till 180 parts pro minutes.
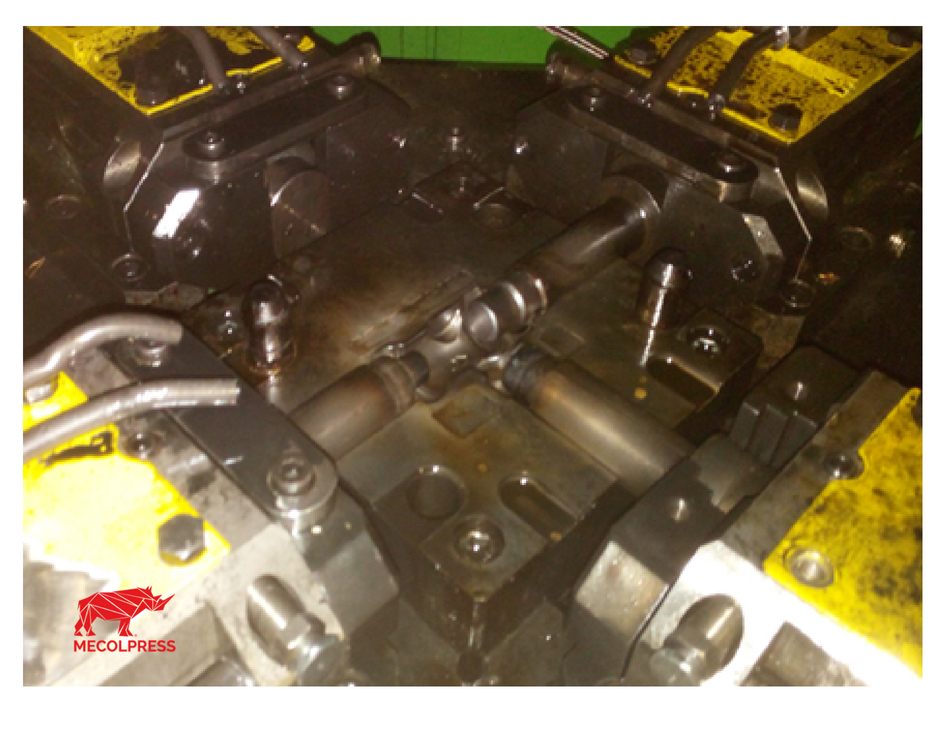
In the picture you can see an extruder group during the production. It is possible to identify 4 carriages (yellow), and, in the middle, the die where the material to forge will be deformed (in this case, brass).
Ectruder Group GE
In this video you can see the GE in operation: