
Hot forging presses: Mecolpress technology
Application sectors of the hot forging
Mecolpress offers a wide range of hot forging presses, able to satisfy the necessities of the individual customers and that allow to forge parts for different industrial sectors. Our presses can be used for the production of:
- Thermohydraulic pieces;
- Mechanical parts in aluminum, copper and brass, used in the railway and automotive sector;
- Clothing parts such as buckles and zippers;
- Stainless, titanium and steel screws for applications in any sectors, from the aeronautics to the railway.
The bio-medical one represents a very particular sector, indeed, with our presses it is possible to forge parts for titanium prothesis. The pieces produced by Mecolpress machines address also to the sector of the production and distribution of high-pressure gas, for the medical, automotive and industrial sector.
Not only mechanical presses, here the Mecolpress proposals
A functional commitment that all these sectors have in common undoubtedly is the precision during the material forging, but also from a design point of view Mecolpress reaches through the research for the perfect shapes a remarkable significance. This is exactly why we propose different typologies of presses, including hydraulic presses, mechanical presses, clutch and electrical servomotor screw press, knuckle joint press and trimming machine, that are able to hot forge several materials, including brass, steel, aluminum, titanium and copper.
The support of our Research & Development department
Our range of presses, so differentiated, is due to the work of our Research and Development department, a team that has revealed itself as very precious, not only for Mecolpress Company but also for our customers, because it allows them to achieve several goals. First of all, our staff helps the forger to identify the systems to optimize the production through hot forging of parts in such a way that the further machining will not be needed. Moreover, our specialists can evaluate what could be the productive implications in the usage of different metals alloys and help to identify them. The Research & Development department offers support also for adapting the complete hot forging line composition according to the customer’s needs, to his industrial sector and to the habits of the specific Country.
So, our company is at disposal of the customers in such a way to define with them the hot forging processes, in order to achieve the best result in the production also of high tech parts.


The new Hydraulic Press 4.0 technology Intelligent Manufacturing
Discover the Benefits of Intelligent Manufacturing with Mecolpress Hydraulic Presses - Technology 4.0
Returning from the EMO Fair in Hanover, our new hydraulic press ME 100.
Mecolpress has always been part of this event, and this edition has also been an important event for us, where we met many visitors from all over the world.
The digitization of industrial production has been the leitmotif across all Emo 2017 booths.
Industry 4.0 is a major process of global interest and also Mecolpress has presented its new ME100 hydraulic press, offering solutions for Industry 4.0 and integrated production.
La nostra nuova proposta è una pressa idraulica compatta SuperVeloce per la forgiatura di pezzi complessi a basso peso che assicura un altissimo livello di produttività, possibilità di stampare parti con forature multiple, forgiatura in singola o doppia figura, in verticale, in orizzontale e con ogni angolo billetta.
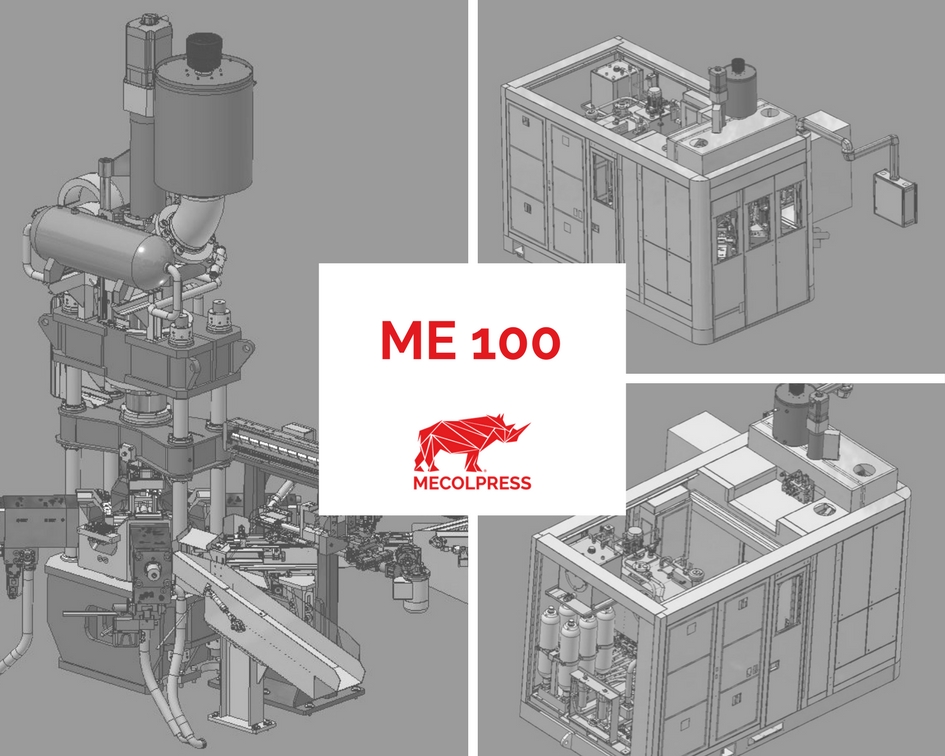
Our new proposal is a super-fast compact hydraulic press for the forging of low-weight complex parts that ensures a high level of productivity, the ability to forging multi-punched parts, forged single or double shape, vertically, horizontally and with each billet angle.
Mecolpress has developed this innovative machine, which will become part of the well-known series of presses ME, will have the code ME100-4L-30. This machine responds fully to our customers’ Industry 4.0 requirements and the general market for a press that features high precision features along with flexibility, ease of configuration and control of the production process.
Another important news was The brass bars heating+shearing furnace GBH5000, which allow great precision and modularity, in fact to connect both to new and existing presses, hydraulic, mechanical and screw.
Like all our ME series hot-press hydraulic presses, the new ME100 also allows you to control the speed, sequence, stroke and strength of each punch, enabling some of the most complicated forms to be forged flash-less.
The production phases are programmed and monitored to get the best shape.
Read more about the 4.0 requirements of our machines..
Mecolpress also puts you at your disposal a powerful production analysis software tool that allows you to perform statistical analysis of the forging process. This greatly reduces the waste of time and resources due to the production of non-conforming productions.
Read more about our software Calipso Statistical Process Control.
We are very pleased with the success of the news we have presented, but we are already committed to new extensions of our range of presses and also accessories for special applications. Follow us to stay up to date.
We thank all the visitors and the staff who took part in the event. We remind you of the next appointment:

CO-ENGINEERING TO DEVELOP MECHANICAL PRESSES
Co-Engineering makes it possible to create customized Mechanical Forging Presses and Hydraulic Presses
Mecolpress manufactures mechanical presses, hydraulic presses, used mechanical presses and used hydraulic presses, carefully revised, developing projects and new ideas from a close and constant collaboration with their customers and carefully selected partners.
This allows you to make great initiatives based on the professionalism, seriousness and trust of those who collaborate, sharing the best of the technological skills and design capabilities of everyone.
Mecolpress designs and constructs totally a complete range of hot forging machines such as: mechanical presses, hydraulic presses, friction and electric screw presses, trimming presses and knuckle joint press.
Through a co-engineering activity he also succeeded in offering complete forging systems that could include:
- Anthropomorphic robots
- Design of pneumatic and electronic arms based on customer requirements
- Transfer systems for forging
- Integrated or press-independent dies lubrication and cooling systems
- Forged pieces cooling systems
Mecolpress is responsible for the direction and coordination of the works.
As CEO, we are able to ensure continuity, support, and timely advice.
What enables Mecolpress to be at the forefront of Co-engineering activities designed to produce hot forging machines?
- the high number of projects completed,
- our experience in hot forging started in 1969,
- our constant presence on international markets.
All this has allowed us to gain considerable experience in the industry and to offer reliable service.
Getting a perfect forging solution becomes possible with Mecolpress:
- We reach an objectives set with the customer,
- We continually seek innovative solutions to achieve the perfect shape forming technology,
- Our R & D team is constantly committed to meeting the different needs of the customer.
These have always been the cornerstones of our mission.

The presence of Mecolpress at EMO2017
Mecolpress is constantly participating in EMO at every edition of this event, and this year will bring to the fair its most important innovations that will attract the interest of thousands of visitors.
Especially Mecolpress will show EMO2017 for the first time a newly conceived product, a compact hydraulic press for the forging of complex low-weight pieces that ensures a high level of productivity thanks to the different single or double forging solutions that ensures at each corner.
Mecolpress has developed this innovative product that will enrich the lucky series of ME presses ME100-4L-30, based on the many expectations of its customers and the market in general towards a work center that could present high-precision features along with flexibility, ease of configuration and control.
Other innovations that will be presented at EMO2017 are the GBH5000 stand-alone ovens that allow great precision and modularity, effectively connecting to both new and existing presses, hydraulic, mechanical and screw, of Mecolpress or any other manufacturer.

The new hydraulic press with heating-cutting bars online
Presentation of new hydraulic press ME100 / 4L30 with with very high productivity,
Heated+Cutting Bar on-line
The new compact hydraulic press ME100-4L-30 dedicated to the forging of complex shapes with low weight, with extremely high productivity.
The new machine is an evolution of the well-known and appreciated Mecolpress ME hydraulic machines, installed and working all around the world, from Japan, through Korea and China, up to Germany and Italy.
Features:
- Multiples coring possibility, single or double shape forging (parallel or head-to-head), in vertical, horizontal and at any angle.
- Advanced motion solutions to grant highest speed and the most precise control.
- Designed with focus on fast set up and easy access, maintenance and cleaning.
The brass bars heating+shearing furnace GBH5000 is what the market is since long waiting for:
a bar heating furnace, that at the same time can shear into billets, built as a stand-alone unit.
Advantages:
– independent from the press, as furnaces have always been: can be connected to new or existing presses, hydraulic, mechanic or screw presses, and loading automation, of whatever brand;
– allow the user the best flexibility in the production organisation and company development;
– for all lengths of bars up to 5 meters;
– no problems with small diameters;
– no damaging of the brass grain structure because of long-time high-temperature heating.
We will preview the machine at EMO 2017, follow the event.


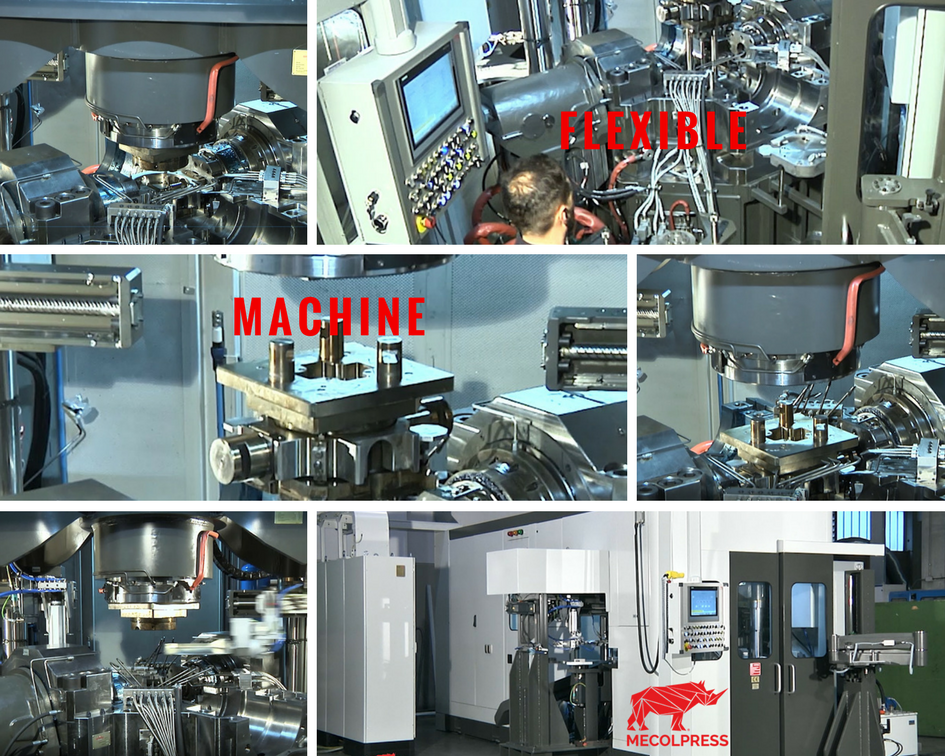
Flexible machine
In the industry, in the last ten years, pushed from the automotive sector, new production methodologies according to the Lean concept are becoming more and more common: in particular, companies that can be competitive on small production batches (producing only what is necessary) instead of manufacturing high quantities at low prices, with the risk of keeping high stock levels, are rewarded with success.
If in the automotive sector this method is since longer time a consolidated strategy, in the HVAC and sanitary industry this tendency has spread out slowly and in a non standardized way, mainly due to the high number of small sub suppliers for hot forged components.
From the bigger players the urgency toward the machine manufacturers is in any case very evident: more than high-productivity equipment, are the machines that can grant very fast set-up and extremely short production change-over time the most requested units.
The second must of the “Lean” work methodology is the zeroing of the waste and dispersions, or in other words, of the useless productions because of defected parts.
To this goal, the most requested ability of the machine is the always deeper control of the forging process: the machine must be able to collect, read and control as many as possible forging parameters, which are crucial for getting a stable-quality output. The machine must as well record these parameters, first to carry out statistical evaluations on the recurrence of deviations from the set standards, and second to allow to conduct analysis (at least at batch level, since the products are not singularly marked and identified) even on later stages, in case of customer complaints.

Mecolpress has in the production program a series of forging presses that are fulfilling in total the above-mentioned requirements:
the ME hydraulic presses range.
The hydraulic presses are designed to reduce the batch change time.
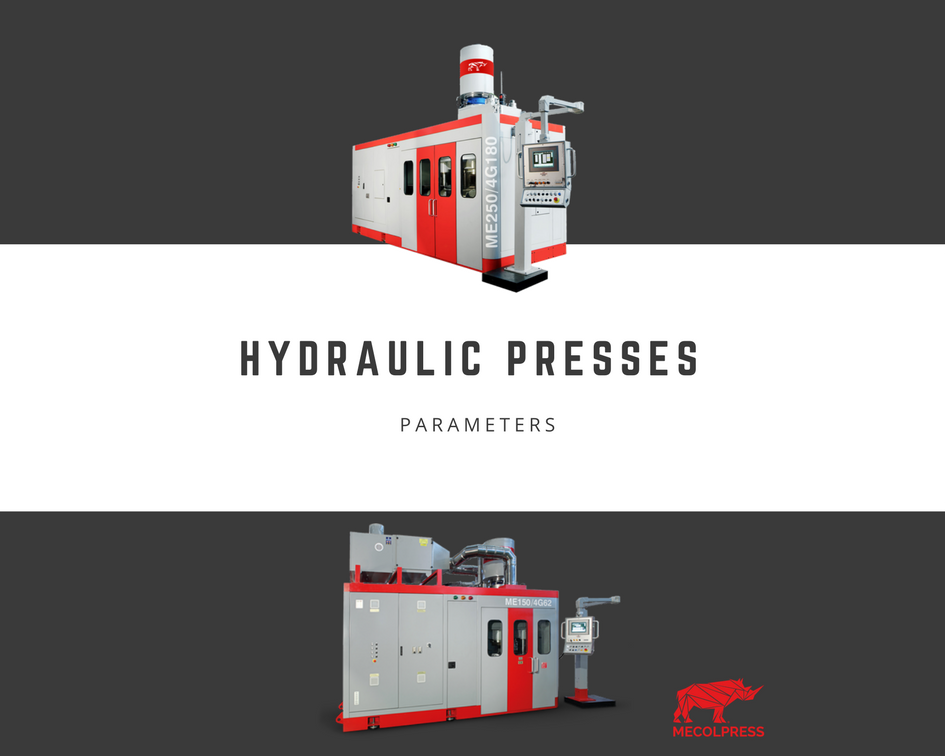
Hydraulic Presses – Parameters
The machine can control several process parameters and through these can manage the logic of defect pieces or generate statistical analysis with the recorder values.
The most important parameters are:
- Temperature of the billets to be loaded: a stable temperature of the billets grant a a constant forging quality and has direct influence on all other forging parameters.
- Coring punches penetration time: it is a good marker of the correct execution of the forging process, being directly connected to the energy required by the piece during the whole penetration stroke.
- Punches real penetration force: gives information similar to the coring punches penetration time, and is influenced by the same parameters.
- Final position reached by each punch: it is the most important parameter to judge if a piece is good or must be scrapped. Excess or lack of material are actually influencing this position, as well as loaded billet with not-correct temperature.
The ME Series machines have all features to be competitive in a controlled, modern forging plant, and perform best on medium and small production batches. These machines can be equipped with gas, or even better with induction furnaces, and with these are suitable to forge diversified materials: brass, aluminium, steel, copper, titanium. As an optional, dies thermoregulation units can be integrated with the machine.

Hydraulic Presses Mecolpress
Hydraulic presses are, by their nature, slightly slower than mechanical units of equal strength but have been designed to reduce batch change time. In particular, the system is equipped with the following features:
- Detection of the piece unloaded by means of piece weighing: a sensitive cell housed on the unloading arm weighs the molded pieces and discriminates if the ejection operation has been successful. The system is simple, robust and allows to set the correct weight value for each piece according to the recipe. No adjustments or cleaning is necessary for photosensitive elements.
- Automatic adjustment of the penetration depth punches also during forging: changing the drilling depth is not a problem, a hydraulic system controlled by an encoder allows the centesimal adjustment of the position of the punches.
- Change dies and punches in a single automatic package: the fixed drilling tool makes it possible to change die and punches in a single operation, the machine automatically cuts the dies and inserts the pins.
- Heating of mdies and external punches in shade with respect to the production: being able to change dies and punches in automatic allows to heat them during the forging operations carried out by means of hydraulic presses, that is in shade with respect to production time. This feature saves more than half an hour for each die change.
- Adjustment of the pressing force of each press and of each individual punch: the press and each individual punch have adjustable forces and speeds within wide margins, this allows to find the correct motion law for each material and for each die.
- Detection of the force exerted by each individual punch for pin damage detection: load cells in the pins provide for the detection of the real force exerted by the punch. This makes it possible to detect piece scraps due, for example, to the punch break, or allows adjustment of the punch energy in order to minimize machine consumption.
