
MECOLPRESS FIERE 2022, presenti a GLOBAL INDUSTRIE (Francia)

Global Industrie Paris 2022
In tre edizioni Global Industrie si è affermata come una delle principali fiere al mondo dedicate all’industria. Il suo posizionamento decisamente moderno, orientato sia all’industria del futuro che al business internazionale, spiega il successo riscontrato dalle precedenti edizioni tenutesi negli anni pari a Parigi e negli anni dispari a Lione. Una diversificazione geografica che le consente di valorizzare sia la propria offerta che la varietà dei suoi visitatori.
Global Industrie 2022 si terrà a Parigi per 4 giorni dal 17 maggio 2022 al 20 maggio 2022.
Vi aspettiamo Stand 6M91
Realtà Aumentata, la pressa a portata di clic
Sul nostro stand sarà possibile visionare ben 2 presse in Realtà Aumentata: la ME e la Heavy.
Questa tecnologia consente di sovrapporre informazioni multimediali alla realtà inquadrata dalla fotocamera del proprio dispositivo mobile, smartphone e/o tablet, arricchendo la visione dell’ambiente circostante con contributi aggiuntivi in formato digitale.
Ottieni il tuo biglietto di ingresso gratuito

Per agevolare la visita ed accedere in sicurezza, è opportuno registrarsi per ottenere il biglietto di ingresso gratuito.
Puoi richiedercelo semplicemente compilando questo form:

MECOLPRESS ALLA MECSPE 2021
L’ECCELLENZA DELLA TECNOLOGIA APPLICATA ALL’INDUSTRIA
Da 19 edizioni è il più grande appuntamento dedicato alle innovazioni per l’industria manifatturiera.
La fiera terrà a Bologna dal 23 al 25 novembre.
Ti aspettiamo al Pad. 26 Stand B105
MECSPE, la principale manifestazione in Italia sulle tecnologie innovative per le imprese del manifatturiero 4.0 promossa da Senaf, si unisce a questo clima di ripartenza e fiducia delle imprese perseguendo il proprio impegno a supporto di questo settore e facendosi rappresentante da ormai 18 edizioni di oltre 2.300 espositori e associazioni di categoria.
L’appuntamento di quest’anno, riprogrammato a BolognaFiere, dal 23 al 25 novembre 2021, avrà come filo conduttore “digitalizzazione, formazione e sostenibilità”, temi che i visitatori potranno approfondire attraverso 13 saloni sinergici divisi per aree tematiche, dimostrazione del talento, impegno e creatività delle PMI italiane.
Un tessuto, quello industriale, supportato da sempre da MECSPE che si fa promotore di proficue collaborazioni tra i diversi attori della filiera, condividendo con loro visioni e progetti, come dimostrano le storiche partnership con Confartigianato Meccanica e CNA Produzione.
A MECSPE 2021 esponiamo il bilanciere FPN 220 Turbo HS.
Si tratta del top di gamma dei bilancieri a marchio OSTERWALDER, marchio acquisito da Mecolpress da più di 20 anni.
Queste presse a vite sono particolarmente adatte ai processi dove è richiesta una elevata precisione dei componenti forgiati, ad esempio nella produzione di ingranaggi. Sono adatti allo stampaggio a caldo di particolari in acciaio, ma anche di tutti gli altri materiali.
La versione TURBO permette di raggiungere maggior velocità, aumentando la produttività dal 20% al 40%.
Realtà Aumentata, la pressa a portata di clic
Oltre alla pressa FPN Turbo, sarà possibile visionare ben 2 presse in Realtà Aumentata: la ME e la Heavy.
Questa tecnologia consente di sovrapporre informazioni multimediali alla realtà inquadrata dalla fotocamera del proprio dispositivo mobile, smartphone e/o tablet, arricchendo la visione dell’ambiente circostante con contributi aggiuntivi in formato digitale.
Ottieni il tuo biglietto di ingresso gratuito

Per agevolare la visita ed accedere in sicurezza, è opportuno registrarsi per ottenere il biglietto di ingresso gratuito.
Puoi richiedercelo semplicemente compilando questo form:

Noi ci sarEMO!
Noi ci sarEMO!
EMO è la manifestazione fieristica mondiale della macchina utensile che viene ospitata da Italia e Germania e che quest’anno si terrà nel capoluogo lombardo, in presenza presso Fiera Milano Rho dal 4 al 9 ottobre.
EMO MILANO 2021 conta già la conferma di tutti i principali player internazionali del settore, oltre 30 i paesi ad oggi rappresentati, a copertura della totalità dei segmenti che costituiscono il mondo delle macchine per la lavorazione dei metalli.
Leader indiscussa nel panorama delle manifestazioni espositive di settore, EMO rappresenta al meglio l’articolato mondo della lavorazione dei metalli, mettendo in mostra il meglio della visione e innovazione.
Macchine utensili a asportazione e deformazione, robot, tecnologie abilitanti e automazione, soluzioni per la fabbrica interconnessa e digitale, additive manufacturing saranno tra i protagonisti di EMO MILANO 2021.
La fiera si sviluppa nell’intero quartiere di fieramilano Rho, facilmente raggiungibile con qualsiasi mezzo di trasporto.
Per garantire a visitatori e espositori la partecipazione in totale sicurezza agli eventi, il Gruppo Fiera Milano ha elaborato un protocollo per lo svolgimento in sicurezza delle manifestazioni fieristiche, nel pieno rispetto delle regole sanitarie emanate a livello nazionale.

MECOLPRESS presente con una “rivoluzione” del concept fieristico
Realtà Aumentata, la pressa a portata di clic
Questa tecnologia consente di sovrapporre informazioni multimediali alla realtà inquadrata dalla fotocamera del proprio dispositivo mobile, smartphone e/o tablet, arricchendo la visione dell’ambiente circostante con contributi aggiuntivi in formato digitale.
Uno strumento molto potente nel campo della comunicazione aziendale e in tal senso l’AR ha un grandissimo impatto sulla customer experience, perché trasforma il modo in cui le aziende interagiscono con i propri clienti.
Nelle fiere di settore la Realtà Aumentata risulta essere particolarmente utile, sia per gli espositori che per i visitatori, che potranno vivere un’esperienza visiva a 360 gradi.
Saranno 2 le presse scelte dal catalogo MECOLPRESS, a dare vita a questo spazio innovativo di realtà virtuale, che offrirà la possibilità di vedere e sperimentare le funzionalità delle macchine rappresentate.
Ti aspettiamo Pad. 5 – Stand B29
Ottieni il tuo biglietto di ingresso gratuito
Per agevolare la visita ed accedere in sicurezza, è opportuno registrarsi per ottenere il biglietto di ingresso gratuito.
Puoi richiedercelo semplicemente compilando questo form:

Con o senza bava?
Quando si deve affrontare un progetto di forgiatura per un pezzo nuovo il primo passo da affrontare è quello di fare una simulazione tramite software di stampaggio e decidere se impostarla con o senza bava.
Con o senza bava?
Inizia dalla simulazione di stampaggio
In termini generali possiamo dire che pezzi con spessore sottile e movimenti di materiale in direzioni diverse o con cambi di dimensione repentini potranno dare difetti nello stampaggio senza bava.
Se invece la geometria è uniforme e le variazioni di sezione sono contenute si può pensare di affrontare un progetto senza bava.
E’ vero in tutti i casi che cominciare un progetto senza bava può consentire valutazioni che spingono ad ottimizzare le geometrie del pezzo stesso (se possibile intervenire sulla geometria esterna) oppure può guidare la successiva analisi con bava.
Un primo passaggio senza bava comporta sicuramente tempi di calcolo ridotti e consente una valutazione delle forze punzoni e di chiusura stampi che in via approssimativa possono essere ritenute valide in generale.
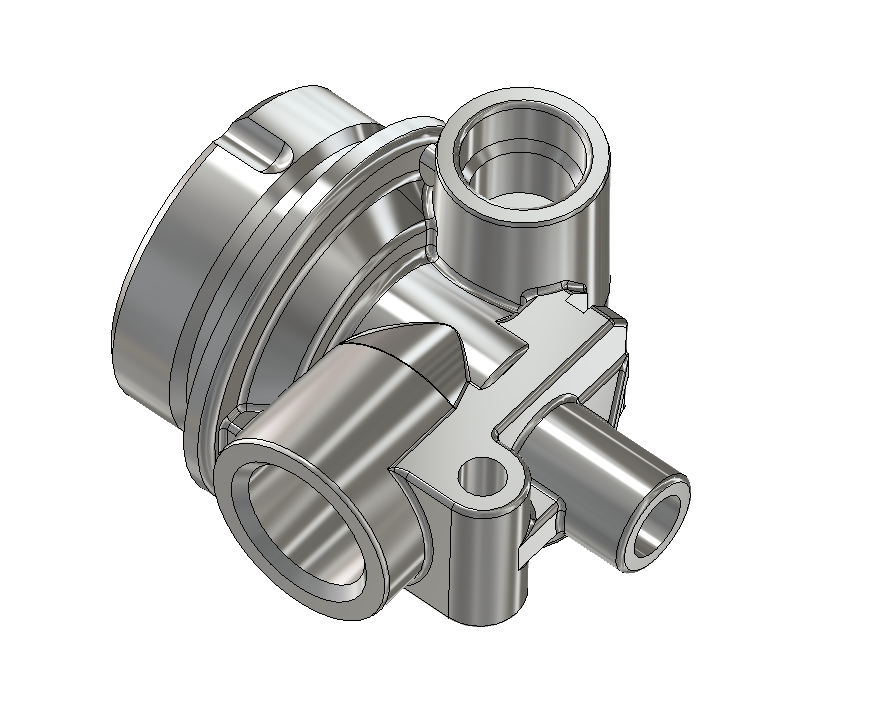
Idoneo ad essere stampato con bava
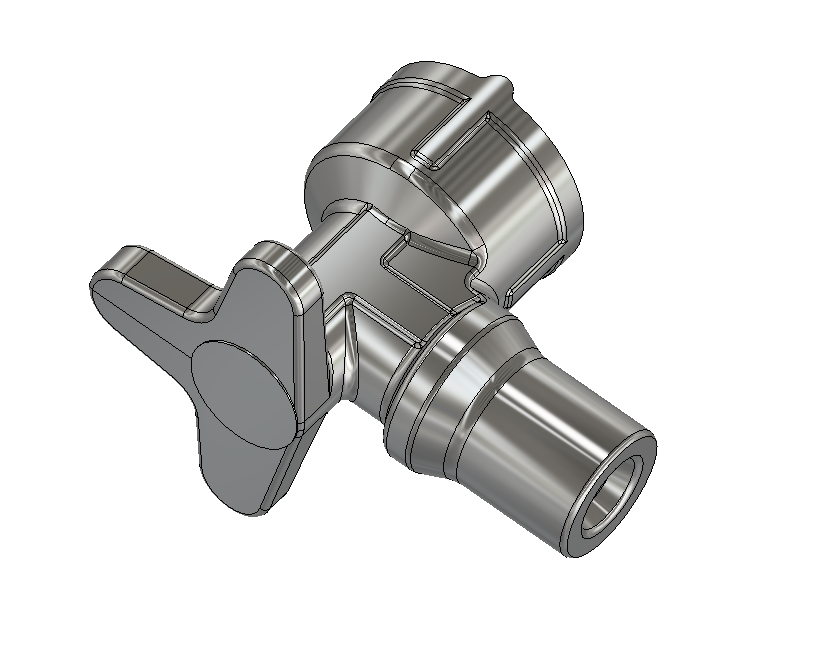
Idoneo ad essere stampato senza bava
La pressa che hai scelto è adatta a stampare il tuo pezzo?
In seconda battuta è necessario valutare in maniera approssimativa se il pezzo in analisi è fattibile per il modello di macchina considerato.
In questa fase è necessario avere un database che riporti le pressioni medie sui semi stampi e sui punzoni.
A questo scopo è molto utile, man mano che lo storico delle simulazioni si costruisce, tenere manutenuto un file Excel in cui i risultati in termini di forze vengono sintetizzati in pressioni medie su semi stampi e punzoni.
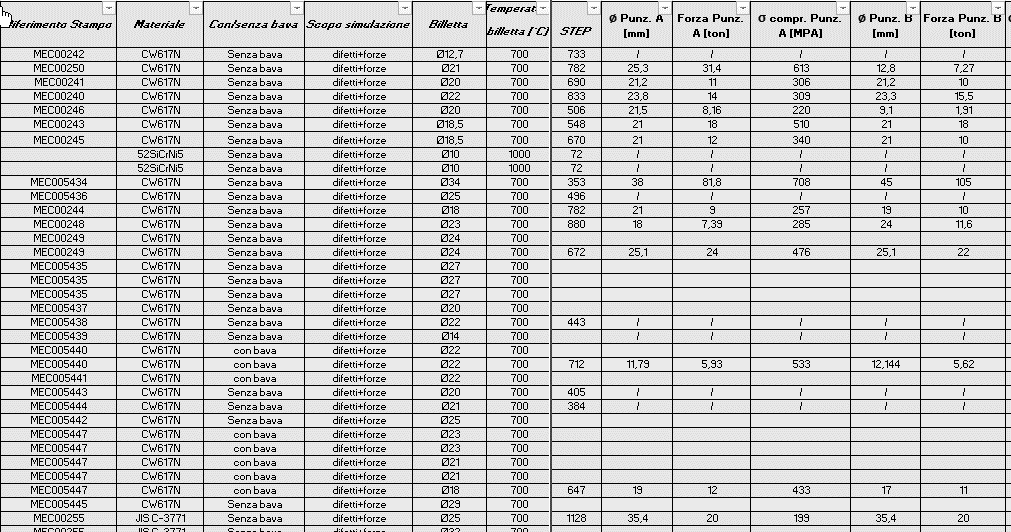
Questa procedura permette di capire al primo colpo d’occhio se il risultato di una simulazione può essere ritenuto valido oppure può essere affetto da errori di calcolo.
Chiaramente più casi si hanno a disposizione più è probabile avere risultati attendibili, questo perché la geometria del pezzo influenza in maniera determinante la forza su ogni elemento dello stampo e quindi nella valutazione è necessario tenere in considerazione pezzi con caratteristiche morfologiche simili.
Una volta disegnata la geometria del pezzo, comprese le forature desiderate, è necessario ricavare per sottrazione la geometria di stampo e punzoni.
Prima occorre tuttavia scalare la figura per tenere in considerazione il fatto che la formazione avviene a temperatura elevata, mentre le dimensioni a disegno sono valide per pezzi a temperatura ambiente.
Il valore tipico per forgiatura di ottone è pari a 1.012, mentre nel caso di alluminio generalmente si utilizza un fattore 1.010. Con un foglio Excel si può così stimare diametro e lunghezza della billetta di primo tentativo.
Per la stampa senza bava scegli le presse idrauliche
Le presse idrauliche Mecolpress della linea ME sono la soluzione più adatta per stampare un pezzo in ottone, alluminio o altri materiali, senza bava.
La forza di chiusura stampi più elevata delle tradizionali presse meccaniche ed i movimenti indipendenti e controllati della slitta e degli estrusori consentono di stampare a caldo pezzi anche complessi senza bava.
Le presse idrauliche ME si sono rivelate imbattibili per lo stampaggio di particolari che presentano delle complessità.
Ad esempio se devo stampare delle valvole saracinesca, le nostre presse ME permettono di stampare queste valvole totalmente senza bava, con altissima precisione, senza alcun rischio di difetti dovuto al flusso dell’ottone nello stampo.
Inoltre anche la produttività è più elevata rispetto a quella consentita dal metodo tradizionale con presse meccaniche eccentriche e attrezzo a campana.
Una pressa idraulica Mecolpress ME350-4G240 ad esempio può stampare valvole saracinesca da due pollici senza bava, senza l’ausilio di speciali attrezzi, ad una cadenza di circa 800 pezzi/ora.
Un altro significativo e pratico esempio è che con una pressa idraulica ME puoi stampare a caldo 4 pezzi in ottone alla volta senza bava!

Blog sullo stampaggio a caldo – Bio
Ad inizio 2017 Mecolpress ha deciso di aprire un blog interamente dedicato al mondo dello stampaggio a caldo.
Ci siamo posti 2 obbiettivi:
- Essere un riferimento per chi stampa a caldo, soprattutto se alle prime armi.
- Supportare chi stampa magari da tempo, ma vuole ottimizzare il suo processo, utilizzare meglio le proprie presse e trovare risposte alle necessità che si incontrano man mano.
Ci siamo resi conto, facendo un po’ di ricerche su internet, che è veramente difficile raccogliere informazioni riguardo al mondo dello stampaggio a caldo.
Su Google puoi trovare qualsiasi cosa, ma difficilmente troverai consigli o approfondimenti sul mondo dello stampaggio a caldo!
Ci capita frequentemente di essere contattati da aziende neofite dello stampaggio, o che comunque hanno personale inesperto o non particolarmente qualificato (vedi ad esempio questo articolo) e tutti vorrebbero avere maggiori informazioni.
Siamo consapevoli che non si possa diventare esperti stampatori o imparare un mestiere da Google, ma è altrettanto vero che nel 2020 devo trovare in rete risposte ai mie bisogni e degli approfondimenti sul tema.
Chi siamo?
Mecolpress è un’azienda specializzata nella produzione e nel commercio di presse per lo stampaggio a caldo di ottone, alluminio, rame, titanio, acciaio e di altre leghe.
È stata fondata nel 1969, abbiamo quindi una grande esperienza e conoscenza dello stampaggio.
In officina abbiamo delle figure estremamente esperte di stampaggio a caldo dell’ottone, e recentemente abbiamo inserito anche un “tecnologo” dell’acciaio, disponiamo di ufficio tecnico meccanico ed elettronico completamente interno, un servizio di assistenza molto apprezzato.
Fino ad oggi, abbiamo sviluppato ed installato oltre 1.950 presse, presso oltre 400 clienti in tutto il mondo, utilizzate per forgiare ottone, alluminio, rame, titanio, acciaio.
Una delle qualità che solitamente è molto apprezzata dai nostri clienti è il servizio di assistenza, alla competenza ed alla solida conoscenza delle macchine si aggiunge la grande e garantita disponibilità di materiale. L’efficace risposta di Mecolpress risiede nell’ampiezza delle aree destinate allo stoccaggio di pezzi che possono essere richiesti dai clienti (due capannoni dedicati) e dagli investimenti decisi proprio in favore della voce ‘magazzino’.
Perché scrivere un blog sullo stampaggio a caldo?
A questo punto ci siamo detti “perché non condividere parte delle nostre competenze online? Ad esempio con uno stampatore del Sud Africa che si sta chiedendo se ne vale la pena di convertire la sua produzione in un sistema di stampaggio a caldo?”
“Ed ancora a tutti gli stampatori esperti, clienti oppure no di Mecolpress, potrebbe interessare capire se ci sono delle migliorie da applicare alla loro produzione?”
Il mondo è cambiato ed anche settori come lo stampaggio a caldo che possono sembrare più “statici” di fatto non lo sono assolutamente. Se non rimani aggiornato perdi commesse importanti e la qualità del tuo lavoro non evolve!

Che risposte puoi trovare in questo blog?
Con il nostro blog offriamo spunti ed idee su come poter migliorare il proprio modo di stampare. Gestire le macchine e le linee di stampaggio al meglio per ottenere maggior produttività, più flessibilità, minor manutenzione.
Gli argomenti per noi più facili da trattare sono quelli tecnici, grazie all’esperienza accumulata in 50 anni di attività e ad i nostri numeri, ma cerchiamo di mantenere un tono più comprensibile ai meno esperti, rimanendo comunque a disposizione per approfondimenti.
Nella categoria “Case Study” troverai ad esempio:
- Come abbiamo aiutato un cliente tedesco a vincere una sfida, a stampare con successo una commessa complessa che non sperava di accettare.
- Si può ridurre il costo delle valvole saracinesca stampando senza bava? È un possibile con le presse idrauliche ME.
- Il tuo bilanciere ti sta facendo impazzire? Potresti aver trascurato quello che per te è solo un dettaglio, ma la nostra esperienza ci ha insegnato che fa la differenza!
-
Pressa idraulica, il salto di Mecolpress ad una nuova modalità eco-green: nuovo standard di presse oleodinamiche ME, nate dall’esigenza di offrire una macchina ancora più flessibile e performante in termini di risparmio energetico.
Proponiamo soluzioni a problemi nati da un utilizzo non ottimale delle presse o bilancieri, dall’inesperienza, richieste che raccogliamo dal nostro servizio assistenza. Diamo voce a necessità che, anche per aziende esperte del settore stampaggio, a volte possono sembrare complesse.
Una sfida vinta per il nostro cliente è per noi una grande soddisfazione!

La lubrifica stampi determina il successo del tuo stampaggio!
Saper ricorrere alla giusta lubrifica degli stampi è fondamentale in un sistema di stampaggio a caldo di particolari in ottone, acciaio, alluminio, titanio o rame che sia.
Abbiamo già sottolineato più volte anche in articoli precedenti come la lubrificazione possa fare la differenza e risolvere molti dei problemi comuni che gli stampatori riscontrano durante la produzione dei loro pezzi stampati. La nostra ricerca della lubrificazione perfetta si è evoluta, diventando sempre più precisa e personalizzabile, proprio come ci viene costantemente richiesto dal mercato.
Giusta lubrifica non significa tanta, deve essere correttamente dosata, vanno scelti i lubrificanti più adatti in base al metallo che si va a stampare ed al pezzo richiesto.
La lubrifica stampi delle presse idrauliche della serie ME e delle eccentriche a ciclo continuo SEO-CVE-CS
Con le presse idrauliche della serie ME e le presse meccaniche eccentriche a ciclo continuo SEO-CVE-CS, abbiamo rivoluzionato il sistema di lubrifica stampi:
- Trasciniamo la miscela olio+grafite in uscita sul punto di lubrifica.
- Facciamo scorrere il fluido di lubrifica e l’aria compressa in due tubi concentrici dalle valvole di controllo dei singoli punti fino al punto di impiego.
- Ognuno dei punti il pilotaggio è indipendente e quindi per ciascuno diamo la possibilità all’operatore di decidere dal pannello operatore come, quando e quanto intervenire.
Non ci siamo però accontentati!
Quali sono le richieste che ci rivolgono più di frequente gli stampatori?
Abbiamo verificato che alcune delle domande che rivolgete spesso al nostro service sono inerenti al sistema di lubrifica:
“Il mio stampo si è rotto, come posso fare per garantirgli una vita più duratura?”
“Il sistema di lubrifica stampi che utilizzo non è soddisfacente.”
“È possibile ridurre sprechi nei lubrificanti, in vista di un risparmio ed anche di una scelta più ecologica?”
“Come posso ottenere un sistema di stampaggio di successo?”
Il nostro team ricerca e sviluppo ha quindi perfezionato e messo a punto un nuovo sistema di lubrifica.
Novità nella lubrifica stampi della Serie HEAVY
La serie Heavy è la nostra nuova proposta di pressa meccanica eccentrica a ciclo continuo. Si tratta di una macchina davvero rivoluzionaria, risultato di 50 anni di esperienza nella produzione di presse per lo stampaggio a caldo, e dalla ricerca continua di innovazione e perfezione tecnologica.
Abbiamo quindi rivisto totalmente anche l’automazione e la lubrificazione stampi.
Innanzitutto Il sistema di lubrifica stampi consente per ogni singolo punto la gestione indipendente e programmabile.
E’ possibile avviare il ciclo di lubrificazione in modi differenti: durante la salita oppure la discesa della slitta, durante il ciclo di carico oppure il ciclo di scarico, con tempi di ritardo e durata appropriati.
Ogni punto può essere utilizzato per la nebulizzazione del lubrificante o per il raffreddamento e pulizia degli stampi.
Il sistema può essere implementato con 2 o più punti di soffiaggio aria ad alta portata.
È possibile programmare degli orari: il circuito di pompaggio, il miscelatore automatico e la resistenza di riscaldo posti nel serbatoio, consentono di preparare il liquido e l’intero circuito per l’orario di avvio alle condizioni ottimali, e di mantenerli tali per l’intera durata di produzione.
La nebulizzazione del lubrificante, grazie al particolare sistema di tubazioni, avviene solo nei pressi dell’utilizzo: in questo modo il dosaggio, la ripetibilità e la sensibilità alla variazione del dosaggio sono garantiti.
Sono previsti fino a 40 punti di lubrifica/raffreddamento, di questi 16 sono disposti nel porta stampi inferiore e 16 nel porta stampi superiore.
La disposizione dei punti di lubrifica/raffreddamento attraverso gli stampi permette di raggiungere con efficacia i punti critici da lubrificare/raffreddare, oltre a ridurre in maniera drastica i tempi di cambio produzione.
Sistema reattivo, intelligente per creare le tue ricette
La reattività alle variazioni di settaggio è immediata a differenza del sistema tradizionale che richiede diversi minuti di produzione prima che si stabilizzi.
Oltre a questo va detto che riusciamo ad avere un soffiaggio forte senza l’ausilio di compressori che vanno comunque ad aumentare i consumi e le manutenzioni generali dell’impianto.
Un intelligente sistema software, aiuta inoltre l’operatore ad adattare automaticamente il dosaggio del lubrificante in avvio di produzione, fino al raggiungimento delle corrette condizioni stampaggio.
Il nostro sistema può essere adattato anche all’utilizzo con lubrificanti/distaccanti a base acqua, impiegati nel settore alluminio ad esempio o comunque diversi dal classico olio grafitato.
Tutti i parametri, abilitazione dei punti utilizzati, modalità di avvio, temporizzatori e contatori, una volta ottimizzati, vengono salvati nella ricetta dedicata al tipo di articolo da produrre, in modo che, per i lotti successivi dello stesso articolo, via sia un veloce avvio della produzione senza inutile perdita di tempo.

PRESSE PER STAMPAGGIO A CALDO
Azienda produttrice di presse per stampaggio a caldo.
Riportiamo intervista del magazine digitale Easy Engineering.
Fondata nel 1969 MECOLPRESS nasce come azienda produttrice di presse meccaniche per lo stampaggio a caldo di componenti in ottone.
Fino ad oggi, Mecolpress ha sviluppato e installato oltre 1.950 presse, presso oltre 400 clienti in tutto il mondo, utilizzate per forgiare ottone, alluminio, rame, titanio, acciaio. L’attuale sito produttivo di Flero, nella zona altamente produttiva di Brescia, occupa una superficie di 30.000 metri quadrati, di cui 10.400 coperti e impiegati 55 persone, raggiungendo un fatturato nel 2018 di 11,5 milioni di Euro.
Nel 2019, in occasione della fiera EMO ad Hannover, Mecolpress ha presentato ufficialmente la nuova serie di presse eccentriche a ciclo continuo e discontinuo, la serie HEAVY.
Easy Engineering: Quali sono le principali aree di attività dell’azienda?
MECOLPRESS: Inizialmente Mecolpress ha orientato i suoi sforzi soprattutto verso il settore dello stampaggio a caldo dell’ottone. Col tempo, anche attraverso l’acquisizione dei marchi storici Osterwalder e Dellavia, nel settore presse a vite.
La varietà di macchine che progettiamo e produciamo è ora così ampia e completa da soddisfare le più diverse esigenze dei clienti: per ogni materiale specifico , forma e quantità da stampare, siamo in grado di offrire la soluzione più adatta.
Oggi Mecolpress è l’unica azienda tra i produttori di presse per la forgiatura a caldo di ottone, acciaio di alluminio, rame, titanio, con un programma di produzione così completo.

Il nostro attuale programma di produzione è composto da:
- TDS: comando diretto con servomotore elettrico;
- Dellavia and Osterwalder: tradizionale disco frizione.
Presse a ginocchiera PG
per coniatura e calibrazione pezzi.
Presse Meccaniche Eccentriche
- SOV e SEO/F: presse per stampaggio in verticale;
- SEO e HEAVY: presse per stampaggio con foratura dei pezzi, a ciclo singolo o a ciclo continuo.
Presse Idrauliche ME
per lo stampaggio di ottone e alluminio senza bava.
- PO: singola stazione;
- S: stazione multipla, tavola rotante con motore idraulico;
- E: stazione multipla, tavola rotante con motore elettrico.
Inoltre, Mecolpress è particolarmente attiva nel servizio post-vendita. Il cuore e l’orgoglio di Mecolpress è il suo ampio magazzino ricambi, in grado di fornire accessori o ricambi per macchine prodotte cinquant’anni fa. Per questo motivo, oltre alla vendita di macchinari, esiste una vasta attività legata al servizio e alla fornitura di accessori (come attrezzi, bracci, pezzi di ricambio, ecc.).
E.E: Quali sono le vostre novità?

MECOLPRESS:
Alla fine del 2019 abbiamo presentato alla fiera EMO di Hannover una nuovissima serie di presse meccaniche eccentriche, denominata HEAVY, che definisce un nuovo standard per lo stampaggio a caldo dell’ottone.
Un concetto di macchina che offre la massima durata e affidabilità insieme a un sistema software innovativo che consente il massimo controllo sul processo e un’operazione molto semplice.
E.E: Quali sono le gamme di prodotti che commercializzate?
MECOLPRESS: Essendo produttori con una propria vasta gamma di prodotti, commercializziamo solamente l’attrezzatura aggiuntiva. Quindi limitata alle macchine accessorie, quando offriamo linee di forgiatura complete (consegna di un pezzo finito partendo da una barra di materia prima) a quei clienti che preferiscono avere una linea chiavi in mano da un’unica fonte.
Le macchine commercializzate tipicamente sono: forni per il riscaldamento di billette, stampi per forgiatura, macchine per la sabbiatura.
E.E: A che punto è il mercato in cui sei attualmente attivo?
MECOLPRESS: Poiché le nostre macchine sono dedicate a un panorama molto ampio di applicazioni (dall’edilizia residenziale all’automotive, dal controllo del gas al biomedicale), ci sono sempre nuovi sviluppi in questi settori.
Questo è per noi molto stimolante perché siamo costantemente coinvolti nella progettazione di nuove soluzioni, per supportare i nostri clienti con le attrezzature più adatte per fabbricare pezzi che cambiano nelle forme, nelle leghe e nei requisiti tecnici.
E.E: Cosa puoi dirci sulle tendenze del mercato?
MECOLPRESS: In passato i nostri clienti erano principalmente subfornitori, che producevano molti tipi diversi di parti per gli OEMs più differenziati. Ora vediamo sempre più aziende interessate a riportare nella propria attività il processo di stampaggio a caldo, per avere il pieno controllo dell’intera linea di produzione. Inoltre, i subfornitori che ancora esistono, stanno aumentando di dimensioni, capacità e specializzazione: devono essere molto più precisi, affidabili, più flessibili e veloci nel cambiare produzione e tecnologie.
Per questi motivi, le macchine di cui entrambi i nostri tipi di clienti (i subfornitori e gli OEMs) necessitano, sono macchine che possono facilmente passare da un’applicazione all’altra e che possono registrare e controllare in modo approfondito ogni aspetto del processo di produzione.
L’utente sta quindi diventando sempre più un ingegnere, che studia e programma il processo in anticipo e quindi fa funzionare la macchina autonomamente, invece di un operatore che deve rimanere a tempo pieno sulla macchina, controllando e regolando le impostazioni.

E.E: Quali sono i prodotti più innovativi che offrite?
MECOLPRESS: Come prima indicato, uno dei prodotti più innovativi che offriamo oggi è la nuova gamma di presse Heavy.
Parallelamente, stiamo allargando l’offerta per le presse idrauliche ME progettate per stampare pezzi senza bava. Queste macchine sono estremamente versatili, possono comunicare in due direzioni con il software ERP dell’azienda per scambiare dati di produzione, ricette, informazioni di manutenzione preventiva. E sono anche in grado di rilevare automaticamente un prodotto non conforme e separarlo da quelli buoni. Questo rende le presse idrauliche per stampaggio ME un sistema completamente automatico, che non necessita di una presenza regolare del personale addetto al controllo qualità per controllare periodicamente la produzione.
E.E: Quali previsioni hai per il 2021?
MECOLPRESS: Alla fine del 2019 abbiamo pianificato un budget di vendite molto aggressivo per il 2020 e lo abbiamo supportato con diverse attività e strategie, dalla partecipazione a numerose fiere internazionali, alla produzione di macchine per stock, per garantire ai nostri clienti consegne molto veloci .
Sfortunatamente, a causa della diffusione del virus Covid-19, molte attività commerciali dovranno essere riprogrammate o posticipate. Stiamo attualmente indagando sui mercati mondiali per valutare quale sarà la propensione dei clienti a investire per i restanti mesi di quest’anno. Siamo molto ottimisti sul fatto che saremo comunque in grado di raggiungere la maggior parte dei nostri obiettivi anche grazie alla disponibilità di macchine nella nostra officina, che ci consente di completare le consegne in questo anno di macchine ordinate nel secondo e terzo trimestre.

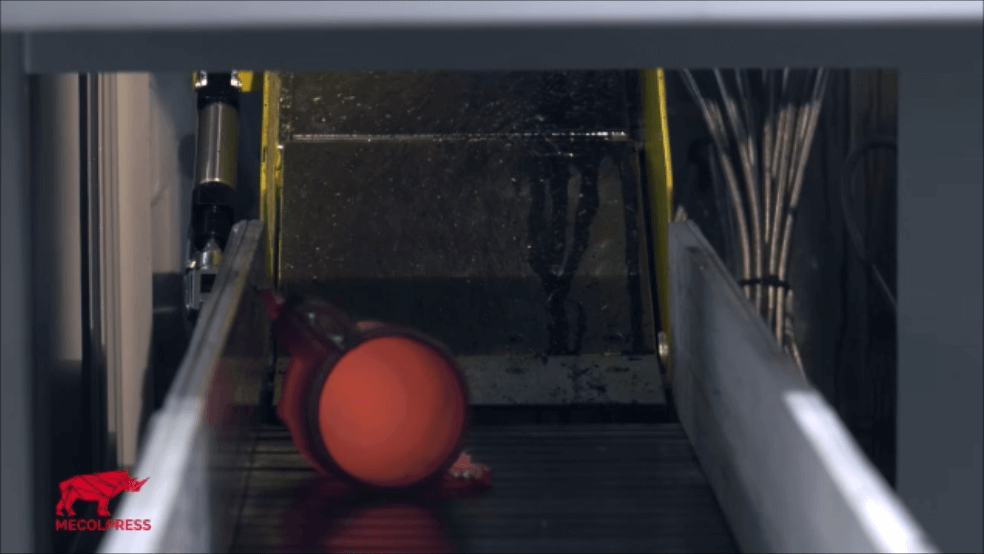
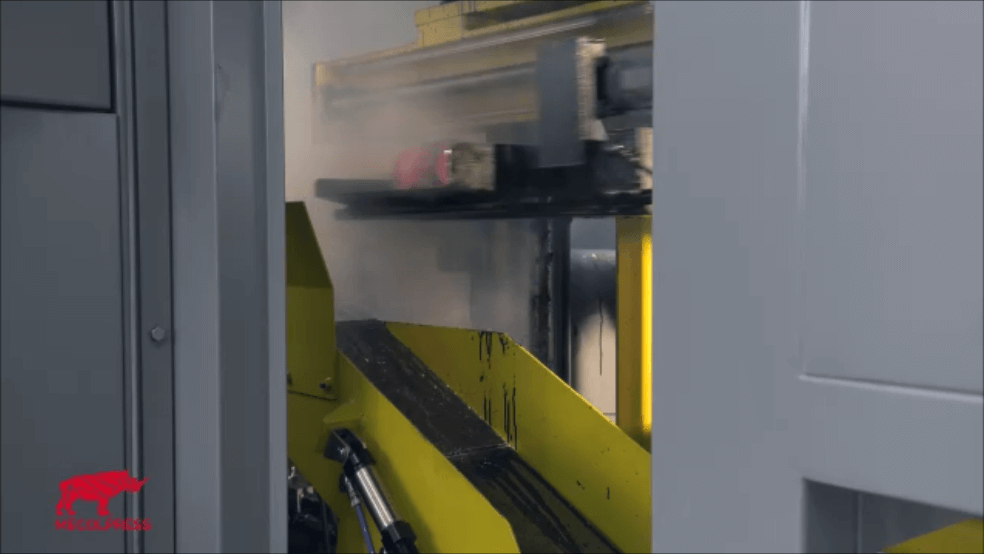
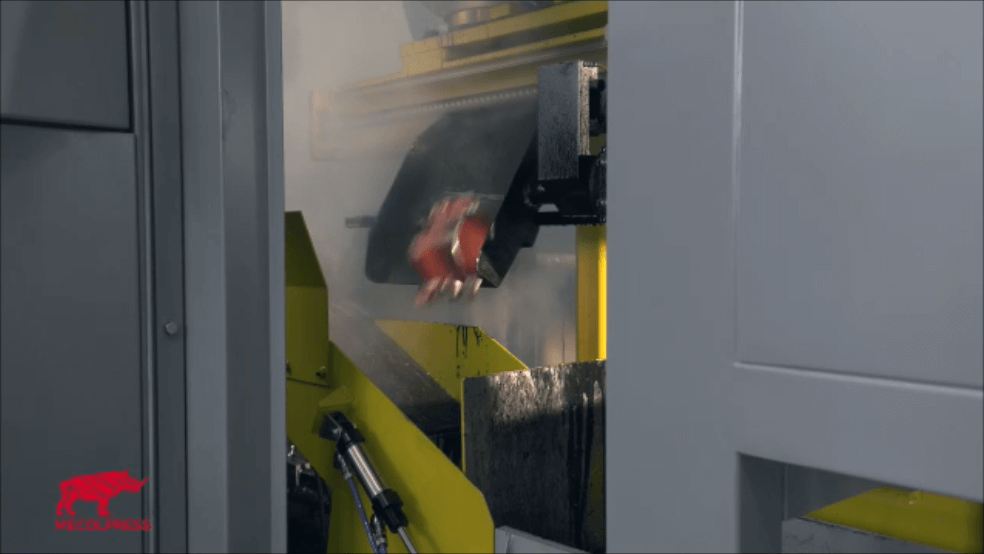
LA PRESSA SEPARA AUTOMATICAMENTE I PEZZI STAMPATI: I BUONI DA UNA PARTE, I CATTIVI DA UN’ALTRA!
Scarico differenziato dei pezzi stampati
La pressa separa in automatico i pezzi stampati e li divide in cassoni diversi, è diventata intelligente!
Lo scarico differenziato dei pezzi stampati è un interessante funzione che Mecolpress prevede di default su tutte le presse idrauliche, ma può anche essere aggiunto come opzione sulle presse meccaniche eccentriche.
Lo stampaggio a caldo per una maggiore qualità dei pezzi stampati
Lo stampaggio a caldo dei metalli si distingue da quello a freddo perché consente di ottenere pezzi di alta qualità attraverso un’importante deformazione del materiale di partenza. Lavorando l’ottone, il rame, il titanio, l’acciaio e l’alluminio tramite presse per lo stampaggio a caldo infatti si riescono a produrre forme particolari, dalle geometrie anche complesse.
Lo stampaggio a caldo dei metalli permette quindi di ottenere pezzi stampati più resistenti rispetto a quelli ottenuti attraverso altri processi metallurgici di produzione.
In particolare lo stampaggio dei metalli può incrementare la forza e la resistenza dei prodotti. Per questi motivi la produzione di pezzi forgiati a caldo garantisce specifici vantaggi nelle caratteristiche meccaniche degli stessi rispetto a quelli prodotti con altre tecnologie come la fusione o la lavorazione meccanica ad asportazione di truciolo.
Lo stampaggio a caldo, rispetto ai processi di fusione, permette di ottenere caratteristiche meccaniche e aspetto superficiale di superiore qualità. Noi di Mecolpress lo sappiamo bene, tanto che abbiamo fatto della “Tecnologia della Forma” il nostro motto.
Il pezzo prodotto deve essere quindi perfetto, la sua qualità deve essere certificata. Per questo motivo Mecolpress ha progettato un sistema grazie al quale la pressa separa i pezzi stampati perfetti da quelli da valutare in quanto potrebbero non essere tali.
Perchè è importante che la pressa separi i pezzi stampati perfetti da quelli da valutare?
Dal settore automotive si diffonde la metodologia di produzione in ottica Lean:
- Le aziende riescono ad essere competitive su lotti minimi (produrre solo quello che serve) piuttosto che produrre grandi quantità a prezzi bassi con il rischio di avere stock rilevanti a magazzino.
- Azzerare gli sprechi: ovvero le produzioni inutili a causa degli scarti.
Una delle esigenze più ricorrenti nei nostri clienti è quella di avere un controllo sempre più spinto del processo di forgiatura: la macchina deve essere in grado di controllare quanti più possibile parametri importanti per il processo di stampaggio, registrarli per effettuare previsioni statistiche sullo scostamento dalla produzione ottimale, eseguire controlli.
Mecolpress propone una serie di presse di forgiatura che incontrano appieno le esigenze sopra descritte: la serie idraulica ME.
Le presse idrauliche possono controllare numerosi parametri di processo e su questi gestire la logica per gli scarti oppure raccogliere i valori rilevati per analisi statistiche. Ad esempio possono controllare:
- la temperatura billette al carico,
- i tempi di ingresso punzoni,
- la forza reale penetrazione punzoni,
- la posizione finale raggiunta da ciascun punzone e molto altro.
Puoi approfondire qui i parametri di processo più importanti presi in considerazione dalle presse idrauliche.
Le macchine della serie ME hanno le carte in regola per essere competitive in un ambito di stampaggio moderno, controllato, e operano al loro meglio su lotti medio/piccoli, grazie alla loro flessibilità.
In questo video mostriamo come le nostre presse idrauliche effettuano lo scarico differenziato dei pezzi stampati:
In un cassone separato vengono scaricati i pezzi che non hanno rispettato appieno i parametri di processo impostati dall’operatore, e analizzati dal nostro potente software Calipso per il controllo del processo di stampaggio.
Per il cliente questa operazione si traduce in un importante metodo di risparmio:
- Minor Spreco di tempo,
- Meno materiali/ pezzi da scartare,
- Avere la certezza che il pezzo stampato è conforme alle caratteristiche richieste,
- Ottenere forme perfette.

Un’altra azienda bresciana sceglie le presse idrauliche Mecolpress.
Con regolarità e costanza, Mecolpress conquista nuovi clienti italiani, la pressa idraulica si sta confermando una scelta vincente.

Case Study: come abbiamo acquisito l’ultimo cliente bresciano
Riportiamo il caso di un nuovo cliente bresciano appena acquisito, un interessante case study che ci fa capire quali sono le esigenze delle aziende che operano nello stampaggio a caldo e come noi di Mecolpress forniamo le risposte.
Trattasi di un’azienda affermata sul mercato internazionale per l’altissima qualità della sua produzione, che consiste principalmente di mini valvole, valvole e raccorderia per il settore sanitario e riscaldamento. La ditta in questione ha un proprio reparto stampaggio a caldo dell’ottone, concepito per coprire il 100% del fabbisogno di pezzi stampati; il ricorso a pochi e selezionatissimi subfornitori esterni avviene solo in caso di particolare picco di volumi.
La loro dotazione di presse si compone di 5 macchine, sempre cariche: 3 più tradizionali e “datate” (meccaniche eccentriche dello storico produttore Rovetta, ora non più esistente) e due presse più recenti, piccole presse idrauliche di una particolare tipologia, proposte da un produttore europeo.
Conoscendo l’azienda bresciana, ora divenuta nostro cliente, abbiamo potuto apprezzare fin da subito alcune indiscusse caratteristiche:
- Macchine transfer all’avanguardia;
- Una metodologia di lavoro che mette al centro la conoscenza precisa e profonda di tutti i processi produttivi;
- Una visione lungimirante sulla formazione continua di tutto il personale, che è partecipe con la direzione delle scelte strategiche e forma un gruppo omogeneo ed affiatato;
- Un reparto qualità che ha conoscenze, metodologie e strumenti non solo per la verifica dei pezzi ma anche per la valutazione del metodo con cui sono stati realizzati.
In vari incontri sia presso il cliente che in Mecolpress, abbiamo avuto l’opportunità di presentargli la nostra gamma completa di presse ed in particolare le funzionalità delle nostre presse idrauliche serie ME.
Metodo Mecolpress
Il cliente ha voluto metterci alla prova, sfruttando la strategia di Mecolpress di avere una selezione di presse quasi in pronta consegna, per fare delle prove di stampaggio con due pezzi della sua gamma, eseguite sulla pressa specifica di suo interesse.
Il risultato è stato che, grazie alla costruttiva collaborazione dei due team (del cliente e nostro), in sole 9 settimane dalla decisione di partire con le prove, siamo riusciti a:
- Fare le simulazioni di stampaggio dei due pezzi da testare;
- Realizzare i relativi stampi;
- Eseguire test di stampaggio con due stampi (in manuale ed in automatico, avendo in Mecolpress anche due forni a spinta a gas ad alte prestazioni);
- Smontare e rottamare una delle vecchie presse del cliente;
- Consegnare al cliente presso il suo stabilimento di Brescia una pressa idraulica ME150/4G62, esattamente quella che aveva visto e provato.
Perché l’azienda in questione ha scelto Mecolpress?
Ringraziamo il cliente per la fiducia e per averci voluto mettere alla prova, e siamo particolarmente orgogliosi che anche loro, come altri clienti, dopo aver acquistato ed utilizzato le presse idrauliche di nostri concorrenti, scelgono di passare a Mecolpress per il futuro.
I punti decisivi per questo nuovo risultato positivo sono, in breve:
- Mecolpress può offrire al cliente non solo qualsiasi genere di presse nuove, ma anche estrema competenza nella assistenza di presse vecchie, di altri costruttori (in questo caso Rovetta).
- le presse idrauliche Mecolpress, sia per progetto meccanico e costruttivo che per il software estremamente sviluppato, offrono all’operatore una facilità e flessibilità d’uso ineguagliabili.
- La possibilità, scegliendo Mecolpress, di concludere un investimento in tempi estremamente ridotti, e vederlo rapidamente produttivo; chi vuole investire non ha tempo di attendere e deve essere aiutato ad essere competitivo il prima possibile!
Vorresti fare anche tu una prova di stampaggio?
Non perdere tempo,
mettici subito alla prova!
Stampaggio a caldo acciaio: la parola al nostro esperto
Abbiamo intervistato Luca Di Donato, l’esperto di stampaggio a caldo dell’acciaio in Mecolpress.
L’acciaio è un materiale molto diverso dall’ottone, per questo motivo Mecolpress ha deciso di incrementare il suo team con una figura dedicata, alla quale abbiamo rivolto alcune domande.
Parliamo di stampaggio a caldo dell'acciaio
Qual è il tuo ruolo in azienda?
Il ruolo da me attualmente ricoperto all’interno del contesto aziendale è di project engineer manager specialista dello stampaggio a caldo dell’acciaio e delle leghe non ferrose (ad eccezione dell’ottone).
Nello specifico mi occupo principalmente della individuazione e definizione del processo di deformazione plastica a caldo tecnicamente ed economicamente più adatto per la realizzazione di componenti semilavorati in acciaio, ma anche alluminio e leghe speciali al Nichel e Titanio.
Che tipo di esperienza hai nel settore dello stampaggio a caldo dell’acciaio?
La formazione nel settore specifico deriva dalla pluriennale esperienza lavorativa acquisita nell’ambito aziendale, dapprima in qualità di progettista e poi come direttore tecnico e operativo di imprese situate sul territorio nazionale ed estero.
Solitamente quali settori di applicazione utilizzano presse per stampaggio a caldo dell’acciaio?
Le presse per lo stampaggio a caldo dell’acciaio sono largamente impiegate in vari settori di applicazione quali, automotive, aereonautico, agricolo, edile, chimico, petrolchimico e settore industriale in genere.
Quale tipo di macchina è più adatta per stampare acciaio? (presse meccaniche, idrauliche, bilancieri?)
Dal punto di vista metallurgico l’acciaio può essere forgiato utilizzando qualsiasi tipologia di pressa. Gli acciai in genere sono poco influenzati dalla velocità di deformazione propria delle presse, come invece sono influenzate alcune leghe di alluminio e le superleghe di Titanio e Nichel.
Sono altri quindi i parametri che influenzano la scelta. Infatti la geometria, le tolleranze geometriche e dimensionali sicuramente possono orientare la scelta verso una pressa meccanica piuttosto che una pressa a vite, ma anche su una pressa oleodinamica.
Rispetto all’ottone, che particolarità presenta l’acciaio?
Dal punto di vista del processo e quindi delle relative presse utilizzate, sicuramente il primo aspetto che caratterizza l’acciaio è la temperatura di stampaggio che si aggira intorno ai 1200°C.
L’altra caratteristica altrettanto importante è la deformabilità dell’acciaio a caldo che è di gran lunga più difficoltoso rispetto all’ottone. La resistenza alla deformazione plastica a caldo dell’acciaio costringe all’adozione di geometrie più semplici, predilige la scelta di presse con capacità maggiorate in termini di forze; inoltre si fa ricorso molto spesso ai processi di preformatura.
Data la tua esperienza, quali sono le criticità ricorrenti che hai riscontrato nello stampaggio di questo materiale?
Come già precedentemente evidenziato, l’acciaio si stampa a temperatura elevata, quindi si possono creare possibili surriscaldamenti in zone particolarmente soggette a deformazione, le forze in gioco sono importanti e quindi l’energia e disposizione unitamente alle stesse possono avvicinarsi al limite, e causare non conformità geometriche sul pezzo.
Infine l’acciaio non è facilmente deformabile e quindi necessita di uno studio apposito al fine di identificare quali processi di preformatura adottare al fine di evitare cricche/ripiegature di materiale.
Sempre in base alla tua esperienza, nella scelta della macchina più adatta, di cosa bisogna assolutamente tenere conto?
Ovviamente la geometria del prodotto forgiato da ottenere unitamente alle tolleranze geometriche e dimensionali imposte influenzano fortemente la scelta del processo migliore. Prima di tutto la tipologia di pressa, ma anche tutte le macchine necessarie a comporre la linea, dal processo di taglio, riscaldo, preformatura fino alla eventuale calibratura dei forgiati a caldo/freddo.
Mecolpress, attraverso le competenze specifiche acquisite in cinquanta anni di progettazione e produzione di macchine per lo stampaggio e grazie alle professionalità di cui dispone al suo interno, è in grado di supportare il cliente dalle primissime fasi di definizione della geometria più adatta per la scelta del forgiato fino alla realizzazione della linea anche completamente automatizzata chiavi in mano.
Cosa secondo te può fare veramente la differenza in una pressa “azzeccata”?
Il cuore della linea di produzione nella sua interezza è la PRESSA che è stata progettata per rispettare determinate caratteristiche quindi “azzeccare” la tipologia di pressa è assolutamente importante, ma è altrettanto fondamentale considerare chi l’ha progettata e costruita. A tal proposito le presse prodotte dalla Mecolpress sono tra le migliori del mercato sia in termini di contenuto tecnologico che in termini di rigidezza ed affidabilità.
Per approfondimenti ulteriori sull’argomento “Stampaggio a caldo Acciaio” vi invitiamo anche a consultare la pagina U.NI.S.A. Unione Nazionale Italiana Stampatori Acciaio, della quale siamo soci aggregati.












