
EMO 2019: We unveil the technology of the future!
Mecolpress is ready for EMO 2019, the most important metalworking machinery fair, in Hannover from September 16th to 21st.
Mecolpress has always participated in EMO, the leading trade fair for the metalworking sector.
At each edition we always present some innovations, and this year more than ever!
On the Mecolpress stand there will be the possibility to see 2 machines running!
1- THE BRAND NEW HEAVY 400

Mecolpress will officially present the new HEAVY series of continuous cycle eccentric presses at EMO2019!
Its main features are:
- an extremely innovative and modern structure, more robust and also designed with an eye to ease and accessibility for maintenance and to safety;
- we have completely renewed die automation and lubrication;
- we have mounted a special hydraulic cushion that enhances the ability to forge cored parts, as well as to strongly reduce vibrations and noise;
- as on all our presses, also on the HEAVY series is installed Calipso, the intelligent software of Mecolpress for the analysis of the production process and for predictive maintenance.
The Mecolpress HEAVY Series represents the state of the art in hot forging with eccentric presses and can mount all the most modern accessories, production, programming and control systems.
2- The ME100/4L30 superfast – high productivity hydraulic press.

It is a compact machine, dedicated to the forging of small complex pieces, with an extremely high productivity.
This machine is the latest model of the now known and appreciated Mecolpress ME hydraulic presses, installed all over the world, from Japan to Mexico, from Korea and from China to Germany and Italy.
ME hydraulic presses have been for years a real innovation in the world of hot forging. They allow printing without flash thus significantly reducing material waste.
The ME100 / 4L30, like all Mecolpress hydraulic presses, is equipped with a powerful statistical process control software developed by us, called Calipso.
As stated by the official Hannover Magazine, this year EMO will focus more and more on digitization, with many insights and eyes still on the subject of Industry 4.
Among the most interesting aspects of Industry 4.0 there is undoubtedly the development of the so-called “platform economies”, also Mecolpress in this regard will present a new way of experiencing hot forging machines: connected in the cloud the press becomes intelligent, smart and easily monitored!
We will demonstrate how it is possible to integrate our presses with cloud or local applications that allow to carry out analysis of multiple operating and process parameters, thus representing, through dashboards, a real-time visualization for an optimal understanding of the data collected by the machine.
We will present all this at EMO 2019,
follow the event on our social media channels, we will soon reveal important news!



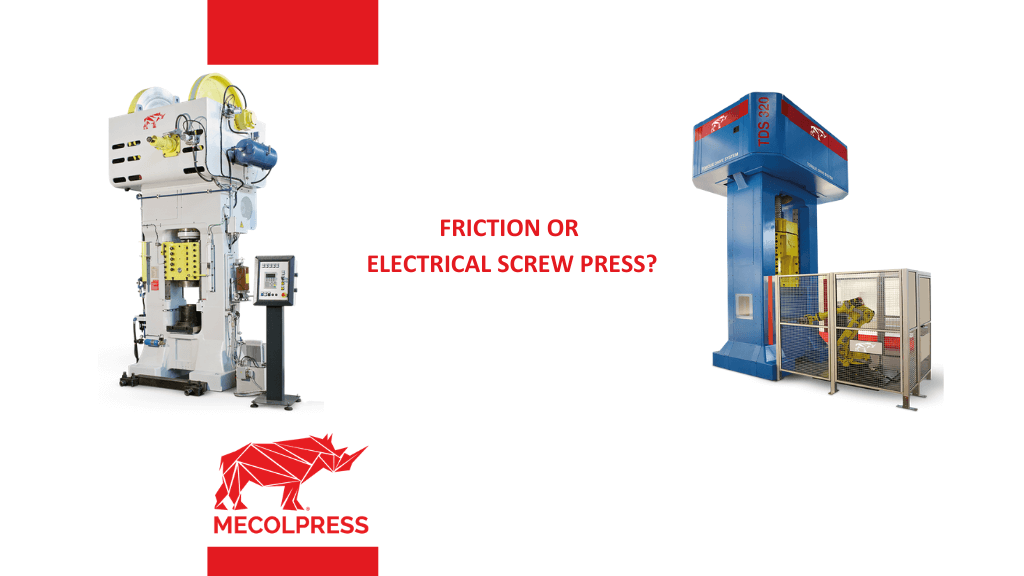
Friction or electrical screw press?
There are electrical or friction screw presses. Which to choose? The choice of the model is linked to the type of parts you want to forge, but also to the press performance. Discover the differences between these types of screw press by reading this article.

The mechanic friction machine is provided with a flywheel that rotates the screws clockwise or counterclockwise so that to let the slide go down or go up. In this case the transmission of the motion from the electric motor to the flywheel happens through the friction created on a leather belt. This model does not permit a direct control of the motor and of the flywheel, even if it presents considerable advantages in terms of energy saving. Indeed, a friction screw press has a medium consumption of about 40 KWh.
These presses require a smaller investment than the one of the screw presses with electrical servomotor, but they need the leather belt replacement, necessary for the slide movement when it wears.
Suitable for the hot forging of every type of material, the friction screw presses are used for the production of full parts.
This press, as opposed to the friction one differs for an electrical motor directly mounted on the flywheel, in the upper side of the machine, that rotates the screw. Thanks to this characteristic, the electrical screw press allows a better control of the productive process. Indeed, it is possible to check the descent and rise speed at any moment, to have direct feedback about the production of the machine and to calculate the necessary tonnage for the hot forging of parts you want to produce.
The electrical screw press requires more electrical energy, but its components wear less, and it is particularly indicated for the production of parts that require more strokes to be completed. In addition, it is possible to obtain much more energy with a reduced stroke, which does not always happen in the case of friction screw press. As a result, this machine has a rate of production slightly higher than a traditional machine.
The mechanical screw presses of Mecolpress TDS series are moreover provided with Calipso software, which is also developed by our company, that allows the data collection and recording in real time. In this way the end-user can do a process evaluation and intervene to optimize it.
Mecolpress proposes to its customers both friction screw presses and direct control with electrical servomotor control screw presses, developed to satisfy the different productive needs and suitable for the forging of full parts destined to sectors such as automotive, medical and sport one.


Mecolpress range of presses
For metals hot forging it is possible to use both mechanical and hydraulic presses. Mecolpress proposes high-tech and of different types machineries in order to satisfy nearly all production needs.
Mecolpress presses are indicated for copper, brass, steel, titanium and aluminum hot forging.
Mechanical presses
Among Mecolpress hot forging mechanical presses there are eccentric mechanical presses that are classified according to the nominal force. SOV model for vertical forging: they require an average energy consumption and are characterized by their high productivity. Instead, the SEO presses are developed for the forging of parts with coring and are divided in:
- SEO: (at single cycle): presses for forging with horizontal coring, high energy, medium Productivity
- SEO- CVE/CS: (at continuous cycle): presses for hot forging with horizontal coring, high energy, high Productivity
- SEO-F: (a ciclo singolo): (at single cycle): presses for forging with vertical coring, high energy and medium productivity
Another type of mechanical press offered by Mecolpress is the screw press.
The screw presses are divided according to the screw diameter and there are three available models:
- TDS: direct control with electrical servomotor. The screw diameter goes from 240 mm to 525 mm.
- Dellavia: friction discs control. The screw diameter goes from 130 mm to 460 mm.
- Osterwalder: friction discs control. The screw diameter goes from 150 mm to 220 mm.
Hydraulic presses
Our hydraulic presses are part of ME series and are characterized by their dies closing force that goes from 100 to 500 Tons.
These are the tonnages we have realized so far, but we can realize tonnages with greater closing force, as well. The horizontal coring punches force goes at present from 30 to 350 tons and also in this case, upon request, it is possible to produce the machine with a greater force than the indicated one.
Presses for parts coining and calibration
Mecolpress offers to its customers that need presses for parts coining and calibration the knuckle joint press of PG series, that are characterized for their low stroke and very high productivity.
These are classified according to their nominal force.
Machineries for parts trimming:
Mecolpress trimming machines are classified according to nominal force, as follows:
- PO:trimming machine with single station, low productivity, generally used for manual loading, H structure. Tons from 10 to 60.
- S: trimming machine with multiple stations, provided with rotary station with hydraulic motor. It is characterized by a medium productivity rate and it is used for manual or by automation loading, H structure. Tons from 10 to 60.
- E: Trimming machine with multiple stations, equipped with rotary table with electrical motor, high-medium productivity, more suitable for loading by automation or robot, C structure. Tonnage from 10 to 60.
Thanks to the variety of offered machineries, our sales department can suggest you the press that best fits for your project according to the type of part to realize and according to the specific conditions in which the customer operates.
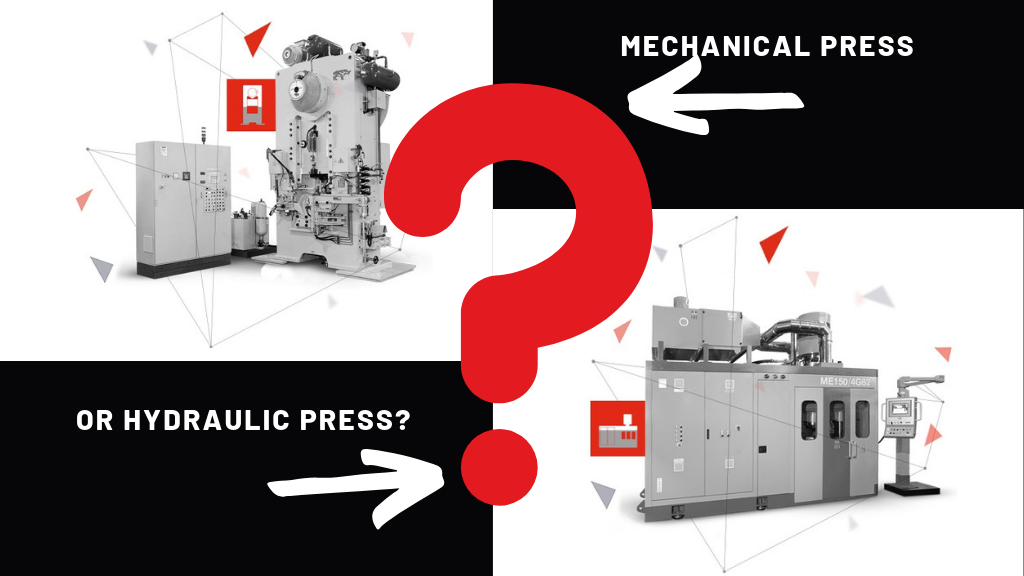
Mechanical press or hydraulic press?
Thanks to the long experience as press manufacturers, Mecolpress can offer to its customers a wide choice of mechanical and hydraulic presses for hot forging and our sales department team can suggest the most suitable machine for the realization of a specific geometry.
Differences between mechanical press and hydraulic press
The mechanic press develops the movements necessary for forging thanks to mechanical connections between the ram and the horizontal coring system of the parts. The upper die close against the lower one and the punches enter laterally. The movements of the mechanical components are therefore all connected with each other and their planning results to be a little bit restricted because if you adjust the movement of a component, you will automatically modify the other ones, as well.
The movements of the components of the hydraulic press are adjusted by hydraulic cylinders instead and you will have an independent control on each axis. This implicates a superior programming flexibility because you can operate on the single components and obtain a better material flow management inside the die.
When it is better to choose a mechanical press
The mechanical at continuous cycle presses for metals hot forging have a higher productivity compared to the hydraulic presses, and this certainly represents an advantage.
There are vertical forged parts, such as the straight junctions or the nuts, that due to their shape are very suitable to be forged by high productivity mechanical presses.
When it is better to choose a hydraulic press
The hydraulic presses allow a major control on the movements of the single components and are more suitable for the realization of parts of complex geometry, such as the slide gate valves. The punches that contribute to the realization of the part are indeed independent and are generally four, placed at 90° of distance from each other, but one or even two punches can be set up with a variable angle of entry, for example of 45° compared to the adjacent one. This implicates a higher flexibility and the possibility to realize some very complex shapes maintaining a high-quality standard.
Another characteristic of hydraulic presses for metals hot forging is the fact that they need less structure inside the productive area because they do not need to be placed on a pit, that is compulsory for the mechanical presses. The positioning of the hydraulic press on simple floor allows a higher flexibility in the factory layout.
The best choice? Ask Mecolpress!
The choice to buy a mechanical or a hydraulic press is almost exclusively made based on the shape of the part to be forged and not based on the material. Both the presses typology forge indeed different types of metals. The only case in which the material can be a decisive factor refers to steel productions that often require the use of a screw press because of the high tonnage.
Mecolpress offers excellent mechanical and hydraulic presses according to the part geometry that the customer wants to realize, and suggests the best and most performing press, that can indeed optimize the production and sparing on the costs.
If you want to receive information regarding our hot forging presses, you can write to: sales@mecolpress.com

Mecolpress hydraulic presses: features and advantages
Mecolpress boasts a wide range of hydraulic presses of different tonnages, ideal for the realization of hot forged parts with complex geometry. The presses are equipped with a Mecolpress proprietary software, “Calipso”, that allows to monitor the entire productive cycle of the hydraulic press according to numerous parameters.
Features of hydraulic presses
Hallmark of every hydraulic press is the programming flexibility. Since the ram and the punches are independently controlled by hydraulic cylinders, this allows to carry out some corrections during the working cycle to remedy some eventual defects by acting on the movement of a single component through software.
Hydraulic presses can hot forge different materials including brass, copper, aluminum, steel and titanium alloys.
Range of Mecolpress hydraulic presses
Mecolpress offers to its customers a wide range of presses with a die closing force that currently goes from 100 to 500 tons and a minimum punch force of 30 tons that can arrive till 350 tons.
Moreover, our hydraulic presses are provided with a loading arm for warm billets and with an unloading arm for the forged part. Based on the customer’s needs concerning the layout for the hot forging production line, the arms can be placed on the same side and working in sync, otherwise placed on the opposite sides and working autonomously. Thanks to “Calipso” software developed by Mecolpress and installed on every hydraulic press, the press can detect which parts are not in compliance with the programmed parameters, and these parts will be automatically separated from the others by the unloading arm, flowing into a box for wastes.
This management allows to optimize the checks and to save time on the productive cycle.
Possible configurations of a hydraulic press
Mecolpress hydraulic presses can be set up in a custom-made way according to production needs expressed by the customer. For example, one or two punches can be placed with an entry angle different from the classic 90°, allowing the realization of particularly complex shapes such as, for example, Y-junctions and filter bodies.
Further possible configurations are:
- the addition of a fifth vertical punchthat operates under the die,
- the loading of one or two billets at the same time till a maximum of four,
- the addition of pyrometers for billet temperature detection,
- the application of extra sensors on the punches for both physical and mechanical data collection that are then sent to the PLC and that allow to better monitor the production cycle.
Indeed, the sensors always check the movement carried out by the punches during the stroke and it is possible to obtain a representation of the different acceleration and deceleration phases. This real time analysis allows to notice eventual problems and to understand if these derive, for example, from the die or if these are of hydraulic or mechanical type.
In this way also the Mecolpress service team can intervene in a more to the point and prompter way, reducing the machine stop costs.

Gate valves hot forging: Mecolpress solution
Gate valves hot forging can present some criticalities. Mecolpress hydraulic presses could brilliantly overcome these, reducing production costs and consenting to obtain a forged part without flash.
Function and features of gate valves
The most commonly hot forged brass parts are the ones used for the liquids control.
The parts can be, for example:
- water meters bodies,
- ball valves,
- water and gas fittings,
- gate valves.
These latter ones have the function of fluid flow adjusting and stopping onto a tube and they fulfill it by controlling through an handwheel (or a motorized actuator) the interposition of a disc between the in- and out- sections of the valve. In order to better visualize their movement, you can image it like the closing of a gate slide in the middle of a tunnel.
Also depending on application typology, every manufacturer develops his own drawing for valves that are characterized by contours, dimensions and always different thicknesses.
The range of measures of the valve is very wide. These measures are usually defined in inches and are related to the useful section of fluid passage when the valve is totally open.
Also the working pressures, the valve control and the working environment determine the need to have valves with hose joints that are more or less distant from the valve center, with circular section neck valve o irregular hexagon section neck valve, with greater of minor neck height.

Hot forging by means of eccentrical mechanical press
Normally the hot forging of a gate valve is not very easy to realize, above all if you want to forge the part without possible defects, using little material (therefore with most possible depth of all the holes) or without flash as well.
The traditional forging with eccentric mechanical presses of gate valves requires a greater energy compared to the forging of ball valves having the same dimensions, and a punches stroke, in particular of one, much higher.
For example, for the realization of gate valves of 2 inches or more, eccentric mechanical presses of minimum 450 tons capacity and a forging tool (defined as bell tool) that allows the realization of holes of great diameter are normally used.
This technology has been valid and successfully used for many years, and Mecolpress as well proposes it to its customers through its SEO and SEO CVE CS presses series.
But there is also a much more efficient way for gate valves hot forging: the hydraulic press.
Forging by means of hydraulic press
Gate valves can be hot forged even by means of Mecolpress hydraulic press of ME series.
Our ME presses allow to forge these valves completely flashfree, with very high precision, without risk of defects due to the brass flow in the die.
Moreover, also the productivity is higher than the one allowed by traditional method with eccentric mechanical presses and bell tool.
An hydraulic Mecolpress press ME350-4G240, for example, can forge 2 inch gate valves flashfree, without the help of special tools, with a productivity of about 800 parts/hour.
Production optimization: a Case Study
Exactly for this application in January 2019 we supplied a hydraulic press ME350 to one of the most important valve manufacturers of Far East.
We started the collaboration with the customer by studying the “traditional” valve geometry and after the forging simulations carried out by our technical office, we could verify that some improvements connected to the shape were possible.
Indeed, the study showed that the thicknesses could be reduced and therefore it was possible to reduce the weight and the cost of the forged part. Moreover, our technicians considered useful to modify corners and corner rounding to ease the brass flow. These modifications grant a longer die duration.
Once the approval from the customer for the new geometry was obtained, we realized the die and then a sample of these valves that were sent to the customer both for dimensional checks and for mechanical machining tests.
All the tests gave successful outcome and now the customer is impatient to receive the hydraulic press and to start producing this with this new much more efficient method that will reduce considerably the necessary brass quantity to realize the hot forged valve.
Over the years Mecolpress has developed a considerable experience in gate valves hot forging field and for every valve shape, or brass alloys to be used, including, for example, brass without lead or anti-dezincification brass.

Training courses for hot forging
Starting from an inner necessity, Mecolpress has extended the training courses specific for hot forging machineries as a high-quality service against payment that can be offered to its customer companies.
Thanks to the course, it is possible to optimize the production and to improve machines maintenance.
The training value according to Mecolpress
Training is very important, especially in an even more complex productive context and in an even more competitive market. That’s why Mecolpress has felt the need to avail itself of the experience of a hot forging specialist to organize an inner training course of high level.
Understanding the world our customers operate in and learning the art of forging in the best way has always been our priority: therefore, we addressed to Riccardo Segreto that in this interview shared with us very useful suggestions and advanced technical information.
Una volta conclusa questa esperienza molto positiva all’interno della nostra azienda abbiamo quindi deciso di offrire questo servizio di alta formazione anche ai nostri clienti.
Advantages of training courses against payment
Training courses represents a very important instrument for the companies that deal with hot forging, because they offer to people who operate with mechanical and hydraulic presses very concrete and deepened indications regarding how to use them in the best way and to optimize the production.
Today it is not easy to find forging specialists that are available to teach trade secrets. Riccardo Segreto is an independent and very skilled figure, available to share with the companies useful suggestions in order not to wear the press or the die and to improve therefore the productive capacity.
Therefore, a highly qualified staff will be able to carry out some maintenance operations in complete autonomy on machineries for hot forging without the need of Mecolpress customer care service against payment. A correct use of the machine brings therefore to lesser damages and a reduction of machine stops that have a big effect on the production and then on the costs to support.
Our training courses against payment are custom-made developed according to customer’s needs and aimed to the types of presses present in the factory of the company that asked for training. Moreover, they provide an in-depth analysis of the parts to be forged and indications on how to forge them in the best way.
Thanks to our specialist, for example, it is possible to learn how to carry out in the best way the die lubrication and therefore how to prevent its wear and how to adjust the machine stroke. Working correctly with the press has as a result a considerable decrease of costs for our customer companies and that’s why we are firmly convinced that our training courses can represent an added value.
According to companies necessities, the courses can be held at our or customer premises and these have a duration of one or two days, according to the specific program.
Should you need further information regarding training courses, you just have to contact our sales department, sending an e-mail to sales@mecolpress.com.
Courses can be requested both by Mecolpress customer and companies dealing with hot forging that have the necessity to examine in depth some themes.

Mecolpress software for forging control
Created by Mecolpress for forging statistic control, Calipso is a software that allows to control the press activities during the entire production cycle, and it is an useful instrument for analyzing the production and for intervening where it is necessary to optimize it.
A smart software for productive process analysis
Having available all data related to the activity of his own press is certainly an advantage for the forger that can analyze the productive process and, if it is necessary, intervene on time to optimize it beyond. That’s the reason why Mecolpress makes available Calipso software to its customers, internally developed by Mecolpress, and able to collect the forging data also thanks to some transducers and sensors installed on the press.
The software can detect till 18 different parameters during each forging cycle for the entire duration of the working shift.
In this way it is possible to control very important data, such as billets temperature or the developed strength by machine every stroke.
Calipso software is installed as standard equipment on the hydraulic presses, while it is possible to have it on request for the mechanical presses. The customer can already see it working at our premises, and once you bought the machine, all the necessary instructions will be given to the operator during the delivery phase to use it.
A sophisticated technology for managing non-conformity
Once that forging data are collected, these are compared to values set up by the user and each cycle it is possible to check if these parameters remain in a narrow tolerance band established by the operator according to the criticality of the part to be forged or to requirements established by the end user.
Regarding the hydraulic press, in case of a strong discrepancy between the wished value and the effective one related to controlled parameters, the produced part is deviated in a separated unloading area so that to carry out further controls.
Therefore, the operator can plan if and when the machine has to stop the production in automatic cycle, establishing after how many ejected parts it has to stop forging.
Matched with the hydraulic presses, Calipso software offers therefore as advantage a better management of non-conformities, with a consequent reduction of machine stop times and facilitating the control operations on the forged parts not compliant with the set-up parameters.
Graphic reports
Mecolpress software allows to create graphic representations of several parameters inside the same diagram. In this way it is possible to have an overview and to understand, for example, how the input strength of the punches presents a variation connected to billet temperature modification, and it is possible to see the trends of both parameters during the productive cycles.
Calipso advantages
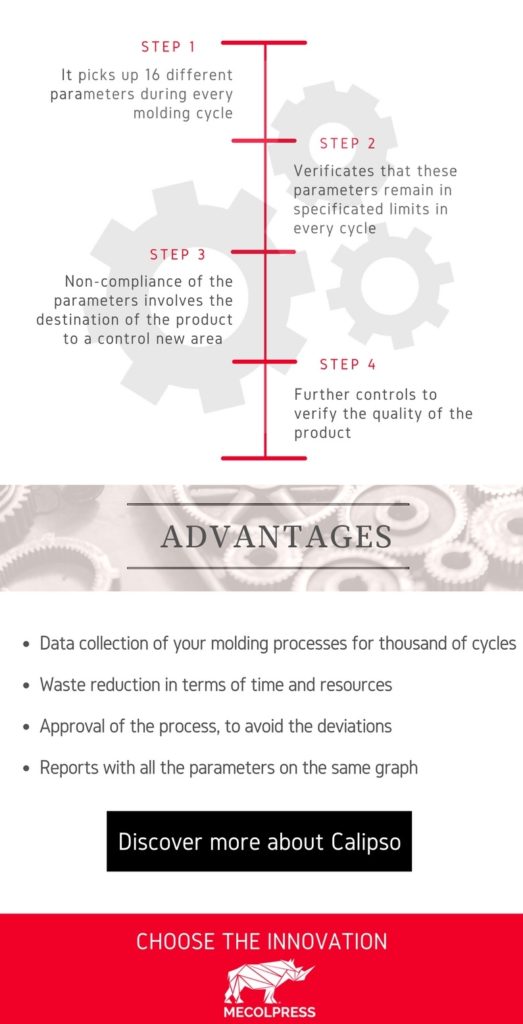
Our Calipso software brings numerous advantages, including the possibility to carry out forging tests and to have all the necessary data for analysis in depth before starting with the production of a new part.
Connecting it to customer company network, it allows to file data related to every forging cycle, to have them available and to share them. Moreover, Mecolpress has remotely access to the data and in this way can reduce the intervention times for assistance.
In the end, thanks to Calipso it is possible to reject automatically not-shaped parts and to have available graphic reports of more parameters on the same diagram.

Hot forging and titanium machining
Titanium is a particular resistant material, often used for hot forging. Mecolpress proposes furnaces and both hydraulic and mechanical presses suitable for the forging of titanium alloys of parts destined to different application sectors.
Mecolpress offers to its customers a wide range of presses for titanium hot forging and our sales department is always ready to offer a customized advice to suggest the best machinery according to the used alloy to forge and to the type of geometry the customer wants to obtain.
Titanium features
Titanium is lighter and much more resistant than steel: for this reason, it is often used in the medical sector for the realization of particular prothesis.
Characteristic features of titanium are:
- low specific weight,
- hardness,
- biocompatibility,
- non-toxicity,
- low thermal conductivity,
In addition to be widely used in the medial sector, titanium, thanks to its features, is a metal extremely versatile that can be used in many other sectors, including automotive, aerospace, industrial sector of mechanics and applications in field of sport.
Titanium forging: Mecolpress machines
The temperature for titanium billets forging is about 950°C and the one of the die is about 250°C, instead. The hot forging of titanium parts is very well suited to obtain the desired parts, since by using the right equipment it is possible to avoid all the problems this material should present during the melting.
For this reason, our sales department is at disposal of our customers in order to advice for the choice of the most suitable hydraulic or mechanical press and to suggest the modes of operations. Mecolpress can carry out a simulation test at our factory, thanks to Deform software, and a real forging test so that to grant to our customers that the chosen machine can forge high quality parts.
For further information regarding press models suitable for titanium hot forging, please refer to our sales managers that will be glad to examine in depth the matter.

Optimize the production with Mecolpress training courses
Mecolpress makes available to its customers a training service against payment whose aim is to provide useful information to the staff in charge of the presses in order to use the machines in the best performing way and to optimize the production.
Read this article to discover how training could help a customer of ours to reduce of 50% the maintenance interventions.
The problems of customer Alfa
Time ago a customer of ours, that we will name Alfa, contacted us because of his interest in custom-made training courses for forging machines proposed by Mecolpress. The reasons why he decided to activate the course were several.
First of all, the company employees were not adequately trained and could not use the forging machines in the best way. This implicated a frequent request of assistance from Mecolpress by the customer, and even if our intervention was very prompt, the company had to face up to the interruption of the productive process and to the additional costs connected to the customer care service.
In addition, the company hired new young but still not-expert personnel, however definitely open to technologic innovations and able to use the informatic devices of production machineries.
By their side there was also experienced personnel, working in the company for many years, with greater familiarity with forging techniques, but with some difficulties to approach their selves to the new digital techniques. Persuading them to change method was not so easy, because the long experience matured during years with their procedures.
In closing, the Alfa customer has at his disposal a various set of machines including dated presses, trimming presses, mechanical presses and a new hydraulic press, just bought.
For all these reasons, our customer has felt the need to take advantage of a new custom-made training course that can teach to the operators how to use the machines in the most performing way and to obtain the maximum output with minimum effort.
Mecolpress training course
According to the needs expressed by our customers we have planned a custom-made training course that takes account of forging machines in the company and of the type of forged parts.

The course is structured as follows:
- Introduction to hot forging;
- Explanation of drawings and simulation program in support of parts to be forged;
- Parts forging in the factory with an entirely devoted machine;
- Answers to questions of the personnel, detailed studies and explanations on problems regarding the production.
In particular, during the course very relevant matters were debated, such as die and process preliminary analysis, setting of specific parameters, driven setting of the hydraulic presses for parts with flash and without flash and analysis of output with simulations.
Result of the course
Our customer was particularly satisfied with our custom-made training course because of the obtained result.
Indeed, the personnel could acquire an increased competence regarding hot forging, both generally and specific, related to the company production type.
Moreover, the course has contributed to reinforce the team spirit among employees, that is of high importance to create a working environment based on collaboration. Indeed, activities of this kind contribute the personnel to interact more, to better work as a team and also to better face with the daily difficulties.
After our training our customer has decreased drastically the number of service requests against payment. Indeed, the operators in charge of machines can now use better the presses with a lesser wear and they can carry out in autonomy some activities of ordinary maintenance, without the need of Mecolpress technicians.
For further information about Mecolpress training courses, please send an e-mail to: sales@mecolpress.com.
