Beyond the press: great care for all the manufacturing segments
The reasons why you should appreciate (and prefer…) the modularity
In the planning and realization of different forging lines there is a common denominator, and it is the main machine, the heart of the entire project: the press.
Even if it concerns aluminum or brass forging, the press manufacturer must have a broad view, that can contemplate the entire process, from raw material bars to the finished part. An optimum press has to be born “conceived” in such a way that allows it to be able to work in synergy with the other components of the line, in order to guarantee to the user the maximum efficiency and minimum wastefulness.
The most important manufacturer’s feature that every customer who buys machineries looks for is reliability: the certainty of providing themselves with a product that “performs”, that gives satisfactions and no worries. Obviously, the moment of the initial choice of the machine is crucial, and it is determined by understanding the variety and variability of customer’s necessities over time and by the manufacturer’s competence satisfying them.
And then, steps that cannot be considered “less” crucial will arrive: installation and activation of the machine, for example. These are moments you will spend calmly, if you have someone by your side that assumes wholly the responsibility to have delivered the machine, to have verified that it works during the entire working life of the machine, as expected by the costumer, since the manufacturer is present from the start up.
Putting effort into guaranteeing all this means to be completely “master” of their own technology and of all the components that compose the line, thought as many different “segments” of a whole. We all know that presses for working and going into production need accessories, like sawing machine, furnace, deburring machine…
The skilled press manufacturer knows how to give the right relevance to these segments, by addressing the customer to the most appropriate choice (both for technical characteristics and budget characteristics) for him, by offering the most correct solutions, even if these are supplied by the manufacturer himself or if these are reachable directly from the customer by other specialized manufacturers.
The habit to think and to study every single “segment” of the forging line so that it contributes to the best, in its peculiarity, to the line efficiency has a name: modularity. The numerous satisfaction “stories” of the “Top performer” customers indicate the modularity as the most efficient way to go.
How many elements, realistically, is the press connected to? The list is long:
- traditional gas heating furnaces,
- Induction heating furnaces,
- graphitizing machines,
- arms or external Robots and of third party for loading/unloading of the machine,
- trimming presses,
- sandblasting machines,…

In the face of a so articulate system, the experience shows us that the “compactness” is not enough.
There is no doubt that setting up a line according to the modularity criterion will request:
- Time and patience;
- active consultation of the manufacturer;
- the need of being informed and updated on the market proposals
- Once the choices are made and components are purchased, arranging the suitable places to place them.
But let’s resume exactly from here. The possibility to “save” spaces, indeed one of the main subjects of the offers of compact lines manufacturers, seems not to be a small advantage.
However, combining many specific machines in just a “compact” solution for the above-mentioned advantage to save space risks to compromise the production results. Unfortunately, the matter of fact is that a break of just one component is enough to stop the entire “compact line” activity. So, the risk is: I have optimized the space, but the banal breakdown, for example of a blade of the shearing machine could cause the stop of the total production. At that point, having saved space will not be a great consolation, unfortunately.
The style of modularity belongs traditionally to manufacturers who knows thoroughly the problems and matters that who forges must face every day. Who has this kind of knowledge also knows well that the fact of being able to intervene in a focused and independent way on every components of the line has no price.
The modular concept, that as we have already seen, provides to have the press in line but separated from the furnace and even not in line with the other machines (as, for example, the sawing-machine or the graphitizing machine, that working separately, can create “buffer” stock of semifinished parts along the line), it allows:
▲ The biggest flexibility: the customer can choose the components he prefers (gas or induction furnace, sawing machine or seaming machine…), changing them in the future to answer to new needs, and to adapt the line layout to a company that develops.
▲ The press, since it is independent from furnaces and sawing machine, can be used in the future for forging other types of brass alloy, or copper or aluminum.
If sawing-machine, furnaces and press are “melt” in just one machine, this is not possible.
▲ Every machine can give its best (a good sawing machine can cut more billets/hour than a press can print) and does not have to adapt to the speed of the slowest machine.
▲ The line will be able to be easily adapted to non cylindrical classic billets, but also, for example pre-bent, disc shaped, billets with special contour.
▲ The best efficiency: each machine is independent, the press can forge when the sawing-machine needs a blades replacement: on the contrary, when the die on the press is replaced, the sawing machine can continue to prepare billets.
A solid knowledge of the machineries is the fundamental base that allows the manufacturer to design and propose the best technical and economical solution for the customer’s needs. Since the manufacturer is specialized in the production of presses and since he is not obliged to provide with the press its own sawing/shearing machine and furnaces and not those of anybody else, will be able to suggest to the customer the best solutions to the specified needs.
The range of the proposal is very wide, and it is possible to range from new lines (in which each component is totally new and realized by the best specific manufacturer) to lines in which one or more parts are overhauled. But is welcomed also the costumer that, choosen the press manufacturer for trust and reliability reasons, then refers to him to have consultation and indications for the other components to add so to have a complete line, “ad hoc” both for the technical production requirements and for the “wallet” ones.
Regardless of your belonging sector: thermal-hydraulic, gas, automotive, railway, biomedical, special screws, clothing components, the modularity confirms always to be the winner, exactly for the flexibility that guarantees to the forging line and for maintaining its efficiency.
Material saving with Extruder Group
The most commonly installed equipment on the eccentric mechanical presses is the EG (Extruder Group).
Used in the production of the cored parts, it is available in more than a size. Each of these sizes, related to its dimension, allow to forge parts of gradually bigger dimensions, until the 2” valves.
Thanks to the production of cored parts through the EG (Extruder Group), then it is possible to achieve a considerable reduction of waste material during the production steps.
Indeed through this tool, it is possible to save till 40% of material compared to the full forging modalities, without coring!
How does the Extruder Group work?
When the Extruder Group is into function, the Extruder Group, through the vertical movement set by the descent of the slide, creates the horizontal movement of 4 carriages. The function of the so operated carriage is to create some cavities (holes) in the parts, guaranteeing a significant reduction of the waste material during the production stages.
Through the movement, the EG distributes the energy generated from the press to the 4 carriages. This energy transfer is connected to the part that is going to be forged and during the deformation the material will need always more power, in particular the thicknesses of the diaphragms between the holes can require efforts higher than 450 tons.
Extruder Group usage
The Extruder Group is an equipment that becomes operative at medium temperatures (350-400 °C) and it deforms the material in a considerably wide temperature range: indeed, it goes from 400°C of aluminum to 1100°C of copper.
Indeed, the Extruder Group allows the forging simultaneously of more parts (till 4 parts), at the same time of a variable cycle from 6 to 45 hits pro minute. Therefore, during the production process, a press in continuous cycle can produce till 180 parts pro minutes.
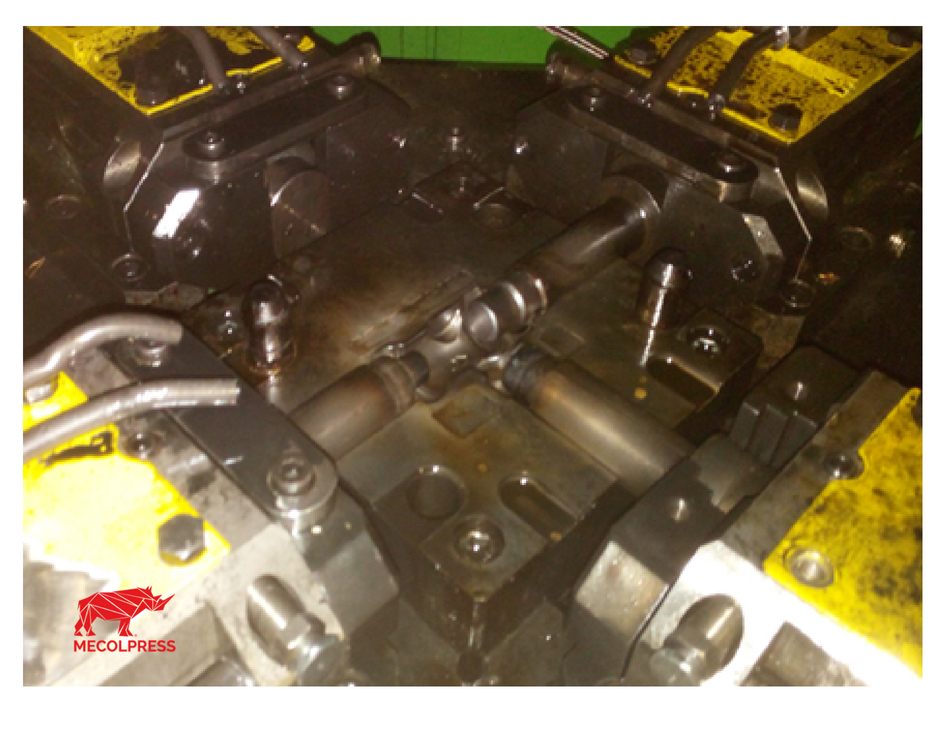
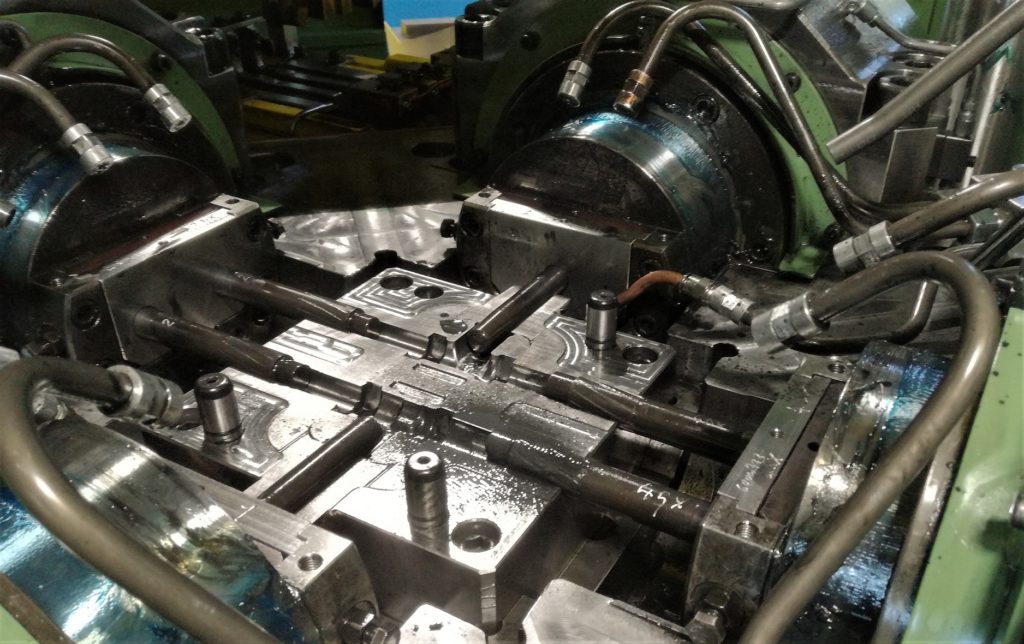
In the picture you can see an extruder group during the production. It is possible to identify 4 carriages (yellow), and, in the middle, the die where the material to forge will be deformed (in this case, brass).
Ectruder Group GE
In this video you can see the GE in operation:

THE AFTER SALES SERVICE AT MECOLPRESS
At Mecolpress, customer care is a fact. These are the words of the person in charge of after sales service Francesco Minoni that, in this interview, has told us regarding a service projected to the future with a rich archive of historical information, recorded and documented.
“The after sales service is a pride for Mecolpress because is a service born with the company and together with it has grown and developed – says Francesco Minoni, department coordinator from 2012. “Mecolpress is today a completely digitalized organization. It is, by now, an ordinary routine for us to assist the client in real time”.
But to the promptness we can add values as competence and a great availability of material. The first one is guaranteed by Francesco’s employment record, whose career started in Mecolpress through the roles of electrician and then as an installer, with a strong knowledge of the machines the factory produces. Instead, regarding the availability of the materials, the efficient response of Mecolpress lies in the extension of the areas addressed to the stock of pieces which can be required by clients (two dedicated warehouses) and by investments in favor of the stock-keeping.
The physical consistency of available material is matched by a database in which has been transferred, thanks to a specific recovery operation of the history of the company, all the information regarding the installation and the maintenance of each sold machine that today “we can really recall with a simple click”, says Francesco.
At this point we have no alternative but to imagine to be a stalled client. In discomfort, the good news is to know that we can speak to an expert, efficient and, above all, able to act rapidly contact person. “The waiting time, of course, depends on the type of the breakdown. However, we almost always have at disposal, if not the finished piece, the rough piece from which we can generate it. In case of problems with the gearwheel unit, the heart of the machine, if we are not able to supply the finished piece, we have rough and semifinished pieces already in stock”.
Service is a strong point of the company but also an advantage in the relationship with the clients: from the historical ones who know well the wide range of spare parts they can count on, but also for the new clients or for the ones who contact Mecolpress for consultation and replacement of machines of different brands. “For example, during these days, – Francesco adds – we are managing to supply a spare part of a Russian screw press 45 years old”.
Issues are quite a lot, of different types even depending on the material the client is using: “one of our clients, for example, produces professional bows in aluminum. It means 700 mm of aluminum to forge with a huge machine and that is feasible: with a force of 1600 tons the part comes finished as well! But the problem is to, beyond the lubrication, custom-made it. Once it is finished, the aluminum piece has to satisfy aesthetic concerns. It’s completely different for steel, where you have to struggle with the mechanical stress and with function-related issues, with machines used to their limits”.
From the moment in which a fault arises it is communicated, what happens in Mecolpress? Thanks to the documentation scanned and to the material immediately accessible, we can trace in real time the general framework of each press and detect of each accessory. Understanding the nature of the problem is a task of the service department, which finds the right ways to solve it, using the phone, e-mail and live chat, in order to ensure efficiency and speed.
“The service we offer – Mr. Minoni concludes – is very precious because we live in a transaction period, where machines are always developing in the technological way, while the internal resources of the factories don’t always appear aligned to the trends. From one side the average operator is typically low receptive regarding the use of new devices, even because sometimes temporary staff lacks basic communication skills. We believe that training is the idea to follow, and someone does this, as one of our client who after purchasing a press attended at Mecolpress an intensive and very articulated training.
Do you know Mecolpress after sales service?
Contact us to find out more! We will be happy to answer to any of your doubts.
I THOUGHT IT WAS DIAMOND BUT IS…GRAPHITE!
The most curious thing to know regarding the graphite – one of the allotropy forms of carbon – is that it can be considered from the chemical point of view a diamond twin. But it is completely different for the physical features: first of all, it’s black! And, in addition, it has its own, very precious, application in the protection covering of metallic areas exposed to corrosion. Keep reading if you want to discover more about graphite and about graphitizing!
Graphite, a precious mineral for industry
To the touch it is unctuous and slippery, graphite has a metallic shining and a density between 2,09 and 2,2. Extremely soft (with a variable hardness between 1 and 2) it’s very easy to scratch. It solidifies in the hexagonal system, not in the shape of completely developed crystals, but in the shape of scales or irregular masses. It is the only not metal that is a good electricity conductor, on the contrary it conducts heat in a bad way.
It exists in nature as a mineral that includes impurities, it is amply supplied all over the world; important deposits are located in England, Siberia, Madagascar, Mexico, Sri Lanka, Canada and in many American places.
It is also artificially produced, warming up for 11-13 weeks at a temperature of 950 degrees Celsius a blend of petrol and carbon derivatives and then transferring the product of the cooking in electric furnace, where for 4-5 weeks it remains at the temperature of 2.800 degrees Celsius. Most of the process of graphitization (that is a warming at the temperature of 2500-3000 degrees Celsius) it happens not only for the temperature but also for a refinement caused by a reduction of metals and vaporization of metal oxides present in carbon.
What is graphite for?
Graphite is used for electrodes in the electrochemical industry, for electrical furnace or crucibles addressed to very high temperature, in industrial paints.
Moreover, it is used as lubricant (sometimes mixed with grease, oils or water) in a semi-permanent treatment that is called graphitizing and it is used in order to protect the metallic surfaces.
The graphitizing process
Graphite is a lubricant element and it can be available as powder or as paste. It guarantees the homogeneity of the superficial color of the billet. In addition, it produces a positive effect on gas consumption for the heating of brass or aluminum billets because, by making them black, it facilitates the heat absorption.
As it is lubricant, regarding the mold it contrasts efficiently:
- Consumption
- Wearing out
Furthermore, it avoids that the billets stick one to another in the push-type gas furnace. It is a widely used process in Italy and less in other countries that, though, is not always recommended (for example in the case of products subjected to chrome plating).
For aluminum is interesting the treatment realized with not black graphite but of silver color. This coloring minimizes the visibility of possible dark spots on the pieces.
Graphitizing and working of metals
The graphitizing machines are essentially rotating drums, where the pieces of cut bar are inserted, to which some grams of graphite are added. During the necessary time of rolling, the graphite powder is homogeneously distributed on all the pieces, facilitating the next stage of the hot forging.
The goals of lubrication, during the working of metals are complexes. The reasons we interpose lubricating material between the basic material to be worked and the tools or die that produce the deformation can be summarized in:
- Friction reduction;
- Use reduction;
- Surface aspect;
- Temperature control;
- Form changing control;
- Distribution control of the stresses in the product.
Regarding the surface aspect, thanks to their properties to avoid the contact between metals, lubricants can prevent the developing of marked and poor-quality surfaces on the product. But simply producing a not damaged surface could be not enough because a bright, reflecting or matt aspect can be required. In that sense, the lubricant used makes a significant difference.
Graphite is confirmed the real classic lubricant in solid film. It sticks well to the metallic surfaces and, for that reason, it is usually used for the pre-treatment of the tools and dies, as an additive for other lubricant at room temperature and, in particular, as lubricant for high temperature operations. The disadvantage is that graphite is not easy to remove once the working is finalized.
For some types of processes and materials to be worked, the choice of each kind of lubricant it’s in many cases very easy, but the real choice of a specific lubricant – best composition and condition for the use – it is not. In the operative reality we have to take into consideration so many factors (the available equipment, the tonnage produced, the range of products to be manufactured with a certain equipment, pre -and -post working treatments) so that each lubrication problem can be treated in a specific way. So it is better to get to the final lubricant choice only after a careful evaluation of the application.
Would you like to protect the metallic surfaces? Entrust them to Mecolpress!

Complete Mecolpress Line for hot forging of metals
Complete line for hot forging of metals
Mecolpress has the abilities and the experience to develop complete forging lines.
We have designed and composed various forging lines, taking care of the whole project:
From the initial choice of the machines and related interconnections, to the installation and commissioning, taking full responsibility of the service and of the after sales warranty of the whole line.

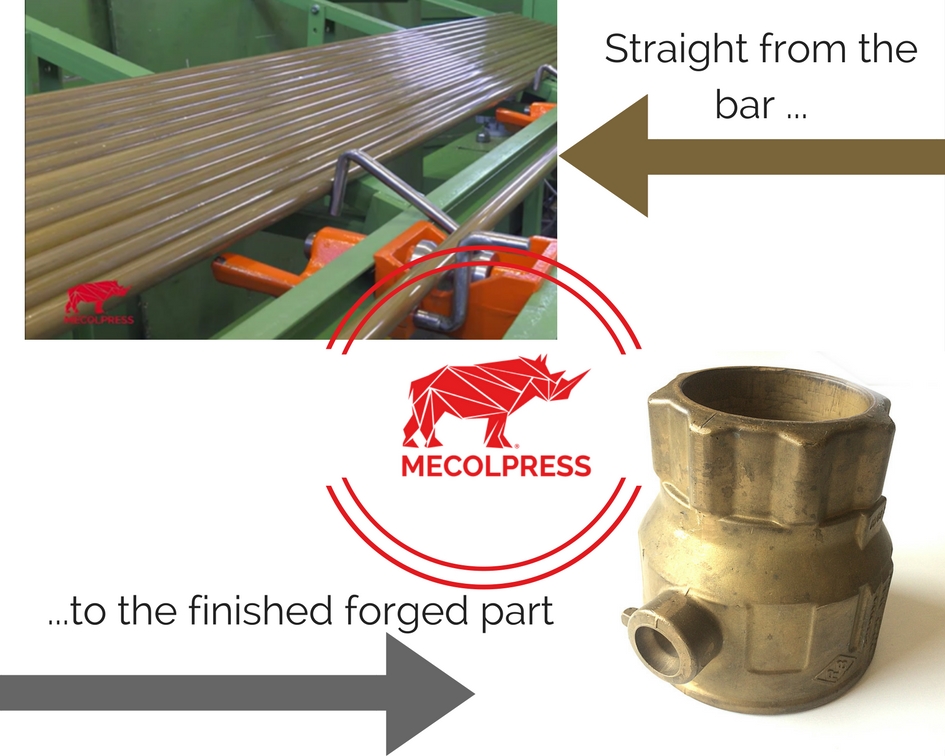
Mecolpress therefore, in addition to in-house designing and manufacturing of the hot forging presses, is able to provide to the customer a full turn-key plant, from the raw material bars to the forged piece (including of course the eventual trimming, sandblasting…).
The productive core of the line is clearly one of our presses, being a mechanical or an hydraulic one.
In the video shown as example here below, you can see a line with a mechanical press of the SEO range.
Forging line with mechanical press SEO
Forging line with hydraulic press ME-G
The ME-G hydraulic presses are particularly suitable to be installed in a complete forging line.
Are machines specifically designed to be used in the hot forging of brass, but have already proved to be extremely flexible and therefore suitable for other materials as well, like aluminium.
With this kind of presses, Mecolpress has introduced in the year 2010 a fully new production method for the hot forging processes.
This technic, called “inverse extrusion”, allow to forge parts even with the most complicated geometries, where the deformation of the material is obtained by means of a pre-determined and controlled flow of material.
This is generated by a programmable advancing of the punches into the die, after that the pre-heated billett has put deposited in the die and this has been fully closed.
The ME-G hydraulic press can be connected and interfaced with:
- Bars sawing / shearing machines,
- Traditional gas or electric induction heating furnaces,
- Furnaces designed for the shearing of the hot bar,
- Automation arms or external robots and of third parties automations for the loading and unloading of the press,
- Flash trimming presses, sand blasting machines…
The interfacing possibility is very useful for example when, in case of an alarm from the furnace side, the press has to be put in a stand-by status and has to record the reason for the production interruption.
In turn, the ME-G can send to the furnace the information “start / stop billet feeding” and can exchange signal of operating status with other components of the forging line, as well as the production parameters with the customers’ own factory supervisor systems.

Hot forging presses: Mecolpress technology
Application sectors of the hot forging
Mecolpress offers a wide range of hot forging presses, able to satisfy the necessities of the individual customers and that allow to forge parts for different industrial sectors. Our presses can be used for the production of:
- Thermohydraulic pieces;
- Mechanical parts in aluminum, copper and brass, used in the railway and automotive sector;
- Clothing parts such as buckles and zippers;
- Stainless, titanium and steel screws for applications in any sectors, from the aeronautics to the railway.
The bio-medical one represents a very particular sector, indeed, with our presses it is possible to forge parts for titanium prothesis. The pieces produced by Mecolpress machines address also to the sector of the production and distribution of high-pressure gas, for the medical, automotive and industrial sector.
Not only mechanical presses, here the Mecolpress proposals
A functional commitment that all these sectors have in common undoubtedly is the precision during the material forging, but also from a design point of view Mecolpress reaches through the research for the perfect shapes a remarkable significance. This is exactly why we propose different typologies of presses, including hydraulic presses, mechanical presses, clutch and electrical servomotor screw press, knuckle joint press and trimming machine, that are able to hot forge several materials, including brass, steel, aluminum, titanium and copper.
The support of our Research & Development department
Our range of presses, so differentiated, is due to the work of our Research and Development department, a team that has revealed itself as very precious, not only for Mecolpress Company but also for our customers, because it allows them to achieve several goals. First of all, our staff helps the forger to identify the systems to optimize the production through hot forging of parts in such a way that the further machining will not be needed. Moreover, our specialists can evaluate what could be the productive implications in the usage of different metals alloys and help to identify them. The Research & Development department offers support also for adapting the complete hot forging line composition according to the customer’s needs, to his industrial sector and to the habits of the specific Country.
So, our company is at disposal of the customers in such a way to define with them the hot forging processes, in order to achieve the best result in the production also of high tech parts.


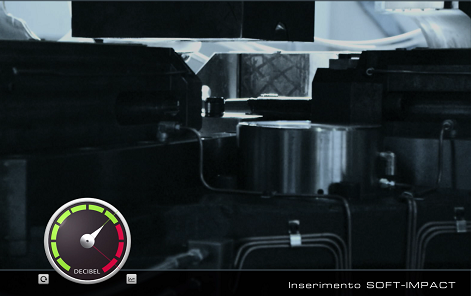
Soft-Impact hydraulic cushion for eccentric mechanical presses
A recent innovation by Mecolpress for eccentric mechanical presses.
Mecolpress proposes to equip the eccentric mechanical presses of an innovative hydraulic cushion, Soft-Impact.
Features:
- It is a real hydraulic cylinder with a stroke sensor on the shaft;
- Movements are fully programmable and controlled by means of proportional valves;
- Starts independently the down-stroke and then the punches move forward toward the die center before the upper die hits the lower one;
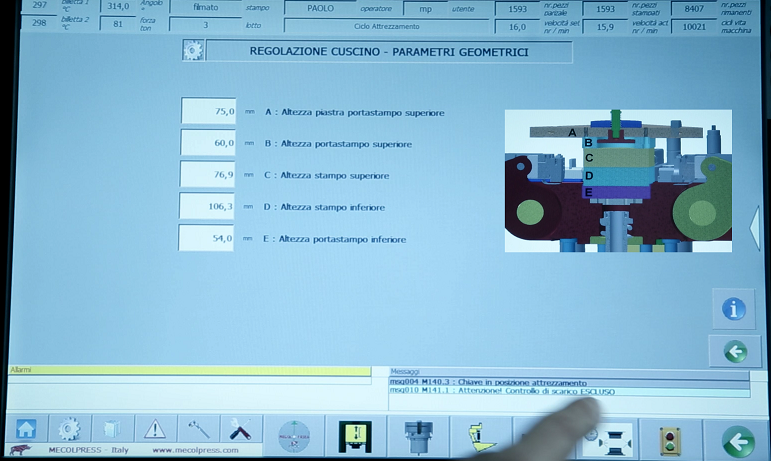
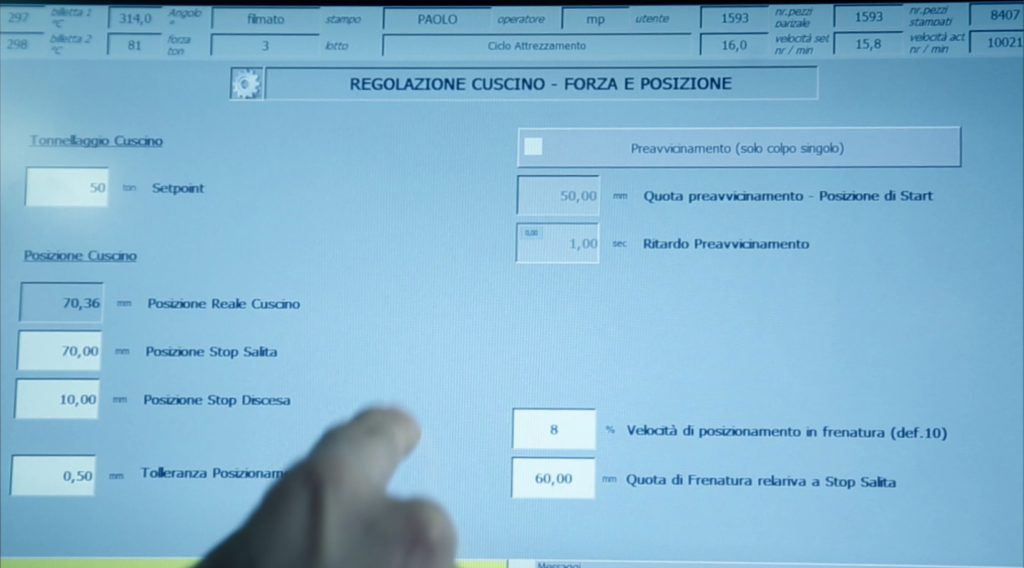
- Strokes adjustment from operator panel by simply inserting the desired dimensions and the data of die and die-holder heights;
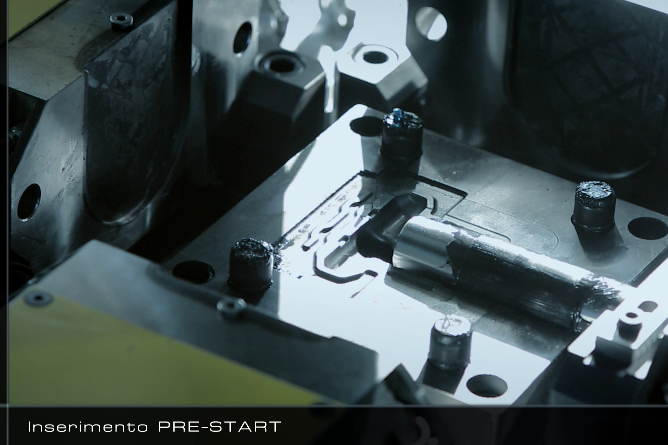
- As alternative, the function “punches pre-start” allows the punches to move close to the billet before the die closes and the forging begins.
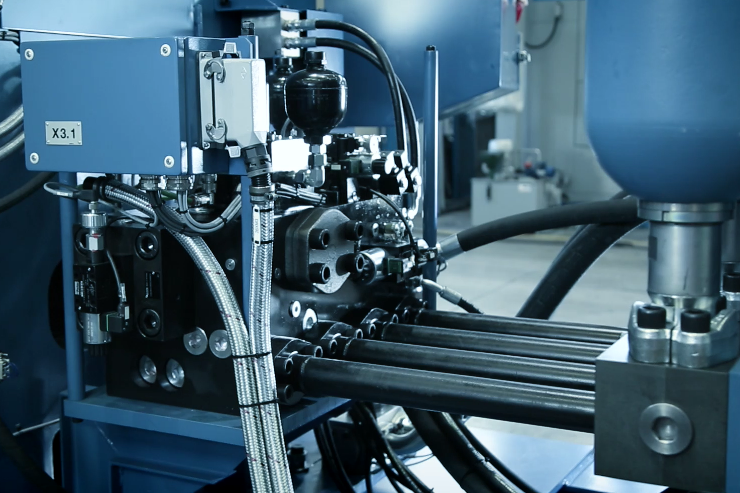
- Dedicated hydraulic unit, separated from the machine clutch one.
Thanks to the here above-mentioned features, the soft-impact hydraulic cushion allows the mechanic eccentric presses to achieve important results:
- Extremely simplified mechanical components;
- Precise adjustment from the operator panel of the start, stop and braking quota; all set parameters are saved together with the piece recipe;
- The upper die does not crash violently against the lower one, because it “reaches” the second one while it is already in the descending phase;
- The control system automatically calculates the speed and the moment to start the cushion;
- When the material deformation begins, the punches are already in an advanced position decided by the operator (it can be saved in the piece recipe); when the die re-opens, the punches then go back beyond the quota of work start;
- Separate blocks modular system.
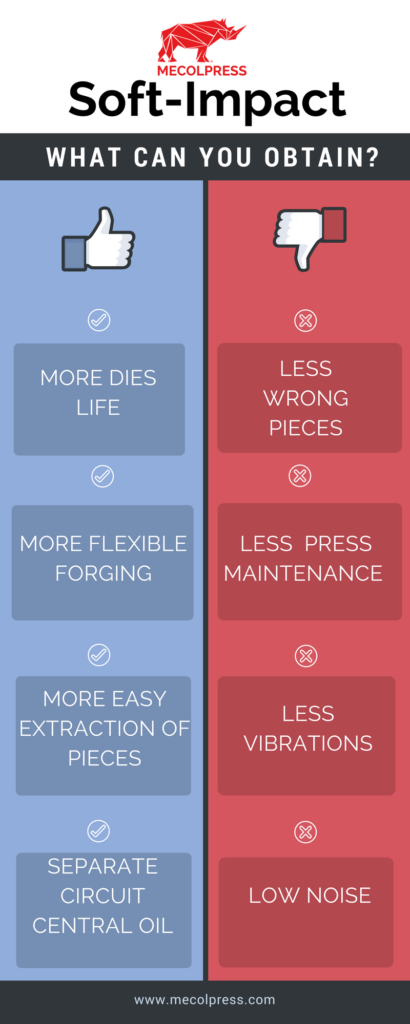
Benefits:
- Less and simpler maintenance;
- Ease of use, machine set-up and perfect repeatability of forging’s cycles;
- Reduction of vibrations, resulting in general benefits for the press and for the working environment;
- Reduction of noise;
- Increased working life of dies and pins;
- No complicated calculations or measures for the operator;
- Possibility of reduction of forging defects due to material that goes out along the empty punch channels and then is pushed inside by punches starting their stroke too distant;
- Ease ejection of pieces (having an extra back stroke) without penalizing the cycle time;
- The oil in the cushion control unit has its own independent circuit and does not mix with the clutch oil, usually dirtier.

The presence of Mecolpress at Korea Metal Week 2017
We are exhibiting at the Korea Metal Week show at the Kintex Exhibition Center in Seoul,
from 24th to 27th of October
As Korea’s leading international trade exibithion, Korea Metal Week offers the best market with the latest technology for suppliers, manufacturers and operators of the metal industry worldwide.
Korea Metal Week 2017 includes eight well organized fairs that integrate all metal production technologies.
Korea Metal Week, already established as the largest trade fair in the metalworking and machining sector in Korea, will be an important trading and sharing opportunity with hot forging industry from around the world.
Mecolpress will have its own booth at the show, and you can meet there the sales manager from the Italian headquarters and the Korea sales representative.
They will be glad to present to you the whole Mecolpress range of presses for hot forging of metals, with examples of real applications solutions.
It will be a great opportunity for you to learn the advantages that a Mecolpress Forging Line can offer to your company.
We look forward to see you there!
Mecolpress will attend
Korea Metal Week (Kintex Seoul – Korea)
from October the 24th to 27th.
We are at Booth 8A120


The new Hydraulic Press 4.0 technology Intelligent Manufacturing
Discover the Benefits of Intelligent Manufacturing with Mecolpress Hydraulic Presses - Technology 4.0
Returning from the EMO Fair in Hanover, our new hydraulic press ME 100.
Mecolpress has always been part of this event, and this edition has also been an important event for us, where we met many visitors from all over the world.
The digitization of industrial production has been the leitmotif across all Emo 2017 booths.
Industry 4.0 is a major process of global interest and also Mecolpress has presented its new ME100 hydraulic press, offering solutions for Industry 4.0 and integrated production.
La nostra nuova proposta è una pressa idraulica compatta SuperVeloce per la forgiatura di pezzi complessi a basso peso che assicura un altissimo livello di produttività, possibilità di stampare parti con forature multiple, forgiatura in singola o doppia figura, in verticale, in orizzontale e con ogni angolo billetta.
Our new proposal is a super-fast compact hydraulic press for the forging of low-weight complex parts that ensures a high level of productivity, the ability to forging multi-punched parts, forged single or double shape, vertically, horizontally and with each billet angle.
Mecolpress has developed this innovative machine, which will become part of the well-known series of presses ME, will have the code ME100-4L-30. This machine responds fully to our customers’ Industry 4.0 requirements and the general market for a press that features high precision features along with flexibility, ease of configuration and control of the production process.
Another important news was The brass bars heating+shearing furnace GBH5000, which allow great precision and modularity, in fact to connect both to new and existing presses, hydraulic, mechanical and screw.
Like all our ME series hot-press hydraulic presses, the new ME100 also allows you to control the speed, sequence, stroke and strength of each punch, enabling some of the most complicated forms to be forged flash-less.
The production phases are programmed and monitored to get the best shape.
Read more about the 4.0 requirements of our machines..
Mecolpress also puts you at your disposal a powerful production analysis software tool that allows you to perform statistical analysis of the forging process. This greatly reduces the waste of time and resources due to the production of non-conforming productions.
Read more about our software Calipso Statistical Process Control.
We are very pleased with the success of the news we have presented, but we are already committed to new extensions of our range of presses and also accessories for special applications. Follow us to stay up to date.
We thank all the visitors and the staff who took part in the event. We remind you of the next appointment:

CO-ENGINEERING TO DEVELOP MECHANICAL PRESSES
Co-Engineering makes it possible to create customized Mechanical Forging Presses and Hydraulic Presses
Mecolpress manufactures mechanical presses, hydraulic presses, used mechanical presses and used hydraulic presses, carefully revised, developing projects and new ideas from a close and constant collaboration with their customers and carefully selected partners.
This allows you to make great initiatives based on the professionalism, seriousness and trust of those who collaborate, sharing the best of the technological skills and design capabilities of everyone.
Mecolpress designs and constructs totally a complete range of hot forging machines such as: mechanical presses, hydraulic presses, friction and electric screw presses, trimming presses and knuckle joint press.
Through a co-engineering activity he also succeeded in offering complete forging systems that could include:
- Anthropomorphic robots
- Design of pneumatic and electronic arms based on customer requirements
- Transfer systems for forging
- Integrated or press-independent dies lubrication and cooling systems
- Forged pieces cooling systems
Mecolpress is responsible for the direction and coordination of the works.
As CEO, we are able to ensure continuity, support, and timely advice.
What enables Mecolpress to be at the forefront of Co-engineering activities designed to produce hot forging machines?
- the high number of projects completed,
- our experience in hot forging started in 1969,
- our constant presence on international markets.
All this has allowed us to gain considerable experience in the industry and to offer reliable service.
Getting a perfect forging solution becomes possible with Mecolpress:
- We reach an objectives set with the customer,
- We continually seek innovative solutions to achieve the perfect shape forming technology,
- Our R & D team is constantly committed to meeting the different needs of the customer.
These have always been the cornerstones of our mission.